00194579-0202.pdf - 第16页
Nachrüstanleitung Überbreite LP 242 / 508 mm SIPLACE HS-60 / D4 Ausgabe 08/2006 18 Die notwendigen Of fsets werden aus einer ne uen T abelle in der Maschinendatenbank gelesen. 1 Außerdem wird das V ersetzen in die Maschi…
Nachrüstanleitung Überbreite LP 242 / 508 mm SIPLACE HS-60 / D4
Ausgabe 08/2006
17
: Starten Sie SITEST.
: Wechseln Sie in den Servicetechniker-Modus.
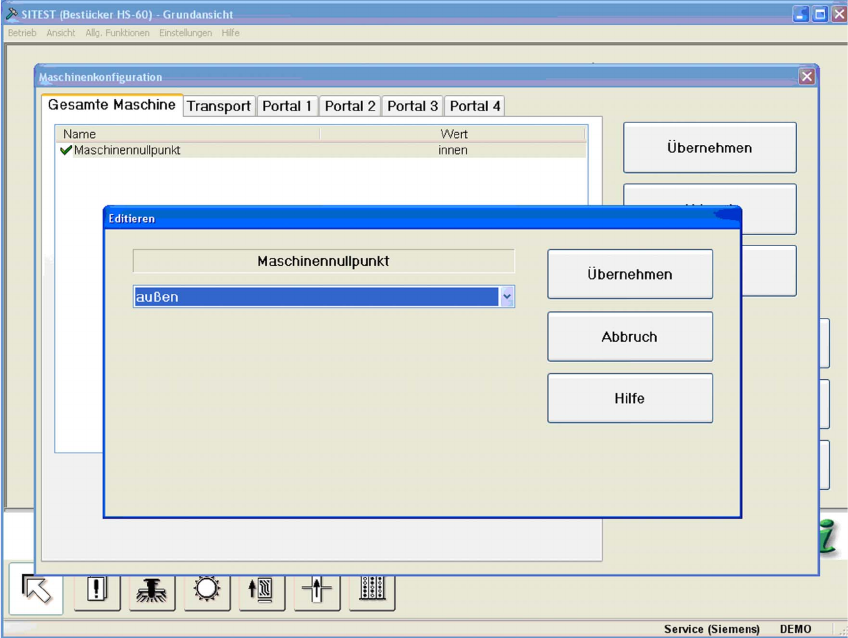
: Wechseln sie von der Grundansicht über das Menü „Einstellungen“ in die „Maschinenkonfigu-
ration“ Register „Gesamte Maschine“.
1
: Editieren Sie den Eintrag „Maschinennullpunkt“ von „innen für Standard 216mm / 460mm LPT“
nach „außen für 242mm / 508mm LPT.
1
1
: Übernehmen sie die Einstellung in der Maschinenkonfiguration.
Die Maschine wird automatisch heruntergefahren.
Mit dem Übernehmen der Maschinennullpunktposition „außen“ wird ein Offset von 25mm in y-
Richtung auf den Maschinennullpunkt aufgerechnet, und der Wert in der real.ma damit aktuali-
siert. Ebenso wird die Kalibrierteilposition angepasst. Beim Zurücknehmen der Maschinennull-
punktposition auf „innen“ (bisheriger Standard) wird der Offset wieder ausgerechnet. 1
Weiter wird der Wert für die den Offset der Parkposition in der real.ma auf einen geringen Wert
von 5000 gesetzt. 1
Nachrüstanleitung Überbreite LP 242 / 508 mm SIPLACE HS-60 / D4
Ausgabe 08/2006
18
Die notwendigen Offsets werden aus einer neuen Tabelle in der Maschinendatenbank gelesen.1
Außerdem wird das Versetzen in die Maschinenkonfiguration (konfig.ma) übernommen. Erst da-
durch wird ein Ändern der Transportkonfiguration „Position feste Wange“ auf „überbreite“ freige-
schalten 1
1.6.3 Verringern / Vergrößern des minimalen Verfahrbereichs für Portal 3
Diese Einstellungen werden nötig, da das Portal 3 mit dem auf normalem Weg bestimmten mini-
malen Verfahrbereich den Maschinennullpunkt nicht anfahren kann. 1
: Fahren Sie die Maschine hoch und wechseln Sie ohne Referenzlauf sofort nach dem Start in
den SITEST.
: Wechseln Sie in die Ansicht
"Portale" (für Portal 3 und y-Achse), ==>
“Maschinenparameter“ ==>
„Minimale Position“ ==>
„Editieren um 20000 verringern“ ==>
„Übernehmen“.
: SITEST Grundansicht:
Wählen Sie bei "Einstellungen" ==> "Maschinendaten speichern".
: Wechseln Sie in die Ansicht "Portale" (für Portal 3).
Wählen Sie: “Position kalibrieren“ ==->
“Maschinennullpunkt BB2 anfahren“.
: Wechseln Sie in die Ansicht „Achsfunktionen“.
Wählen Sie „Portalposition lesen“.
: Vom ermittelten y-Wert 5000 abziehen / hinzufügen.
Tragen Sie diesen Wert unter “Maschinenparameter“ ==> "Minimale Position" ==> “Editieren“
==> "minimale Position" ein.
1
: SITEST-Grundansicht:
Wählen Sie bei "Einstellungen" ==> "Maschinendaten speichern".
1
1
1
1

Nachrüstanleitung Überbreite LP 242 / 508 mm SIPLACE HS-60 / D4
Ausgabe 08/2006
19
1.6.4 Verringern des minimalen Verfahrbereichs von Portal 4
: Verringern Sie den minimalen Verfahrbereich von Portal 4 um 25 000.
: Kalibrieren Sie die Maschine neu (siehe „Maschine kalibrieren nach dem Versetzen des Ma-
schinennullpunktes“).
1.6.5 Maschine kalibrieren nach dem Versetzen des Maschinennullpunktes
: Starten Sie SITEST.
: Führen Sie einen Gesamtreferenzlauf durch.
: Starten Sie den Bestückautomaten neu.
: Wechseln Sie in die Ansicht "Portale".
Wählen Sie "Position kalibrieren".
: Führen Sie das „Maschinennullpunkt kalibrieren“ für jeden Bearbeitungsbereich durch.
Zentrieren Sie dazu die LP – Kamera direkt über den Maschinennullpunkt und übernehmen
Sie diese Position mit OK.
: SITEST-Grundansicht:
Wählen Sie bei "Einstellungen" ==> "Maschinendaten speichern".
: Wählen Sie in der Grundansicht „Maschine kalibrieren" aus und kalibrieren Sie alle Kameras
und Köpfe (die Reihenfolge ist im Dialog angegeben).
: Teachen Sie die LP – Referenz – Ecken.
: Kalibrieren Sie die Abholpositionen.
: Führen Sie ein LP-Mapping (Art.Nr.: 00373952-01) durch.
1.6.5.1 Mapping-Startposition (LP-Referenz-Ecke) bei eingestellter erweiterter Transport-
Konfiguration „Überbreite HS-60“
1
Die Mapping-Startposition bei versetzten Maschinennullpunkt nach außen wird nicht angepasst.
Gründe hierfür sind: 1
Die Mapping-Startposition wird aus der Maschinendatenbank anhand des Maschinentyps und der
Mappingbreite ausgelesen. Da sich die Mappingbreite mit versetzten Maschinennullpunkt nicht
ändert, ist mit diesem Ablauf auch keine Änderung der Mapping-Startposition möglich. 1
Abhilfe:
Der LP-Mappingablauf erlaubt ein Teachen der Mapping-Startposition. Das Teachen ist leicht
möglich, wenn das Portal um 25mm (-y Richtung) verfahren (geteacht) wird. 1