FX-3R_(操作手册.管理员)OperationManual2_Rev00_C.pdf - 第477页
操作手册Ⅱ 6-1 第 6 章 操作故障的排除方法 本章以操作方法为中心,对设备使用中可能发生的问题及相应的措施进行说明。 以下将按照故障发生可能性的大小,来进行说明,请按照编号进行处理。 6-1 贴片偏移 6-1-1 整个基板发生贴片偏移(每个基板都反复出现) 原因 措施 ① “贴片数据”的 X、Y 坐标输入错误。 重新设定 “贴片数据”(确认 CAD 坐标或重新示 教等)。 ② BOC 标记位置偏移或脏污。 尤其是脏 污 时,极其容…
操作手册Ⅱ
5-41
5-6 推荐定期更换用的零部件
除消耗品之外,因磨损、老化等原因,必须定期更换的零部件列表如下。
不论本表标示与否,所有有关空气的机器中,凡是气中混入油、水分时,必须进行更换。
更换方法,请询问本公司售后服务部门或代理店。
No 货 号 品 名
个
数
部位
更换标准
(年)
备 注
1 40046835 电磁阀 4 贴片头 2
2 40068169 电磁阀 V 24 贴片头 2
3 40068170 电磁阀 B 24 贴片头 2
4 40047810 Y 轴用拖链电缆A组 2 XY 3 L 基板规格用
5 40047811 Y 轴用拖链电缆B组 2 XY 3 L 基板规格用
6 40047813 Y 轴用线性拖链电缆A组 2 Y 3 L 基板规格用
7 40047814 Y 轴用线性拖链电缆B组 2 Y 3 L 基板规格用
8 40047500 XY轴用拖链电缆D组 4 XY 3 L 基板规格用
9 40089838 Y 轴用拖链电缆A组 2 XY 3 XL 基板规格用
10 40089839 Y 轴用拖链电缆B组 2 XY 3 XL 基板规格用
11 40089840 Y 轴用线性拖链电缆A组 2 Y 3 XL 基板规格用
12 40089847 Y 轴用线性拖链电缆B组 2 Y 3 XL 基板规格用
13 40089837 XY轴用拖链电缆D组 4 XY 3 XL 基板规格用
14 40044517 1394 机器人电缆 4 XY 3
15 40048070 光纤电缆7M 3 XY 3
16 40048071 光纤电缆 8M 1 XY 3
17 40068171 排气过滤器 4 Y 1
18 40046786 X 普拉轨道 4 X 2
19 40046709 Y 普拉轨道 4 Y 2 L 基板规格用
20 40093370 Y 普拉轨道 XL 4 Y 2 XL 基板规格用
21 40047209 气弹簧 8 盖 1 10,000 次开关动作或 1 年
22 PF901010000 过滤器零件 1 盖 2 前后的压力差 0.1MPa
23 PF901006000 过滤器零件 B 1 盖 2 前后的压力差 0.1MPa
24 40080173 PS/2 鼠标 1 其他 2 选购项
25 40048060 HOD 组 1 其他 2 选购项
26 40048061 HOD 组(EN) 1 其他 2 选购项
27 40048007 电池单元 1 其他 3
28 40084775 切带刀主机组 4 其他 1 电动式供料器 选购项
29 40104641 LUBE_CL16 24 XY 0.5
Y 轴(侧面)滚轮用润滑
材料
1 年=6,600 小时 (22 小时/1 天×300 天/年)
操作手册Ⅱ
6-1
第 6 章 操作故障的排除方法
本章以操作方法为中心,对设备使用中可能发生的问题及相应的措施进行说明。
以下将按照故障发生可能性的大小,来进行说明,请按照编号进行处理。
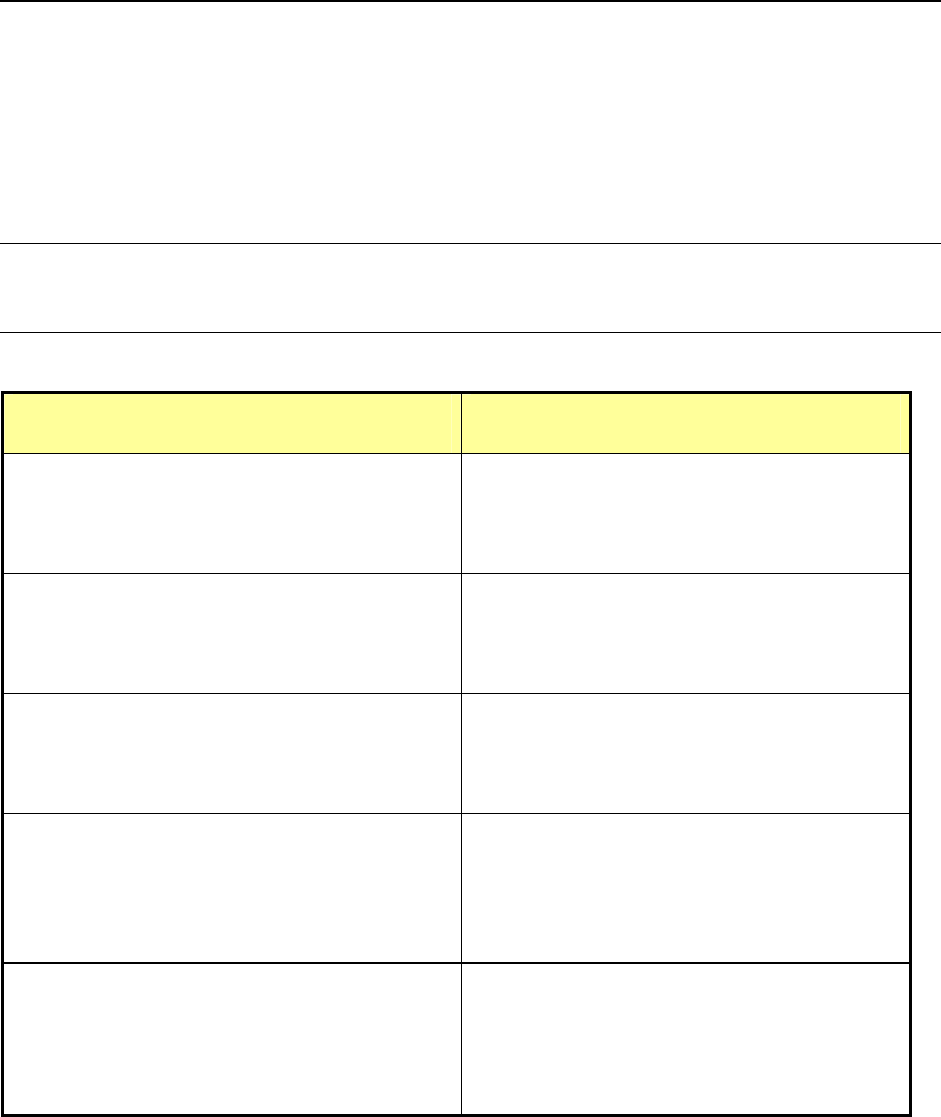
6-1 贴片偏移
6-1-1 整个基板发生贴片偏移(每个基板都反复出现)
原因 措施
① “贴片数据”的 X、Y 坐标输入错误。 重新设定“贴片数据”(确认 CAD 坐标或重新示
教等)。
② BOC 标记位置偏移或脏污。
尤其是脏污时,极其容易导致贴片偏移。
确认并重新设定 BOC 标记。
要采取管理措施,以防弄脏 BOC 标记。
③ 制作数据时,在未实施 BOC 校准的状态下,对
贴片坐标进行示教。
在基板装载时执行“BOC 校准”。
④ 尽管 BOC 标记采用 CAD 坐标,但仍用基板数据
对 BOC 标记进行示教。
使用 CAD 坐标时,切勿进行 BOC 标记示教。已
对 BOC 标记进行示教时,就必须对所有贴片坐
标重新示教。
⑤ 使用 CAD 数据时,CAD 数据的贴片坐标,或BOC
标记的坐标有错误。
确认 CAD 数据,有错误时,要重新对全部贴片
数据进行示教。其中,整体偏向固定方向时,
可移动基板数据的 BOC 坐标(例:在 X 方向偏移
“0.1mm”时,所有 BOC 标记的 X 坐标都加上
“0.1mm”)以校正偏移。
操作手册Ⅱ
6-2
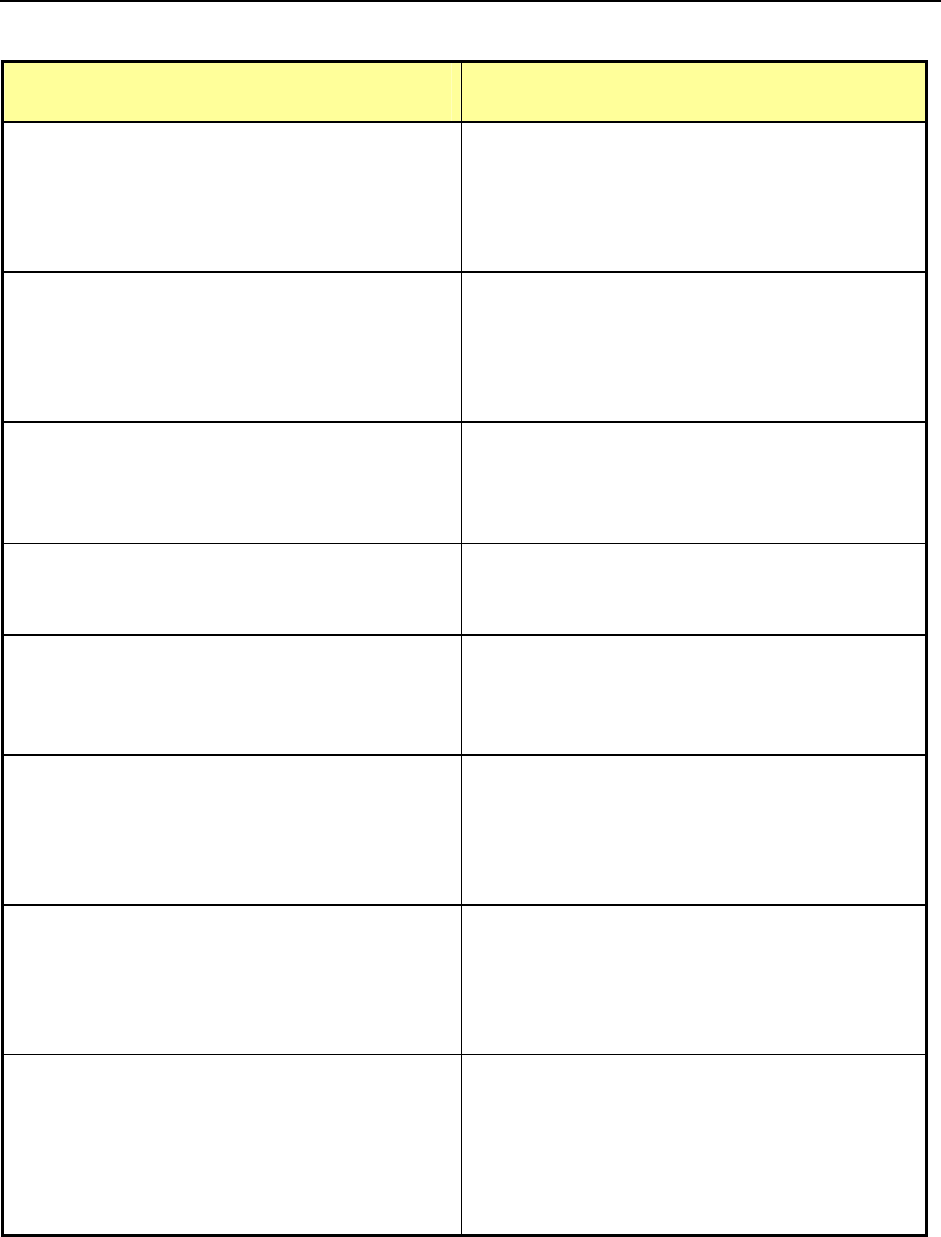
6-1-2 整个基板的贴片不齐(每个基板的偏移方式各不相同)
原因 措施
① 未使用 BOC 标记。
在这种情况下,各基板的贴片精度有散乱倾
向。
使用 BOC 标记。在基板上不存在 BOC 标记时,要
使用模板匹配功能(参见 2-5-2-3-2)。
② BOC 标记脏污。
在这种情况下,各基板的贴片坐标也有散乱
倾向。
清扫 BOC 标记。
另外,采取适当措施以免弄脏 BOC 标记。
③ “基板数据”的“基板厚度”输入错误。在这
种情况下,上下方向出现松动,基板在生产过
程中向 XYZ 方向移动。另外,贴片元件会在 Z
轴下降中途脱落。
确认并修正“基板数据”的“基板高度”与“基
板厚度”。
(参见 2-3-3-2-2 的 No 11)、No 12))
④支撑销设置不良。在薄基板或大型基板的情况
下,易发生贴片偏移。
重新设置支撑销。尤其在贴片精度要求高的元件
下面要着重设置。
⑤ 基准销与基板定位孔之间的间隙过大,基板因
生产过程中的振动而产生移动。
使用与基板定位孔一致的基准销,或者将定位方
法改变为“外形基准”。
⑥ 由于支撑台下降速度快,基板加紧解除时已完
成贴片的元件产生移动。
在“基板数据”-“传送设置”中,将“下降加速
度”设定为“中”或“低”。
(参见 2-3-3-4 传送设置)
⑦ 基板表面平度差。 要重新研究基板本身。
另外,通过调整支撑销的配置,有时会有一些
效果。
⑧ 贴片头部分的过滤器或空气软管堵塞。在这种
情况下,贴片过程中出现真空破坏时,残余真
空压力会将元件吸上来。
实施“自动校准”的“设定组”/“真空校准”。
(参见 4-7-2-4)
如果没有改善,要更换贴片头部分的过滤器或空
气软管。