0197786-01_BA_HeadVerification_708_DE.pdf - 第19页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 19 4 Beschreibung der Messungen In den folgenden Unterk apiteln werden die einzelnen Mess ungen beschrieben. Die dabei verwend eten Screensho ts dienen nu…
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
18
3.6 Übersicht Messungen CP20A (20 min)
Für die Messungen werden folgende Tools benötigt:
20x Nozzletype 1235 03015222-01 (Kalibrierpipette)
20x Nozzletype 1069 03094112-01 (Vakuumpipette rot geschlossen)
4x Magazin für 1xxx Nozzle 03016831-05
1x Kalibrierteil C&P20A/P 03034148-01
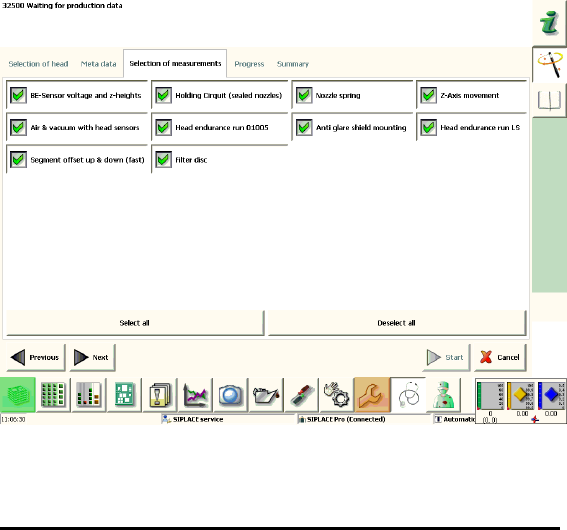
Folgende Messungen werden bei der „Head Verification“ für einen CP20A-Kopf durchgeführt:
Abbildung 11: Übersicht Messungen CP20A
Folgende Messungen werden der Reihe nach abgearbeitet:
1. BE-Sensor voltage and z-heights Kapitel 6.1 (01:16 min)
2. Holding Circuit (sealed nozzles) Kapitel 6.2 (00:20min)
3. Nozzle Spring Kapitel 6.3 (01:10 min)
4. Z-Axis movement Kapitel 6.4 (04:07 min)
5. Air & vacuum with head sensors Kapitel 6.6 (03:19 min)
6. Head endurance run 01005 Kapitel 6.7 (01:41 min)
7. Anti glare shield mounting Kapitel 6.5 (00:22 min)
8. Head endurance run LS Kapitel 6.8 (03:04 min)
9. Segment offset up & down (fast) Kapitel 6.9 (02:48 min)
10. Filter disc Kapitel 6.10 (00:33 min)
Die angegebenen Zeiten können abweichen, sie dienen nur als Richtwert. Falls die Messungen als
Einzelmessung (nicht im „Select all“-Modus) durchgeführt werden, können längere Scriptladezeiten
(ca. 1 min) die Einzelmessung verzögern!

SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
19
4 Beschreibung der Messungen
In den folgenden Unterkapiteln werden die einzelnen Messungen beschrieben.
Die dabei verwendeten Screenshots dienen nur als Beispiel. Diese können, je nachdem, welcher
Kopftyp vermessen wurde, leicht variieren.
Die genannten Pipettenmengen beziehen sich nur auf den zu messenden Kopf. Bei
Vakuumpumpenbetrieb können zusätzliche Pipettenkonfigurationen am gegenüberliegenden Kopf des
Bearbeitungsbereiches notwendig sein. (siehe hierzu Kapitel 5.2)
4.1 Messung „BE-Sensor voltage and z-heights”
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2069 03094135-01 (Vakuumpipette rot geschlossen)
CP20P:20x Nozzletype 4069 03106244-01 (Vakuumpipette rot geschlossen)
CP20A: 20x Nozzletype 1069 03094112-01 (Vakuumpipette rot geschlossen)
4.1.1 Erklärung der Messung – Ablauf
Mit der Messung „BE-Sensor voltage and z-heights” werden die Funktionalität des BE-Sensors und
auch die Werte der Z-Achse beim Ab- und Auffahren durch den BE-Sensor ermittelt.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Funktion BE-Sensor
2. Verschmutzung BE-Sensor
3. Schlechter Pipettensitz
4. Zustand Linearführung DP
5. Zustand Mitnehmerlager DP
6. Zustand Z-Motor Lagerung und Mitnehmer
Ablauf der Messung im Detail:
Es sind die geschlossen Vakuumpipetten an den Segmenten gerüstet.
1. Zuerst wird der BE-Sensor auf seine Funktionalität überprüft, indem der analoge
Spannungswert im nicht bedeckten Zustand ermittelt wird. Dieser ermittelte Wert muss in
einem Bereich liegen, der für eine einwandfreie Funktionalität des BE-Sensors definiert wurde.
2. Der ermittelte Wert heißt BE sensor voltage und muss zwischen den Min und Max Werten
liegen. Liegt der ermittelte analoge Wert darunter, so kann davon ausgegangen werden, dass
der BE-Sensor entweder verschmutzt ist, das Prisma der Optik kaputt ist oder die interne
Elektronik nicht korrekt funktioniert!
3. Danach führt die Maschine einen Höhenreferenzlauf auf der Transportwange durch. Im
Anschluss fährt der Kopf über die Pipettenstation, wo dann die Z-Achse mit einem Verfahrprofil
TP13 [TP13 NOZZLE CHANGER DOWN] die Pipetten mit hoher Kraft auf das Segment drückt,
um einen bestmöglichen Pipettensitz zu garantieren.
4. Nun wird wieder über die Transportwange gefahren.
5. Die Z-Achse fährt nach unten auf die Transportwange und ermittelt für jedes Segment die
Aktivierung des BE-Sensors beim Abwärtsfahren und beim Hochfahren der Z-Achse.
6. Beim Abwärtsfahren der Z-Achse wird mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] die
Endemeldung mit der Lichtschranke ermittelt. Beim Abwärtsfahren unterbricht die Pipette den
BE-Sensor Strahl. Dies ergibt den Wert Z-down [µm]
7. Das Hochfahren der Z-Achse wird mit dem Verfahrprofil TP1 [TP1 ABSOLUT DEFAULT]
durchgeführt. Sobald die Pipette den BE-Sensor wieder frei gibt, wird der Wert für Z-up [µm]
ausgegeben.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
20
8. Der Unterschied zwischen Z-down und Z-up ist die Hysterese der Z-Achse. Diese resultiert
aus den Toleranzen in den Lagern der beteiligten Achsen und der Feder der Pipettenaufnahme
im DP-Antrieb. Bei einer Abwärtsbewegung (negative Beschleunigung) wird die Feder leicht
komprimiert, bei der Aufwärtsbewegung (positive Beschleunigung) wird die Feder leicht in die
Länge gezogen, was aufgrund der Trägheit passiert!
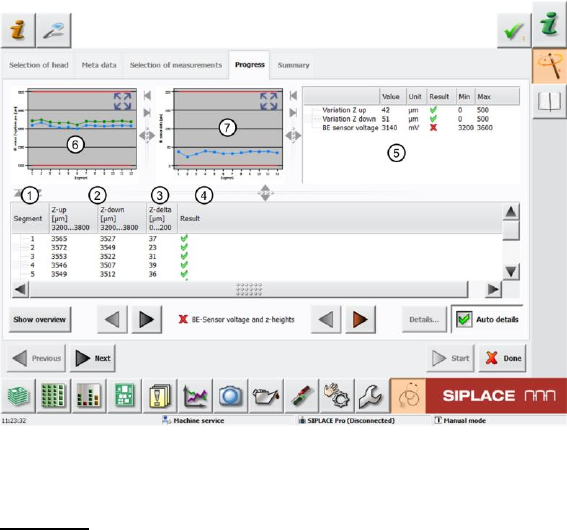
4.1.2 Erklärung des Messergebnisses im Menü Progress
Nach Beendigung der Messung erscheint im Menü Progress folgendes Ergebnis:
Abbildung 12: Ergebnis BE-Sensor voltage and z-heights - Menü Progress
Legende:
1. Gemessenes Segment
2. Ermittelter Wert Z-down [µm] dieser Wert ergibt sich, wenn die Pipette bei der
Abwärtsbewegung den Laserstrahl des BE-Sensor unterbricht. Der Wert muss innerhalb eine
plausiblen Toleranz (in diesem Falle 3200.-.3800µm) liegen. Ermittelter Wert Z-up [µm]
dieser Wert ergibt sich, wenn die Pipette bei der Aufwärtsbewegung den BE-Sensor wieder
freigibt. Der Wert muss innerhalb einer plausiblen Toleranz (in diesem Falle 3200.-.3800µm)
liegen.
3. Der Wert Z-delta [µm] wird kalkuliert aus der Differenz zwischen Z-up and Z-down. Der Wert Z-
delta beschreibt die Hysterese des kompletten Systems dieser DP (Segment). Dieser
Hysterese-Wert muss auch innerhalb einer plausiblen Toleranz (in diesem Falle 0.-.200µm)
liegen. 0µm < Z-delta [µm] = Z-up [µm] – Z-down [µm] < 200µm
4. Ergebnis-Anzeige (OK grüner Hacken / NOK rotes X)
5. In dieser Anzeige werden folgende Werte dargestellt:
a) Variation Z-up Dieser Wert ermittelt sich aus der Differenz des kleinsten Wert für Z-up
(2) und dem größten Wert für Z-up (2). Diese Differenz muss innerhalb einer plausiblen
Toleranz (in diesem Falle 0..500µm) liegen.
b) Variation Z-down Dieser Wert ermittelt sich aus der Differenz des kleinsten Wert für Z-
down (2) und dem größten Wert für Z-down (2). Diese Differenz muss innerhalb einer
plausiblen Toleranz (in diesem Falle 0..500µm) liegen.
c) BE sensor Voltage-Wert der analogen Spannung, welche am unbedeckten BE-Sensor
anliegt. Dieser Wert muss innerhalb einer plausiblen Toleranz liegen, welche für eine
einwandfreie Funktion definiert wurden. In unserem Beispiel ist der untere minimale
Toleranzwert von 3200 in der Software falsch programmiert worden (Berichtigt ab Bild
126)