0197786-01_BA_HeadVerification_708_DE.pdf - 第43页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 43 4.6.4 Deutung der Ergebnisse Fehler bei Vacuum open / Vacuu m delta / Va cuum delta an a llen Segmenten : 1. Def ekte Vakuum pumpe 2. Dichtscheibe (Vie…
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
42
4.6.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
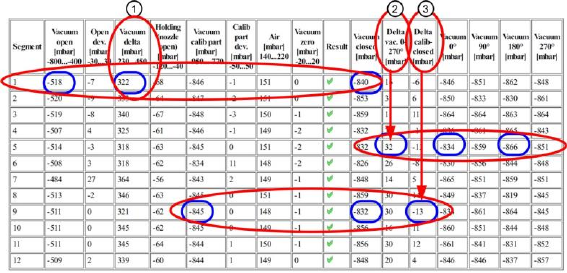
Abbildung 27: Ergebnis-PDF Air & vacuum with head sensors
Der Wert Vacuum delta [mbar] (1) errechnet sich aus der Differenz zwischen Vacuum closed [mbar]
und Vacuum open [mbar].
In unserem Bespiel ergibt sich für Segment 1 folgendes Rechnung:
Vacuum delta [mbar] = Vacuum open [mbar] – Vacuum closed [mbar]
Vacuum delta [mbar] = -518mbar – (-840mbar) = 322mbar
Würde der Wert Vacuum open [mbar] schon unterhalb der Toleranz von -400mbar sein, so kann man
davon ausgehen, dass hier der Vakuumkreislauf des Segments undicht ist. Dies bedeutet, dass trotz
der Pipettenöffnung, die durch ihren Querschnitt eine gewissen Vakuumabfall zulässt, der
Vakuumkreislauf des Segments nach der Pipette beschädigt sein muss, da sich dort kein
zuverlässigen Vakuum gemäß des Systems aufbauen kann.
Wäre der Wert Vacuum open [mbar] über der Toleranz von -800mbar, so kann man davon ausgehen,
dass das System verstopft ist. Entweder ist die Pipette geschlossen, oder ein Schlauch geknickt oder
verstopft.
Der Wert Vacuum closed [mbar] beschreibt das Vakuum an einer bedeckten Pipette (simuliertes
Bauteil). Wäre dieser Wert unter dem oberen Toleranzwert Vacuum open [mbar] von -800mbar, so
kann man davon ausgehen, dass die Pipette nicht zuverlässig abdeckt.
Der Wert für Delta vac. 0-270° [mbar] (2) errechnet sich aus der maximalen Streuung der
Vakuumwerte bei Segmentwinkel Vacuum 0° - Vacuum 270°.
In unserem Beispiel am Segment 5 ist die größte Spanne zwischen
Vacuum 0° = -834mbar und Vacuum 180° =-866mbar.
Somit ergibt sich für Delta vac. 0-270° folgende Rechnung:
Delta vac. 0-270° [mbar] = Min – Max = -834mbar – (-866mbar) = 32mbar
Ist die Streuung zu groß, so kann entweder davon ausgegangen werden, dass die Drehachse des
Segments beschädigt ist und zu unrund läuft und die Pipette deswegen nicht plan auf das Bauteil
aufsetzen kann.
Hier muss man nach einer groben Abweichung eines der Werte suchen.
Der Wert für Delta calib-closed [mbar] (3) errechnet sich aus der Differenz zwischen Vacuum closed
[mbar] und Vacuum calib part [mbar].
In unserem Beispiel ergibt sich für Segment 9 folgende Rechnung;
Delta calib-closed [mbar] = Vacuum calib part [mbar] – Vacuum closed [mbar]
Delta calib-closed [mbar] = -845mbar – (-832mbar) = -13mbar
Hier kann man feststellen, inwiefern es Differenzen zwischen dem Vakuum beim Referenzlauf und
dem Vakuum beim Abholen eines Bauteiles gibt.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
43
4.6.4 Deutung der Ergebnisse
Fehler bei Vacuum open / Vacuum delta / Vacuum delta an allen Segmenten:
1. Defekte Vakuumpumpe
2. Dichtscheibe (Viel-Loch-Gummischeibe) für Haltekreis nicht korrekt montiert oder beschädigt
Überprüfung der Dichtscheibenposition oder Austausch
3. Haltekreis verschmutzt Reinigen im Ultraschallbad
Fehler bei Vacuum open / Vacuum delta / Vacuum delta an einzelnen Segmenten:
1. Überprüfung der Filterscheiben zur Abdichtung Pipettensitz Tausch Filterscheiben
2. Überprüfung der Pipette Austausch der Pipette
3. Verschmutzter oder beschädigter Vakuumschlauch zum Segment Tausch Vakuumschlauch
4. Haltekreis verschmutzt Reinigen im Ultraschallbad
Fehler bei Delta vac. 0-270° an einzelnen Segmenten:
1. DP/Segment defekt Rotation bzw. Unplanarität der Pipettenaufsetzfläche Tausch
DP/Segment
2. DP/Segment-interner Vakuumkreislauf defekt Tausch DP/Segment
4.7 Messung „Head endurance run 01005“
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2057 03070280-01 (Kalibrierpipette)
CP20A: 20x Nozzletype 1235 03015222-01 (Kalibrierpipette)
4.7.1 Erklärung der Messung – Ablauf
Mit dieser Messung wird die Z-Istpositionsabweichung beim Abholen und Bestücken ermittelt. Diese
Z-Istpositionsabweichung ist ein Indiz dafür, wie zuverlässig das Z-Achsensystem arbeitet und ob es
beschädigt ist.
Diese Messung ist vor allem für die kontaktlosen Bestückungen wichtig, wie sie z.B. bei 0201- bzw.
01005-Bauteilen verwendet wird.
Ebenso wird die Positioniergeschwindigkeit der DP bzw. der Segmente überprüft und deren
Zuverlässigkeit überprüft.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Schwergängige oder ausgeschlagene Segmentführungen
2. Linearführung der Z-Achse schwergängig
3. Defekter Z-Motor
4. DP-Antrieb oder Drehstation des Segments defekt
Ablauf der Messung im Detail:
1. Der Kopf wird über der Höhenreferenzlaufposition auf der festen Transportwange positioniert.
2. Segment 1 fährt mit dem Verfahrprofil TP34 [TP34 01005 CRAWL] mit sehr langsamer
Geschwindigkeit auf die Transportwange. Sobald die Pipettenspitze die Transportwange
berührt, steigt die Stromüberwachung der Z-Achse an und die Z-Achse hat die
Referenzposition zur Errechnung der kontaktlosen Z-Abholposition erreicht. Von dieser
Position wird nun ein Abstand eingerechnet, der für die kontaktlose Bauteilabholung benötigt
wird. Diese Position ist nun die Zielposition für die kommenden Abhol- bzw. Bestückzyklen.
3. Nun fährt die Z-Achse mit Verfahrprofil TP1 wieder nach oben.
4. Nun ermittelt die Z-Achse für alle weiteren Segmente die Z-Abholposition kontaktlos wie in
Punkt (2)
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
44
5. Jetzt startet die eigentliche Ermittlung der Messwerte.
6. Abholen:
Segment 1 wird nun mit dem Verfahrprofil TP34 [TP34 01005 CRAWL] und einem Abholwinkel
der DP von 0° nach unten auf die ermittelte Z-Abholposition kontaktlos positioniert. Die dabei
ermittelte tatsächliche Z-Position bei der Endemeldung ergibt die Position Z-Pick [µm].
Ebenfalls wird die Positionierzeit der Drehung der DP von 180° (Bestücken) nach 0° (Abholen)
ermittelt.
7. Segment 1 wird mit dem Verfahrprofil TP1 wieder nach oben gefahren.
8. Bestücken:
Segment 1 wird nun mit dem Verfahrprofil TP34 [TP34 01005 CRAWL] und einem
Bestückwinkel der DP von 180° nach unten auf die ermittelte Z-Abholposition kontaktlos
positioniert. Die dabei ermittelte tatsächliche Z-Position bei der Endemeldung ergibt die
Position Z-Place [µm].
Ebenfalls wird die Positionierzeit der Drehung der DP von 0° (Abholen) nach 180° (Bestücken)
ermittelt.
9. Segment 1 wird mit dem Verfahrprofil TP1 wieder nach oben gefahren.
10. Dieser Ablauf wird für Segment 1 nun 30x durchlaufen, was insgesamt 60x Bewegungen (30x
Abholen / 30x Bestücken) der Z-Achse entspricht und auch insgesamt 60x Positionierzeiten für
die DP ergibt.
11. Alle Abholpositionen Z-Pick [µm] werden intern gespeichert und es werden die minimalen (Z
min pick [µm]) und maximalen (Z max pick [µm]) Position zur Auswertung benutzt.
12. Alle Bestückpositionen Z-Place [µm] werden intern gespeichert und es werden die minimalen
(Z min place [µm]) und maximalen (Z max place [µm]) Position zur Auswertung benutzt.
13. Ebenso werden die Positionierzeiten der Drehungen eines jeden Segments um 180°
ausgewertet und ergeben dann eine minimale (Min DP Time [ms]) und maximale (Max DP
Time [ms]) für jedes Segment.
14. Jetzt dreht der Stern das Segment 2 in die Bestückposition
15. Die Sequenzen 6.-14. werden nun für alle weiteren Segmente durchlaufen.
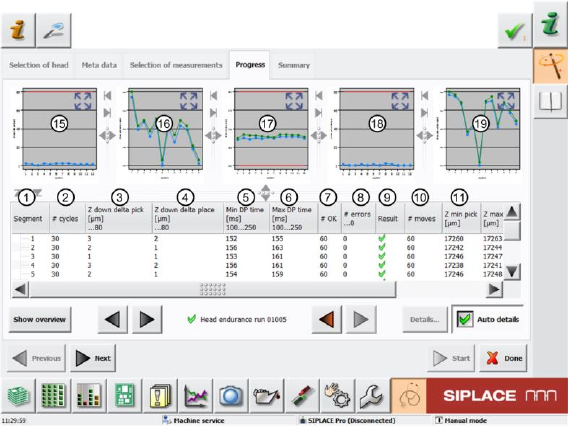
4.7.2 Erklärung des Messergebnisses im Menü Progress
Nach Beendigung der Messung erscheint im Menü Progress folgendes Ergebnis:
Abbildung 28: Ergebnis Head endurance run 01005_1