0197786-01_BA_HeadVerification_708_DE.pdf - 第30页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 30 W äre der W ert für die Nozzle Spring n iedriger oder gar unter der m inimalen Toleran zgrenze, so deutet es darauf hin, dass das Fe derungss ystem der…
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
29
Dieser Wert errechnet sich aus der Differenz zwischen der Z-Achsenposition bei minimaler
Kraft (keine Einfederung) und der Z-Achsenposition bei Betätigung der Lichtschranke Z-Unten
(Losbrechmoment der Feder).
Signal Threshold [µm] = Z-Light Barrier [µm] – Z-Low Force [µm]
4. Ergebnis-Anzeige (OK grüner Hacken / NOK rotes X)
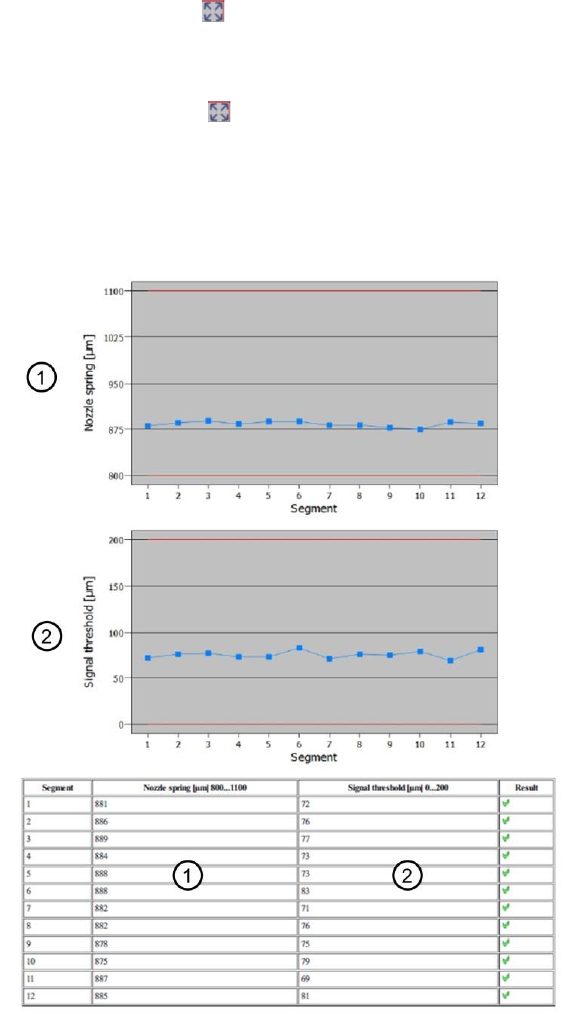
5. In diesem Diagramm werden die Werte der Segmente für „Nozzle Spring“ veranschaulicht.
Blaue Linie Nozzle Spring [µm] der einzelnen Segmente
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 800..1100µm)
Mit dem Button kann das Diagramm vergrößert werden.
6. In diesem Diagramm werden die Werte der Segmente für „Spring Threshold“ veranschaulicht.
Blaue Linie Spring Threshold [µm] der einzelnen Segmente
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 0..200µm)
Mit dem Button kann das Diagramm vergrößert werden.
4.3.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
Abbildung 19: Ergebnis-PDF Nozzle Spring
Alle Werte für Nozzle Spring [µm] sind relativ gleich.
Wäre der Wert für die Nozzle Spring höher oder gar über der maximalen Toleranzgrenze, so deutet es
darauf hin, dass das Federungssystem der DP leichtgängig ist. Eventuell ist die Feder gebrochen! Die
Feder wird komplett komprimiert aber durch den Bruch liegen die Windungen nicht aufeinander.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
30
Wäre der Wert für die Nozzle Spring niedriger oder gar unter der minimalen Toleranzgrenze, so deutet
es darauf hin, dass das Federungssystem der DP zu schwergängig ist. Eine verschlissene oder gar
gebrochene Feder könnte hier die Ursache sein, da sich das System verhakt. Das System kann den
Soll-Weg nicht komplett abfahren.
Der Wert für Signal-Schaltschwelle Signal Threshold [µm] ist hier auch bei allen Segmenten gleich.
Ein zu abweichender Wert würde hier dafür sprechen, dass der Blendschaltring des Segmentes nicht
zuverlässig oder sauber die Lichtschranke betätigt.
4.3.4 Deutung der Ergebnisse
Fehler bei Nozzle Spring / Signal Threshold an allen Segmenten:
1. Lichtschranke Z-Unten defekt
Überprüfen und notfalls Lichtschranke Z-Unten austauschen
Fehler bei Nozzle Spring / Signal Threshold an einzelnen Segmenten:
1. Segment Feder ist verbogen oder mechanisch beschädigt
DP austauschen
2. Position, Befestigung oder Zustand des Blendschaltring (Anti Glare Shield) ist fehlerhaft
Überprüfung der Befestigung und notfalls Austausch des Blendschaltringes (Anti Glare Shield)
4.4 Messung „Z-Axis movement“
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2069 03094135-01 (Vakuumpipette rot geschlossen)
CP20P: 20x Nozzletype 4069 03106244-01 (Vakuumpipette rot geschlossen)
CP20A: 20x Nozzletype 1069 03094112-01 (Vakuumpipette rot geschlossen)
4.4.1 Erklärung der Messung – Ablauf
Diese Messung dient zur Ermittlung des gesamten Z-Verfahrweges eines Segments!
Die dabei ermittelten maximalen Verfahrwege geben eine Aussage über den Zustand der
Linearführung des Segments und auch über die Linearführung der Z-Achse.
Die Z-Achse verfährt mit einem speziellen Verfahrprofil 3x jedes Segment in einen freien Raum.
Die dabei ermittelten maximalen Verfahrbereiche geben eine Aussage über den Zustand der
Linearführungen.
Hiermit wird nachgewiesen, ob jede Linearführung frei und leichtgängig ist, ohne mechanische
Blockaden.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Zustand der Linearführung einzelner Segmente
2. Zustand der Linearführung der Z-Achse
Ablauf der Messung im Detail:
1. Es wird ein Stern- und Z-Achsen Referenzlauf durchgeführt, um den Kopf in eine definierte
Ausgangssituation zu bringen.
2. Der Kopf wird in einen freien Raum (Abwurfbehälter) positioniert.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
31
3. Segment 1 wird mit einem Verfahrprofil TP34 [TP34 LOW FORCE Z-AXIS] nach unten
positioniert.
Das Verfahrprofil TP34 [TP34 LOW FORCE Z-AXIS] fährt die Z-Achse mit geringer Kraft
schleichend nach unten. Sobald hier ein mechanischer Widerstand oder eine Schwergängigkeit
der Z-Achse zu einem Stromanstieg im Z-Motor führt, wird die Endemeldung ausgegeben.
Unter normalen Umständen wird die Endemeldung ausgegeben, wenn die Z-Achse die untere
mechanische Anschlagposition der Z-Achse erreicht.
Die hier ermittelte Endemeldung wird als Measure 1 [µm] abgespeichert.
4. Danach fährt die Z-Achse mit dem Verfahrprofil TP1 [TP1 ABSOLUT DEFAULT] wieder nach
oben.
5. Nun fährt Segment 1 erneut mit Verfahrprofil TP34 [TP34 LOW FORCE Z-AXIS] nach unten
und ermittelt erneut die Endemeldung als Measure 2 [µm]
6. Danach fährt die Z-Achse mit dem Verfahrprofil TP1 [TP1 ABSOLUT DEFAULT] wieder nach
oben.
7. Nun fährt Segment 1 erneut mit Verfahrprofil TP34 [TP34 LOW FORCE Z-AXIS] nach unten
und ermittelt erneut die Endemeldung als Measure 3 [µm]
8. Danach fährt die Z-Achse mit dem Verfahrprofil TP1 [TP1 ABSOLUT DEFAULT] wieder nach
oben.
9. Der Stern taktet zu Segment 2 und es werden die Schritte 3.-8. durchlaufen.
10. Diese Sequenzen werden für alle anderen Segmente auch noch durchlaufen.
11. Aus den ermittelten Werten Measure 1 bis Measure 3 wird der Mittelwert gebildet und ergibt
dann die End position Z [µm].
In den Maschinen ist ein Wert hinterlegt, der den theoretisch maximalen Verfahrbereich
definiert. Liegt der Mittelwert innerhalb dieser Toleranz, ist die Mechanik der Achsen in
Ordnung.
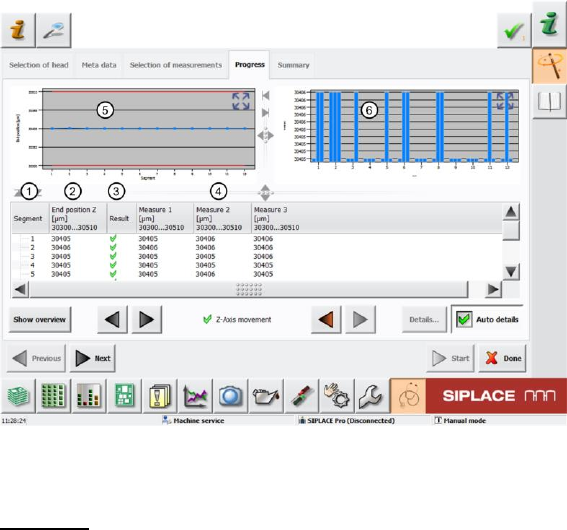
4.4.2 Erklärung des Messergebnisses im Menü Progress
Nach Beendigung der Messung erscheint im Menü Progress folgendes Ergebnis:
Abbildung 20: Ergebnis Z-Axis movement
Legende:
1. Gemessenes Segment
2. Errechnete End Position Z in µm aus dem Mittelwert der Einzelmessungen Measure 1 –
Measure 3 (4).
Diese errechnete Endposition muss innerhalb einer Toleranz (in unserem Fall
30300..30510µm) liegen und stellt den maximal möglichen Verfahrbereich der Z-Achse bis zum
konstruktiven mechanischen Anschlag dar.