KE-2070_80_80R_Operation_Manual2_Rev10_C.pdf - 第105页
操作手册Ⅱ 2-59 <激光校正定心流程> ※ LNC60 时 吸取元件 驱动 Z 轴,吸取元件, 把元件对准激光校正高度。 开始旋转 θ 轴。 θ 轴加速时,测量尚未开始。 θ 轴旋转到一定速度后, 开始进行激光校准测量。 传感取得元件遮影边 界 ( 端部) 的 位置数据。 与边缘位置对应 的光束 做为元件的 “切 线” , 存入传感器。 θ 轴旋转 360°,取得各 个角度 的切线数据。 旋转 3 6 0 ° 后, 传感…
操作手册Ⅱ
2-58
灵活 2 根据测量结果,检出元件的左右对称轴,从该轴取
得元件的中心坐标、及角度偏差量,进行贴片校正。
元件尺寸,根据上述计算测量出的角度偏差量,以
实际的元件角度
0°为基础,把测量结果中最大的
幅度判断为
X、Y 。
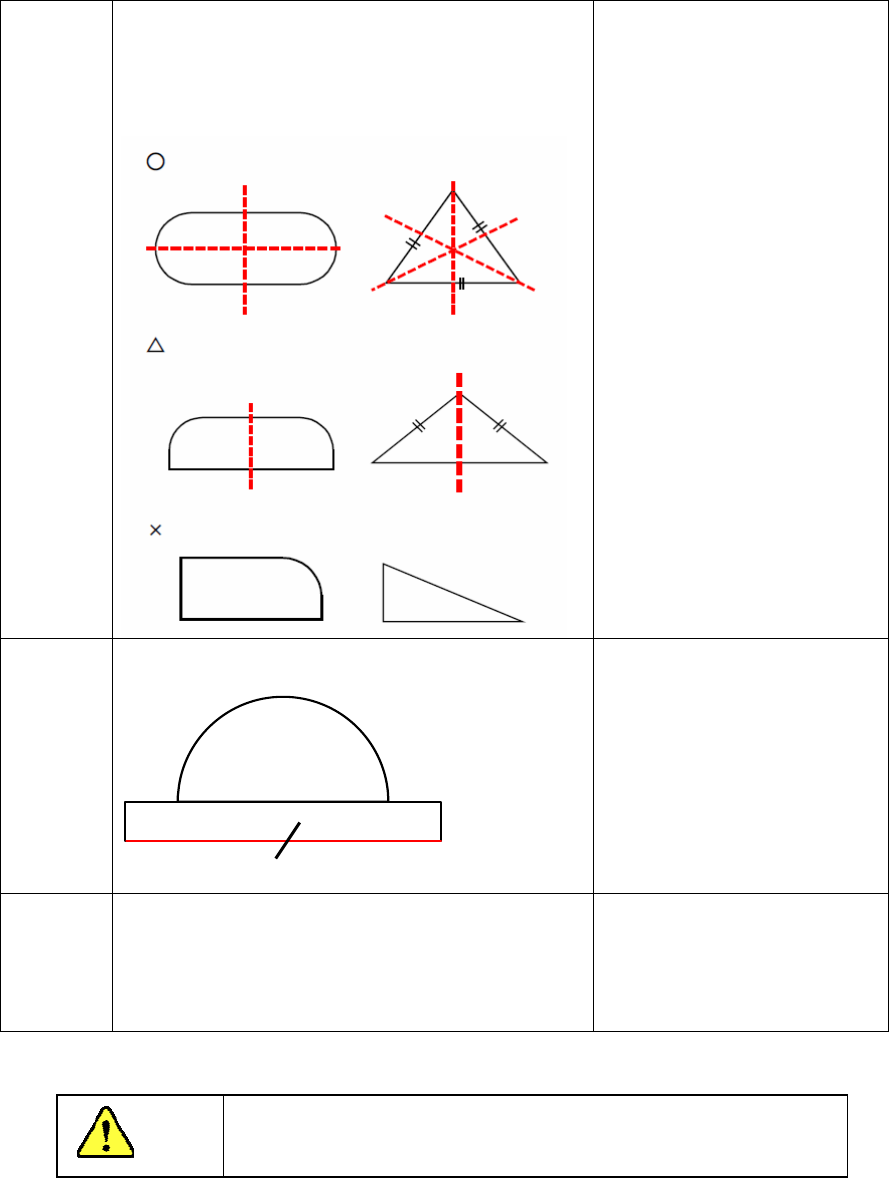
如果元件存在多个对称轴,
因能取得元件的准确的中心
坐标,此形状会非常有效
(例:左图「○」元件)。
对称轴为1 个时,由于无法
取得元件的Y 方向的准确的
中心坐标,有时会发生贴片
偏移(例:左图「△」元件)。
但是,由于此偏移量有再现
性,输入贴片偏移量的方法,
有时也可以使用。
如果元件没有对称性,此形
状无效(例:左图「×」元件)。
灵活 3 用元件的最小幅度附近的数据计算XY 的幅度、位
移量。从元件的 X 方向的 1 边的倾斜取得角度。
异形元件
可识别许多异形元件,但如
果元件的上下带有圆形,角
度偏移值会变得不稳定。
不设置 根据吸取姿势按贴片角度转动并贴片。 用于激光定中心不稳定的元件
(超出规格的极薄的元件)。此
时不进行定中心而直接进行贴
片。因此贴片位置受吸取位置
影响。
注意
元件形状的初始值根据元件种类而定。一般情况下,如果改变算法
会导致错误发生率增大。因此除特殊情况外,请绝对不要变更。
操作手册Ⅱ
2-59
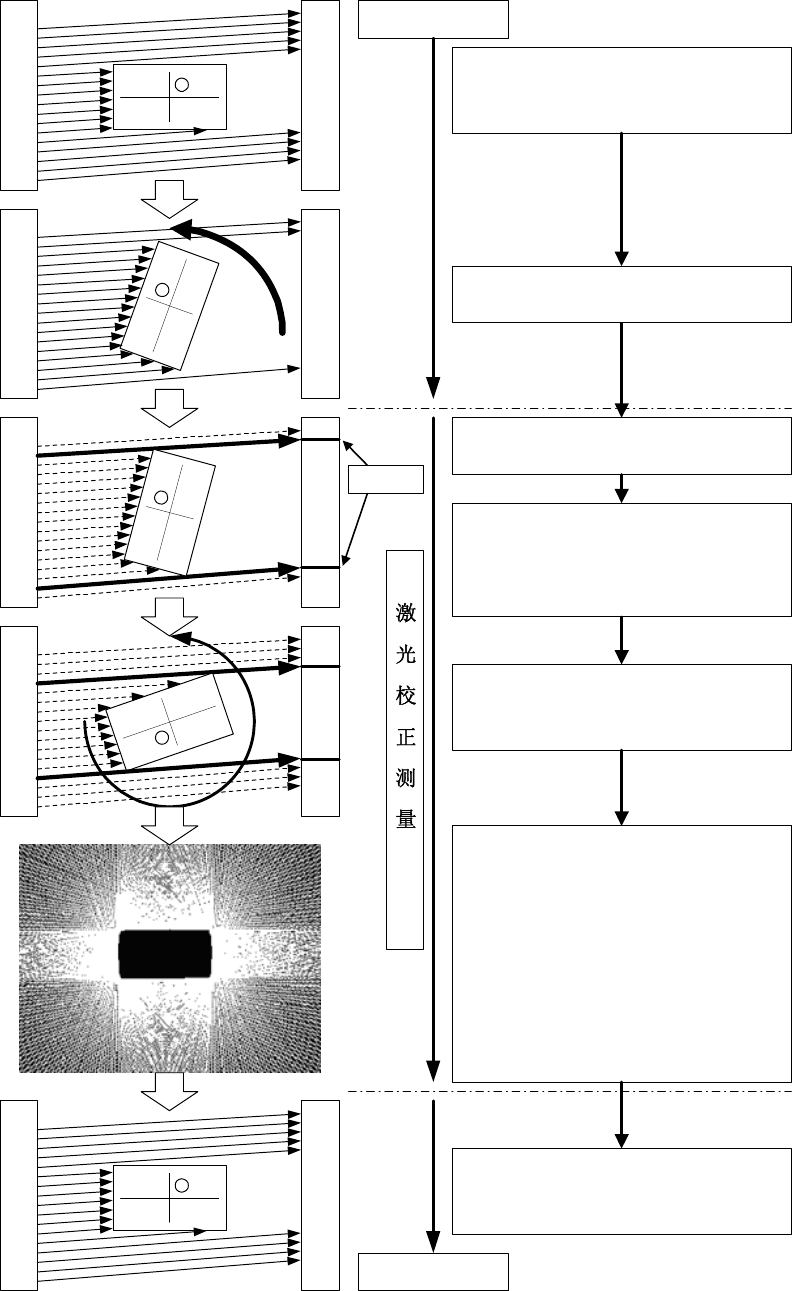
<激光校正定心流程>
※ LNC60 时
吸取元件
驱动 Z 轴,吸取元件,
把元件对准激光校正高度。
开始旋转
θ
轴。
θ
轴加速时,测量尚未开始。
θ
轴旋转到一定速度后,
开始进行激光校准测量。
传感取得元件遮影边界(端部)的
位置数据。与边缘位置对应的光束
做为元件的“切线”,存入传感器。
θ
轴旋转 360°,取得各个角度
的切线数据。
旋转 360°后,传感器根据取得的各角
度的切线数据,生成和分析元件的外
形,把测量结果返回贴片机。
·元件尺寸
(X 方向:wX Y 方向: wY)
·吸嘴旋转中心与元件中心间的偏移量
(X 方向:dX Y 方向: dY)
·角度(
θ
)的偏移量:dRz
位置偏移(dX,dY)
角度偏移(dRz)
校正后,进行贴片。
贴片
边缘
操作手册Ⅱ
2-60
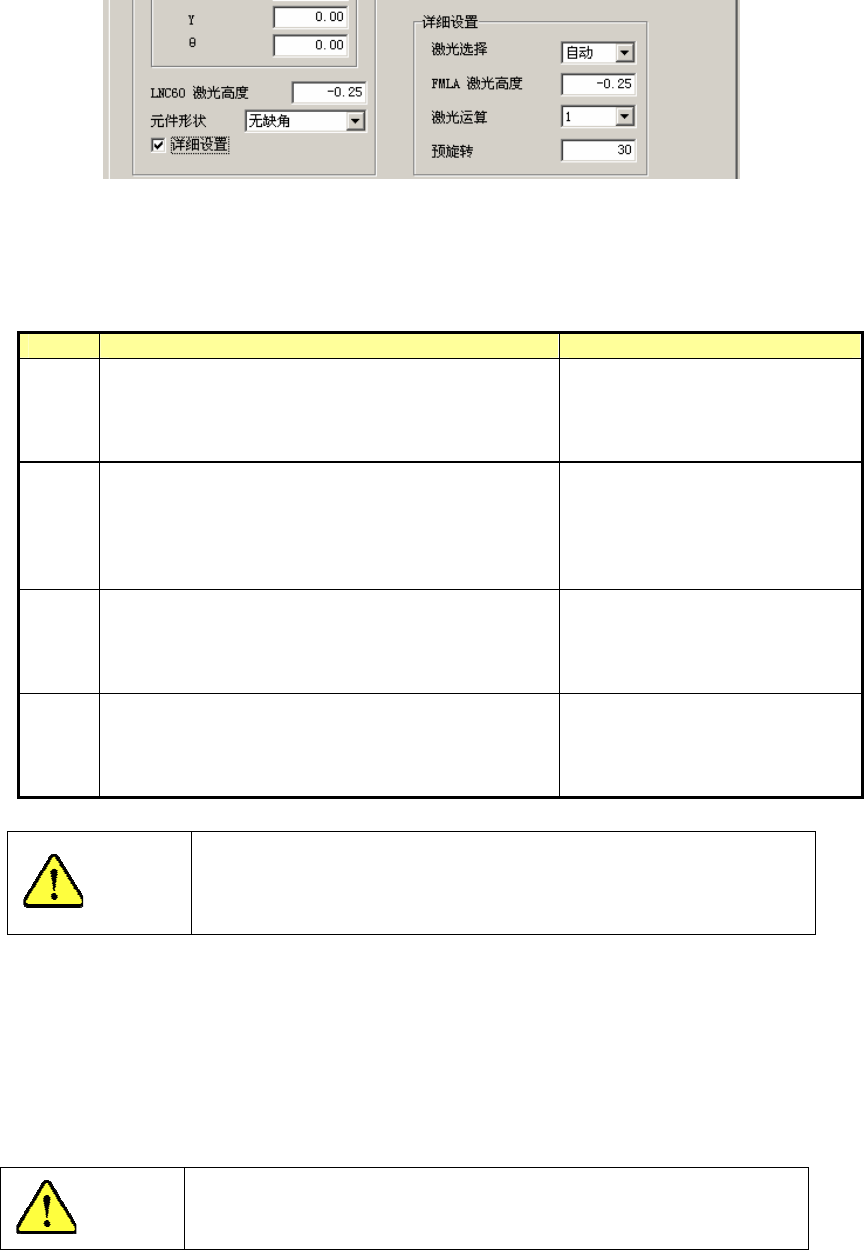
6)详细设置(仅 KE-2080R 可输入)
勾选详细设置后,即可设置以下项目。
● 选择激光:可从「自动」、「LNC60」、「FMLA」中选择。
● FMLA 激光高度:可指定 FMLA 的激光高度。
● 激光运算:可指定用于激光识别的算法。主要用途如下所示。
表 4-1-5-2-6 算法
算法 操 作 用 途
1
找出影子宽度为最小的边(第 1 个最小影子 A),
再从检测出的最小宽度的边开始旋转 +90 度,
检测出最小宽度(第 2 个最小影子 B),进行位置
偏差、角度偏差的校正并贴片。
芯片元件
2
找出影子宽度为最小的边(第 1 个最小影子 A),
再从检测出的最小宽度的边开始向+方向一边进
行激光校准,一边旋转,检测出最小宽度(第 2
个最小影子 B),进行位置偏差、角度偏差的校正
并贴片。
SOP 等有引脚的元件
3
检测出保持吸取姿势的影子(第 1 个最小影子 A),
再从检测出的边开始旋转 +90 度,检测出最小宽
度(第 2 个最小影子 B),进行位置偏差、角度偏
差的校正并贴片。
用于没有角的圆筒形元件等。
此时,将忽略角度(忽略极性),
仅求得元件的中心。
0
从吸取姿势开始按贴片角度进行旋转并贴片。
用于激光定心不稳定的元件
(超过规格的极薄元件)。不进
行定心即贴片。因此,贴片位
置会受吸取位置影响。
算法是根据元件类型决定初始值的。
通常,变更会使错误发生率提高。
除非是特殊情况,切勿进行变更。
● 预旋转:对吸取的激光识别元件,在定心前要旋转多少角度(预旋转角度)进行设置。
外形尺寸初始输入时将设置默认值。
当外形尺寸变更时,则不设置默认值。
初始值设置为 30°。
变更后,定心的稳定性会发生变化(在大部分情况下,定心会变得不稳定)。
由于会影响贴片精度,除非得到 JUKI 的指示,切勿进行变更。
注意
注意