0197786-01_BA_HeadVerification_708_DE.pdf - 第36页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 36 4.5.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF Diese Ergebnisse k ann man s ehen, wenn m an im Summ ary-Menü nac h unten scrollt, oder ein…
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
35
4.5.2 Erklärung des Messergebnisses im Menü Progress
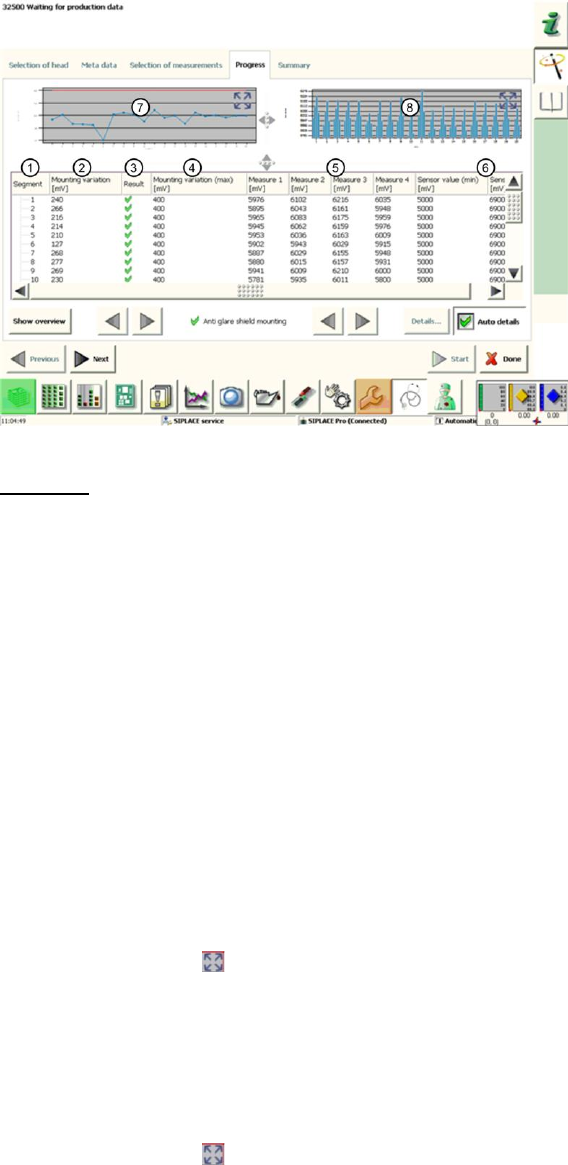
Nach Beendigung der Messung erscheint im Menü Progress folgendes Ergebnis:
Abbildung 22: Ergebnis Anti Glare Shield Mounting
Legende:
1. Gemessenes Segment
2. Errechneter Wert Mounting Variation in µm
Dieser Wert beschreibt die Aussermittigkeit (Rotation) des Blendschaltringes zur
Mittenachse des Segments.
Dieser Wert errechnet sich aus der Differenz zwischen dem kleinsten und größten analogen
Spannungswert der Messungen Measure1-Measure4.
3. Ergebnis-Anzeige (OK grüner Hacken / NOK rotes X)
4. Hier ist der zulässige Grenzwert für die Aussermittigkeit (Rotation) des Blendschaltringes
angegeben. Der Wert Mounting Variation (2) und das Ergebnis (3) beziehen sich auf diesen
Grenzwert.
5. Measure1 – Measure4 geben die analogen Spannungswerte der Lichtschrankenmessung an,
die den Abstand zwischen Lichtschranke Z-Unten und der Kante des Blendschaltringes bei 0°,
90°, 180° und 270° verdeutlichen.
6. Sensor value (min / max) in µm geben die plausibel erlaubten Grenzwerte für die Messung
Measure1 – Measure4 an.
7. In diesem Diagramm werden die Werte der Segmente für Mounting variation veranschaulicht.
Blaue Linie Mounting deviation in µm der einzelnen Segmente
Rote Grenzlinien Grenzwerte Min und Max (in unserem Fall 0..400mV)
Mit dem Button kann das Diagramm vergrößert werden.
8. In diesem Diagramm werden die Werte der Segmente für Measure1 – Measure4
veranschaulicht.
Blaue Balken jeweils ein Balken für Measure1(0°) – Measure4 (270°)
Wenn die Lichtschranke zuverlässig arbeitet, sollten die Balken im Idealfall gleich hoch
(100% Rundlauf) oder Konvex/Konkav (außermittig) dargestellt werden
Rote Grenzlinien Grenzwerte Min und Max (in unserem Fall
5000..6900mV)
Mit dem Button kann das Diagramm vergrößert werden.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
36
4.5.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
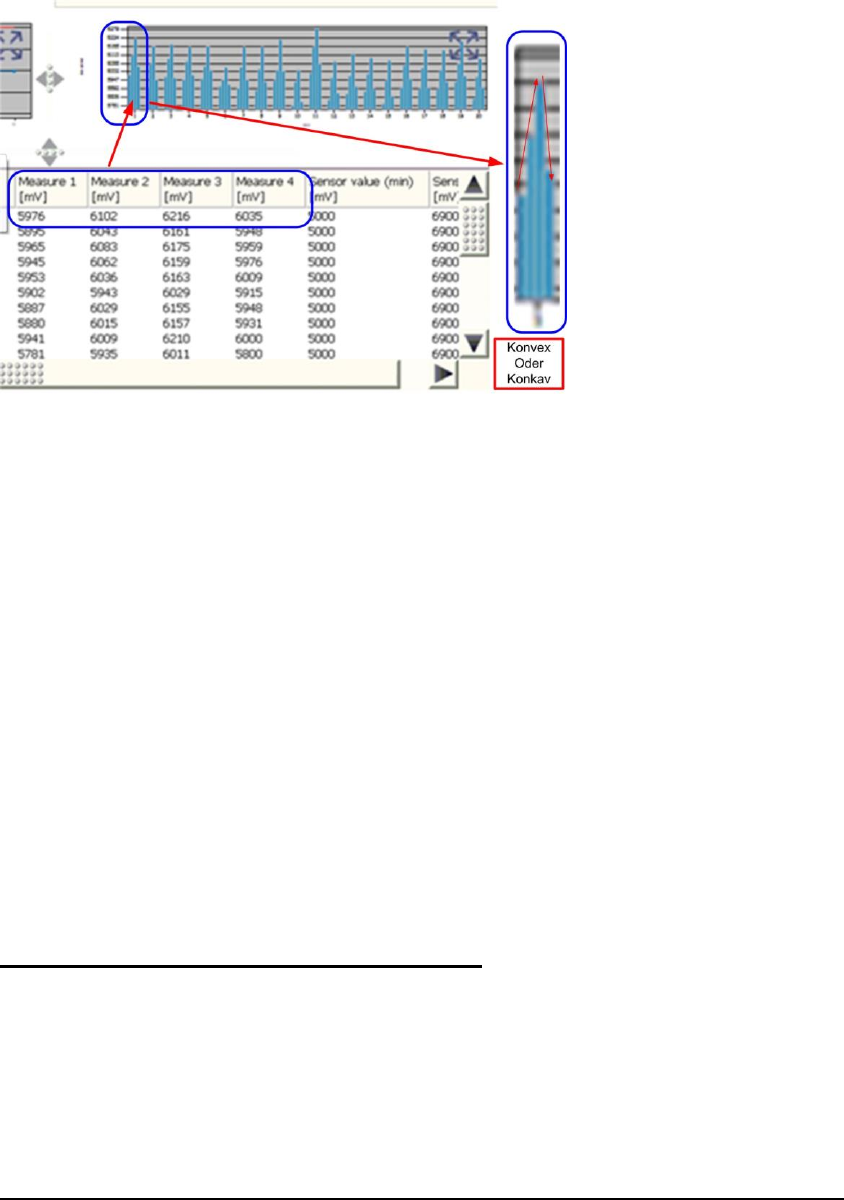
Abbildung 23: Ergebnis-PDF Anti Glare Shield Mounting
Anhand des Balkendiagramms kann man graphisch erkennen, wie weit der Blendschaltring um die
Mitte des Segmentes rotiert.
Die Distanzwerte Measure1 (0°), Measure2 (90°), Measure3 (180°) und Measure4 (270°) werden im
Balkendiagramm für jedes Segment angegeben.
Von links nach rechts werden die Werte Measure1 – Measure4 dargestellt.
Bei einer korrekten Funktion der Lichtschranke oder auch einem intakten Blendschaltring müssen die
Balken immer in einem konvexen oder auch konkaven Balkendiagramm verlaufen.
Würde die Sequenz Kurz-Lang-Kurz-Lang oder Lang-Kurz-Lang-Kurz auftauchen, so kann man
entweder von einer defekten Lichtschranke ausgehen, welche nicht konstant misst, oder man kann
auch davon ausgehen, dass der Blendschaltring einen Bruch hat.
Wenn das Balkendiagramm in einer konkaven oder konvexen Form verläuft, sich aber außerhalb der
Toleranzen bewegt, so kann davon ausgegangen werden, dass der Blendschaltring zur DP-Achse
rotiert.
Ursache hierfür kann eine schlechte Montage des Blendschaltringes auf dem DP-Sitz sein, die DP
generell unrund läuft und somit beschädigt ist oder der Blendschaltring ist beschädigt.
4.5.4 Deutung der Ergebnisse
Fehler bei Mounting Variation an allen Segmenten:
1. Lichtschranke Z-Unten defekt
Werte Measure1-Measure4 sind unterhalb der Grenzwerte Austausch der
Lichtschranke Z-Unten oder Z-Antriebseinheit komplett
2. Position der Lichtschranke Z-Unten falsch
Neujustage der Lichtschranke Z-Unten
3. Z-Motor oder Linearführung des Z-Antriebs defekt
Fehler bei Measure1 – Measure4 an mehreren Segmenten (Nicht Konkav / Nicht Konvex):
1. Lichtschranke Z-Unten fehlerhaft eventuell Kabelbruch Austausch der Lichtschranke Z-
Unten

SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
37
Fehler bei Mounting Variation bei einzelnen Segmenten:
1. Wert Mounting Variation (2) ist über Grenzwert Mounting Variation Maximum (4)
Blendschaltring sitzt nicht sauber auf der DP oder erthat Bruchstellen
2. Ein oder mehrere Werte bei Measure1 – Measure4 sind unterhalb der minimalen Grenzwerte
Sensor Value
Blendschaltring ist verschmutzt
4.6 Messung „Air & vacuum with head sensors“
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2057 03070280-01 (Kalibrierpipette)
CP20P: 20x Nozzletype 4235 03098748-01 (Kalibrierpipette)
CP20A: 20x Nozzletype 1235 03015222-01 (Kalibrierpipette)
1x Kalibrierteil CPP 03010565-01
oder
1x Kalibrierteil C&P20A/P 03034148-01
4.6.1 Erklärung der Messung – Ablauf
Diese Messung dient zur Ermittlung der Vakuum- und Blaslufteigenschaften des Bestückkopfes und
dessen Segmente. Mithilfe der einzelnen Messschritte können beschädigte Komponenten in einem
Bestückkopf eingegrenzt werden, welche das Vakuum am Bestückkopf beeinträchtigen und somit
Bestück- und Abholfehler verursachen. Zudem werden auch noch die Blasluftwerte des Bestückkopfes
untersucht.
Zuerst werden die Vakuum Offen- und Geschlossen-Werte der Segment ermittelt, danach die
Haltekreiswerte der einzelnen Segmente bestimmt. In Anschluss wird jedes Segment mit Blasluft
beaufschlagt. Zur genaueren Überprüfung des Vakuums an den Segmenten wird danach auf die
Höhenreferenzlaufposition gefahren und die Messung des Vakuums an jedem Segment bei 0°, 90°,
180° und 270° durchgeführt. Nur so kann das System über den ganzen DP-Bereich auf seine
Vakuumwerte zuverlässig überprüft werden, da hier das Drehsystem über 360° komplett abdichten
muss.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Zustand der Filterscheiben des Segments
2. Zustand der Vakuumdichtigkeit eines Segments (Drehung über 360°)
3. Zustand der Vakuumschläuche
4. Funktionalität der Vakuumpumpe (Optional)
5. Zustand des Haltekreises
6. Undichte Vakuumpipette
Ablauf der Messung im Detail (Beispiel CPP):
1. Der Kopf fährt mit den Kalibrierpipetten über die Pipettenstation und fährt die Z-Achse mit dem
Verfahrprofil TP13 [NOZZLE CHANGER DOWN] nach unten. Mithilfe dieses Ablaufes werden
die Pipetten nochmals fest auf den Pipettensitz des Segments gedrückt, um die bestmögliche
Abdichtung zwischen Pipette und Segment zu gewährleisten.
2. Danach erfolgt an der oberen Position eines jeden Segmentes ein Clean-Up Kommando, um
die Pipette und das Segment von eventuellen Verunreinigungen freizublasen und den
bestmöglichen Zustand für die folgenden Messungen zu schaffen.