00196512-02_UM_X-Serie_SR705_PL.pdf - 第234页
Instrukcja eksploatacji S IPLACE seria X Ustawianie i uruchamianie Od wers ji oprogramowania SR.70x.xx Ustawianie automatu Wydanie 01/2011 234 runku przeciwn ym do kierunku transportu p ł ytek drukowanych (patrz punkt 3 …
Instrukcja eksploatacji SIPLACE seria X
Od wersji oprogramowania SR.70x.xx Ustawianie i uruchamianie
Wydanie 01/2011 Ustawianie automatu
233
– Otwór elementu dystansowego po stronie zasilania elektrycznego jest skierowany w kie-
runku przeciwnym do kierunku transportu płytek drukowanych (patrz punkt 3 na rys. 4.3
- 3, strona 231).
→ Zamocuj oba elementy dystansowe, każdy czterema śrubami imbusowymi M12x80 (patrz
punkt 4 na rys. 4.3 - 4
, strona 232). Użyj do tego celu nasadki do wkrętaka o rozwartości
10 mm.
Ustawianie wysokości transportera płytek drukowanych 930 mm i 950 mm 4
Element dystansowy jest potrzebny także do wysokości transportera płytek drukowanych 930 mm
i 950 mm.
→ Element dystansowy należy o ustawić tak, aby bok 122,5 mm był ustawiony pionowo a otwór
do środkowej łapy maszyny był skierowany do dołu.
4
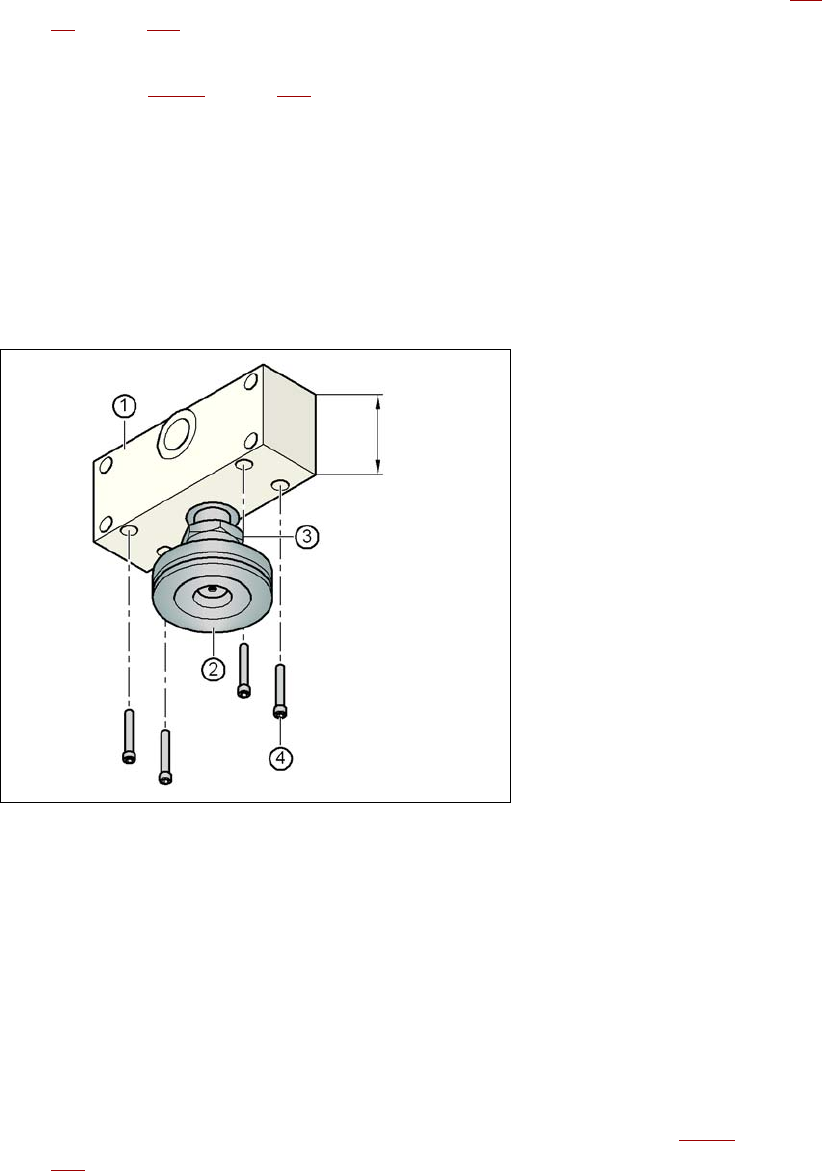
Rys. 4.3 - 5 Ustawianie elementu dystansowego dla wysokości transportera 930 i 950 mm
4
(1) Wysokość elementu dystansowego 122,5 mm
(2) Łapa maszyny
(3) Przeciwnakrętka M24
(4) Śruba imbusowa M12x80, 4 szt.
→ Wkręć gwint środkowej łapy maszyny w otwór na spodzie elementu dystansowego.
→ Ustaw oba elementy dystansowe w następujący sposób.
– Otwór elementu dystansowego po stronie panelu instalacji pneumatycznej jest usta-
wiony w kierunku transportu płytek drukowanych (patrz punkt 4 na rys. 4.3 - 3
, strona
231
).
– Otwór elementu dystansowego po stronie zasilania elektrycznego jest skierowany w kie-
122,5mm
Instrukcja eksploatacji SIPLACE seria X
Ustawianie i uruchamianie Od wersji oprogramowania SR.70x.xx
Ustawianie automatu Wydanie 01/2011
234
runku przeciwnym do kierunku transportu płytek drukowanych (patrz punkt 3 na rys. 4.3
- 3, strona 231).
→ Zamocuj oba elementy dystansowe, każdy czterema śrubami imbusowymi M12x80 (patrz
punkt 4 na rys. 4.3 - 5
, strona 233). Użyj do tego celu nasadki do wkrętaka o rozwartości
10 mm.
4.3.4.2 Wstępne ustawianie wysokości zewnętrznych łap maszyny
4
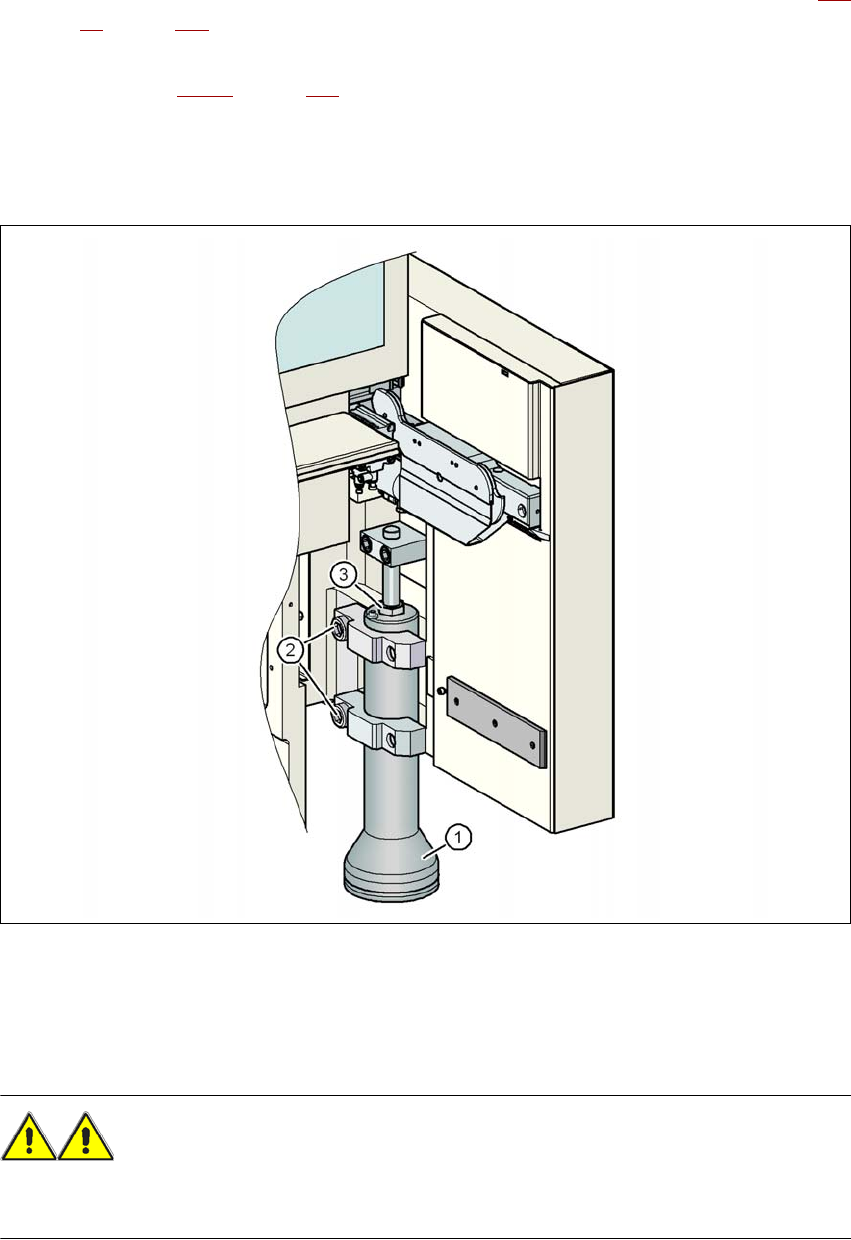
Rys. 4.3 - 6 Wstępne ustawianie wysokości zewnętrznych łap maszyny
(1) Łapa maszyny - 2 wykonania
(2) Śruba imbusowa, M24x90
(3) Śruba regulacyjna M24x2x120
OSTRZEŻENIE 4
Odkręcając śruby imbusowe pamiętaj, aby pod łapą maszyny nie znajdowały się dłonie ani
stopy, aby ograniczyć ryzyko urazów. Jedna łapa maszyny waży ok. 20 kg.
Instrukcja eksploatacji SIPLACE seria X
Od wersji oprogramowania SR.70x.xx Ustawianie i uruchamianie
Wydanie 01/2011 Ustawianie automatu
235
→ Poluzuj ostrożnie obie śruby imbusowe M24x90 (poz. 2 na rys. 4.3 - 6, strona 234) nasadką
do wkrętaka (rozwartość klucza 19 mm) tak, aby zewnętrzna łapa maszyny (poz. 1 na rys.
4.3 - 6
, strona 234) powoli ześlizgiwała się do dołu do oporu.
→ Wyreguluj łapę maszyny odpowiednią do wysokości transportera płytek drukowanych.
Zewnętrzne łapy maszyny występują w dwóch wykonaniach: 4
–zewnętrzna łapa maszyny do wysokości transportera płytek drukowanych 830 mm, dłu-
gość 369 mm, nr kat. 03041008-01 (poz. 1 na rys. 4.3 - 3
, strona 231)
–zewnętrzna łapa maszyny do wysokości transportera płytek drukowanych 900 930 i 950
mm, długość 439 mm, nr kat. 03000890-02 (poz. 2 na rys. 4.3 - 3
strona 231)
→ Wykonaj wstępne ustawienie dla każdej zewnętrznej łapy maszyny.
Odległość między spodem łapy maszyny i dolną krawędzią maszyny powinna mieć wartości
zgodne z poniższą tabelą.
→ Wyjustuj śrubę regulacyjną M24x2x120 (poz. 3 na rys. 4.3 - 6
, strona 234)
kluczem widełkowym RK 36 tak, aby zostały osiągnięte odstępy wg powyższej tabeli odpo-
wiadające odnośnej wysokości transportera.
→ Teraz opuść automat ostrożnie wózkiem widłowym a łapy maszyny równomiernie zetkną się
z podłożem. W każdym przypadku druga osoba powinna kontrolować stabilność automatu w
trakcie opuszczania. W razie potrzeby należy nieco poluzować zacisk zewnętrznych łap ma-
szyny.
→ Opuszczaj automat ostrożnie dalej aż zewnętrzne łapy maszyny zetkną się ze śrubami regu-
lacyjnymi M24x2x120 (poz. 3 na rys. 4.3 - 6
, strona 234) do justowania wysokości.
→ Zwróć uwagę, aby środkowe łapy maszyny (patrz punkt 2 na rys. 4.3 - 3
, strona 231) jeszcze
nie stykały się z podłożem. W razie potrzeby wkręć jeszcze trochę środkowe łapy maszyny
w automat lub element dystansowy.
WSKAZÓWKA 4
Opis ostatecznego justowania automatu znajduje się w punkcie 4.3.18, strona 279.
Wysokość transportera
płytek drukowanych
Odstęp między spodem łapy maszyny
i dolną krawędzią ramy maszyny
830mm 120mm
900mm 190mm
930mm 220mm
950mm 240mm