KE-2070_80_80R_Operation_Manual2_Rev10_C.pdf - 第37页
操作手册Ⅱ 1-25 1-4-6 X,Y,Z,θ轴的说明 本设备进行数值控制的轴有以下 4 个(X、Y、Z、θ)。 (1) X、Y 轴 装置的左右方向为X,前后方向为Y,以0.01mm为单位,显示为X=○○○.○○mm,Y=○○ ○.○○mm。坐标系分为生产程序用坐 标与示教用坐标。两坐标系将被自动变更,因此无需 刻意分开使用。 (2) Z 轴 显示高度, 以0.01mm为单位, 表示为Z=○○.○○mm。 夹紧基板时基板上表面(不使用…
操作手册Ⅱ
1-24
1-4-5 定心系统
本装置采用非接触式定心方式,从侧面照射LED激光,读取其光影,根据激光校准传感器识
别组件位置角度。
【LNC60】 【FMLA(KE-2080R)】
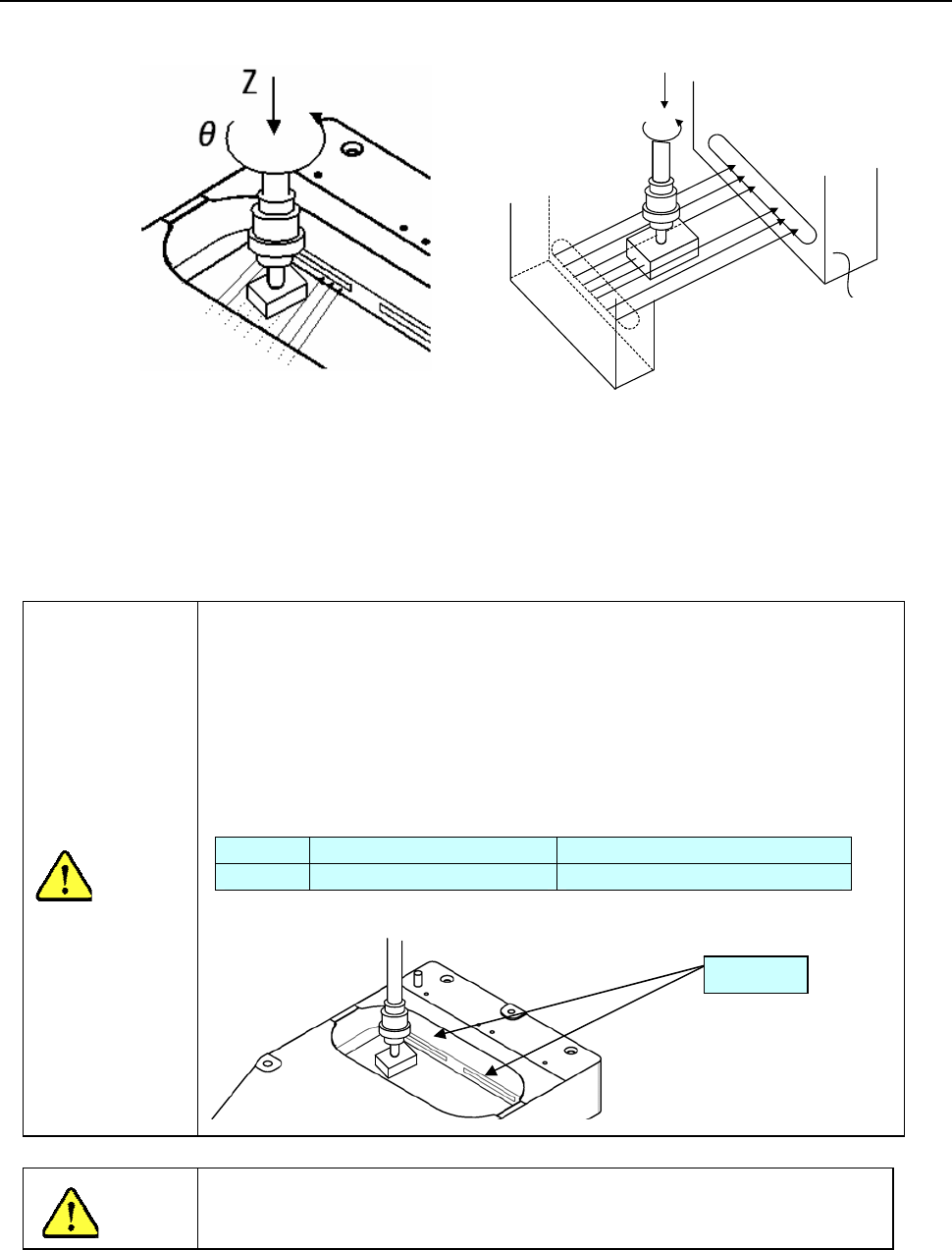
通过Z轴的上下移动,用真空来吸取组件,向组件投射LED。LED光被组件遮住的部分成为
阴影,用θ轴旋转组件,可知该阴影宽度的变化。
◇ 从阴影宽度的变化,求出所吸取组件的位置偏移及角度偏移,校正该偏移量后进行贴片。
<保护激光装置玻璃面时的有关注意事项>
激光装置的元件检测部位外罩是玻璃制品,如果划伤后,可能会造成识别错
误,所以务必注意:
1.请勿使用超过激光识别最大元件尺寸的元件进行激光识别。
2.最大尺寸的元件尽管是标准规格以内,但移动吸取位置时会使元件接触玻璃
面,务请格外注意。
规格 (激光识别最大元件尺寸)
LNC60 正方形元件: □33.5mm 一边长度:33.5mm
FMLA 正方形元件: □33.5mm 一边长度:33.5mm
若不按本说明书的步骤进行控制、调整与操作,可能会受到辐射,有危险。
レーザアラインセンサ
θ
Z
激光校准传感器
玻璃面
注意
注意
操作手册Ⅱ
1-25
1-4-6 X,Y,Z,θ轴的说明
本设备进行数值控制的轴有以下 4 个(X、Y、Z、θ)。
(1) X、Y 轴
装置的左右方向为X,前后方向为Y,以0.01mm为单位,显示为X=○○○.○○mm,Y=○○
○.○○mm。坐标系分为生产程序用坐标与示教用坐标。两坐标系将被自动变更,因此无需
刻意分开使用。
(2) Z 轴
显示高度,以0.01mm为单位,表示为Z=○○.○○mm。夹紧基板时基板上表面(不使用夹具)
为0,上升方向为+。
(3) θ轴
显示贴片头的旋转角度,以0.05°为单位,表示为A=○○.○○。
以逆时针旋转为正值。
θ+
Z+
Y+
X+
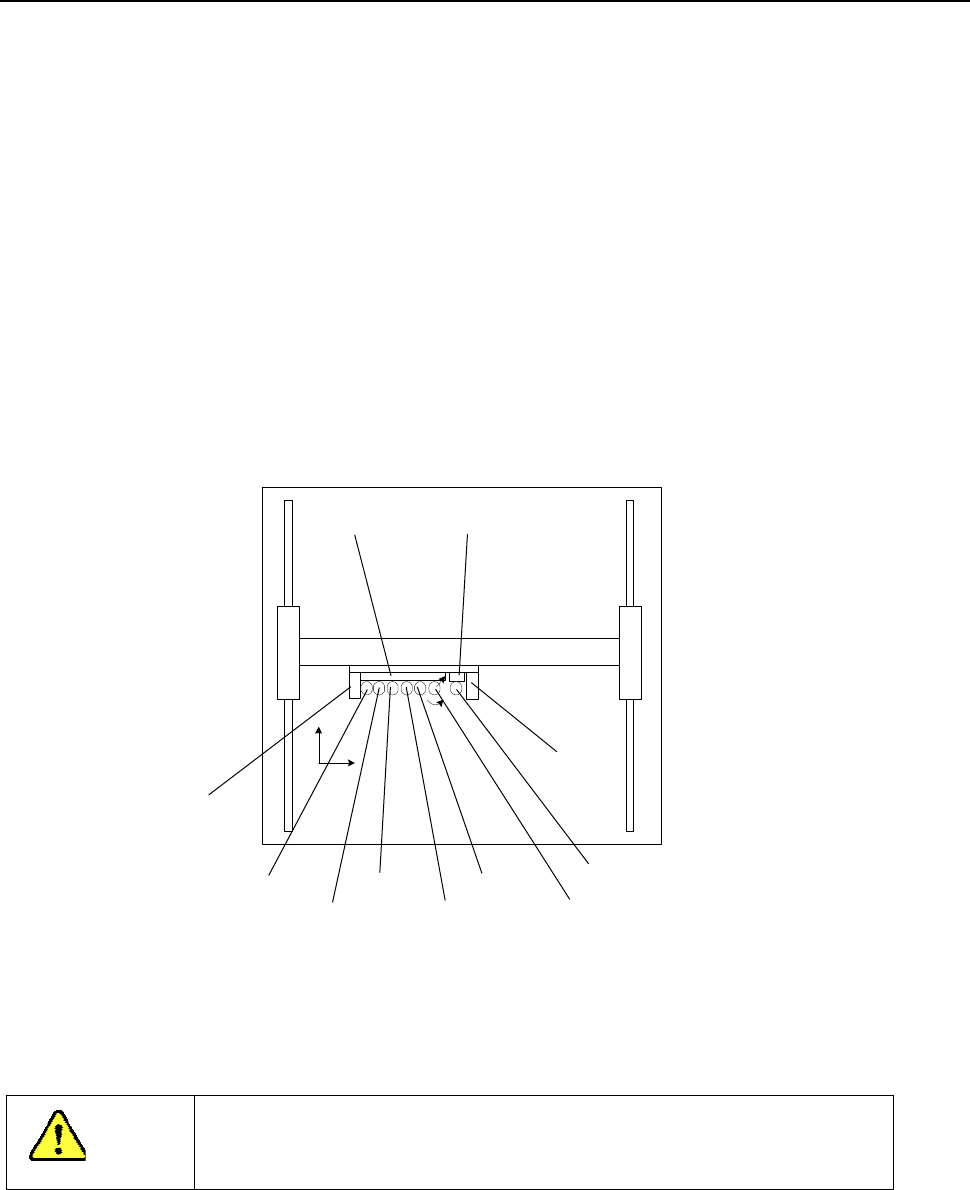
注意) 只有 KE-2080/80R安装有带“”记号的单元。
在 X 轴下侧、Y 轴框架上侧中贴了线性磁尺。
请不要把磁铁,或带磁性的(带磁性的驱动器、支撑销等)部件等靠近线
性磁尺上,否则会导致故障。
OCC-L
L1 吸嘴轴
L2 吸嘴轴
L3 吸嘴轴
L4 吸嘴轴
L5 吸嘴轴
L6 吸嘴轴
R1 吸嘴轴
OCC-R
LNC60 贴片头
IC 贴片头
X轴
Y轴
注意
操作手册Ⅱ
1-26
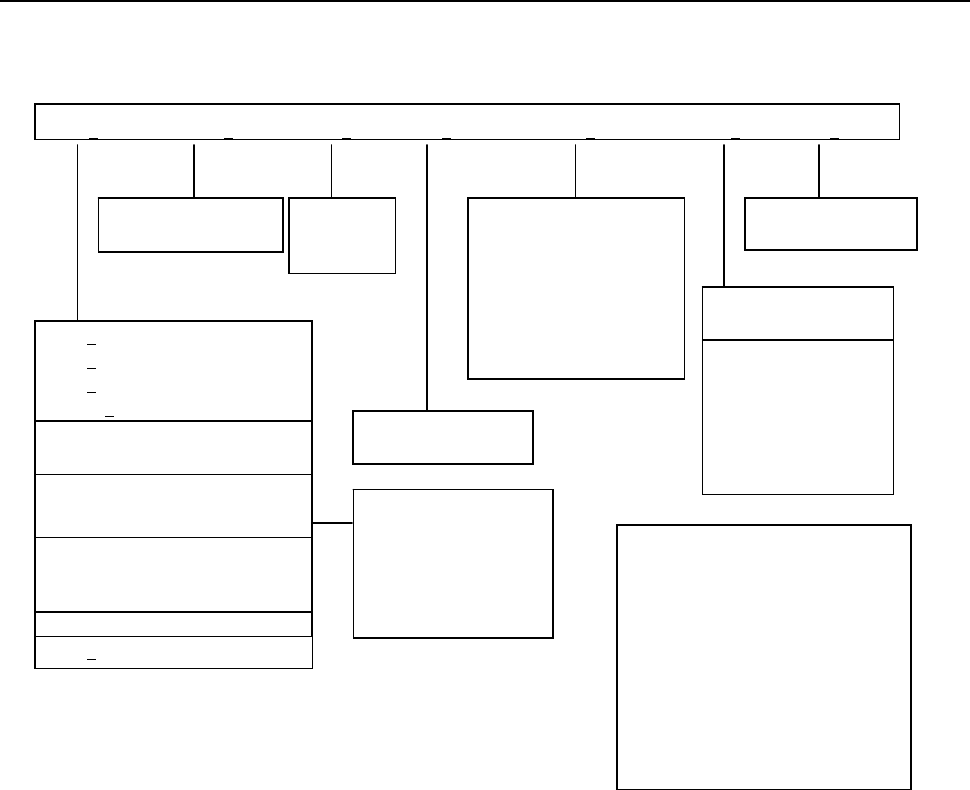
1-5 菜单的构成
1) 桌面
文件(F) 程序编辑(E) 生产(P) 设置(S) 维护(M) 选项(O) 帮助(H)
关于 KE-2000 的帮
助程序
变更用户组…
设置用户环境…
操作选项…
命令按钮设置 *1
显示语言设置 *2
运行环境设定 *3
地区设置
调整日期和时间 *4
预热…
通过…
机器自动校准…
机器管理信息…
设置机器参数…
设置 MS 参数…
设置维护日志…
机器设置…
手动控制…
基板生产…
试打…
空打…
生产程序编辑…
数据库编辑…
新建(N) Ctrl+N
打开(O
)… Ctrl+O
保存(S
) Ctrl+S
另存为(A
)…
文件管理(资源管理器)…
生产程序初始文件夹…
打印机设置…
打印… >>
控制数据管理…
设备信息的保存…
保存图像数据…
硬件安全拆卸…
退出(X)
生产程序一览…
重试列表…
生产管理信息…
机器管理信息…
机器设置信息…
操作选项…
*1「命令按钮设定」,对属于「维
护」级别以下的用户,不能显
示。
*2「语言显示选择设定」功能,在
英文版机器软件上,或英文版
应用软件上不能使用。
*3「运行环境设定」系开发专用功
能,通常情况下不能显示。
*4 用户级别为“程序员”以下时,
不显示“调整日期和时间”。