0197786-01_BA_HeadVerification_708_DE.pdf - 第67页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 67 4.12.3 Erklärung des Messergebnisses anhand der Ergebnis -PDF Diese Ergebnisse k ann man sehen, wenn man im Summar y-Menü nac h unten scrollt, oder ein…

SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
66
Der gemessene Drehwinkel des Kalibrierteiles muss nun innerhalb einer erlaubten plausiblen
Winkeltoleranz sein. Wird diese Toleranz unter- bzw. überschritten, so kann davon ausgegangen
werden, dass diese DP ein Problem mit der Positionierung des Drehwinkels hat.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Positioniergenauigkeit der DP-Achse der Segment
Ablauf der Messung im Detail:
Kalibrierpipetten sind an den Segmenten
1. Kopf wird über die Kalibrierteilablage gefahren.
2. Segment 1 holt Kalibrierteil ab.
3. Segment 1 wird mit dem Stern zu Bauelementekamera gedreht.
4. Bauelementekamera ermittelt die Position und den Winkel des Kalibrierteiles an der Pipette
5. Segment 1 wird um 4° (4,000°) gedreht
6. Bauelementekamera ermittelt die Position und den Winkel des Kalibrierteiles an der Pipette.
7. Der ermittelte Winkel des Kalibrierteiles muss innerhalb einer bestimmte Toleranz liegen,
welche die Positioniergenauigkeit der DP-Achse verifiziert!
4.12.2 Erklärung des Messergebnisses im Menü Progress
Nach Beendigung der Messung erscheint im Menü Progress folgendes Ergebnis:
Abbildung 45: Ergebnis DP Rotation
Legende:
1. Gemessenes Segment
2. Ermittelter Winkel DP rotation angle des Kalibrierteiles an der Pipette nach Auswertung
durch die Bauelementekamera.
Die Werte müssen innerhalb einer plausiblen Toleranz (in unserem Fall 3,800°..4,300°) sein.
3. Ergebnis-Anzeige (OK grüner Hacken / NOK rotes X)
4. In diesem Diagramm werden die Werte DP rotation angle (2) der Segmente dargestellt.
Blaue Linie DP rotation angle
Rote Linien untere und obere Grenzwerte (in unserem Fall 3,800°..4,300°)
Mit dem Button kann das Diagramm vergrößert werden.
5. Bild der Auswertung des Kalibrierteiles unter der Bauelementekamera
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
67
4.12.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
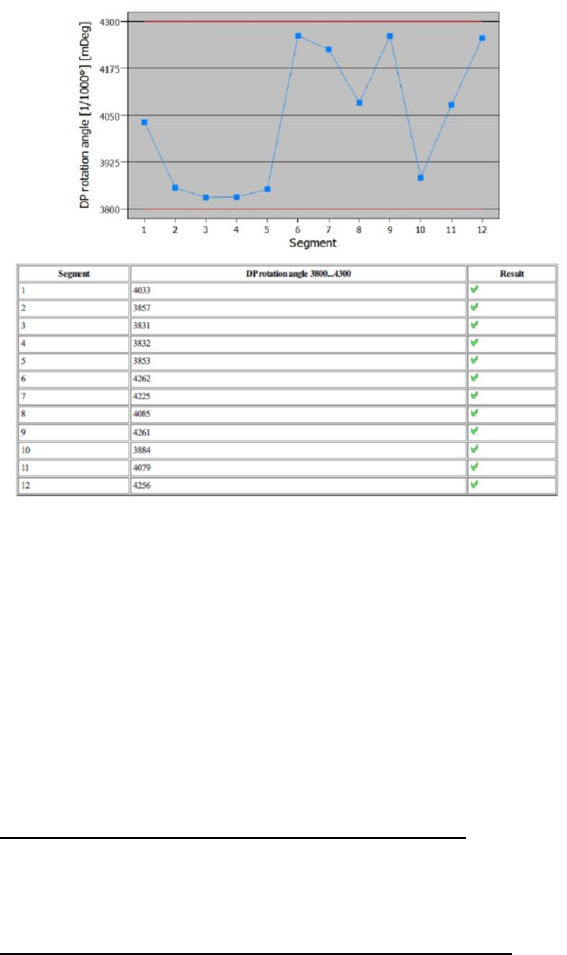
Abbildung 46: Ergebnis-PDF DP Rotation
Wie aus dem oberen Ergebnis zu sehen ist, sind alle Drehwinkel der Segmente in Ordnung. Dies
bedeutet, dass alle DP den vorgegebenen Winkel von 4,000° zuverlässig in der Toleranz auch
erreichen.
Dies bedeutet, wenn ein Bauteil um einen gewissen Drehwinkel nach Bauteilauswertung unter der
Bauelementekamera korrigiert werden muss, so dreht jedes Segment zuverlässig innerhalb der
Toleranz auf diesen Winkel.
4.12.4 Deutung der Ergebnisse
Fehler bei DP rotation angle an allen Segmenten:
1. Eventuell Verschmutzung der BE-Kamera Reinigen der Optik bzw. Austausch der BE-
Kamera
Fehler bei DP rotation angle an einzelnen Segmenten:
1. DP dreht nicht zuverlässig Austausch der DP / Segment
2. Kalibrierteil dreht auf Pipette Pipette verschmutzt
Pipettensitz überprüfen
Vakuum überprüfen

SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
68
4.13 Messung „ZDS sensor values“
Für diese Messungen werden folgende Teile benötigt:
CP20P: 20x Nozzletype 4069 03106244-01 (Vakuumpipette rot geschlossen)
4.13.1 Erklärung der Messung – Ablauf
Mit der Messung „ZDS sensor values“ werden Funktionalität der Lichtschranke Z-Unten sowie des BE-
Sensors in Abhängigkeit von den Drehwinkeln der DP bzw. des Segments ermittelt.
Zuerst wird die wird mithilfe des Referenzlaufes ein Helligkeitsabgleich der Lichtschranke Z-Unten
(LED Gain) ermittelt. In diesem Zusammenhang wird dann noch der Spannungswert der
Lichtschranke Z-Unten ermittelt, der einen Referenzwert (Sensor value [mV]) für den Abstand zum
Schaltring darstellt.
In weiteren Messungen werden noch die Spannungswerte der Lichtschranke Z-Unten ermittelt, wenn
der Schaltring die Endemeldung der Z-Achse beim Bestücken ausgibt (Spring resp. low [mV]) und
auch, wenn die Z-Achse mit voller Kraft aufsetzt (Spring resp. high [mV]), was einer kompletten
Kompression der Segmentfeder entspricht.
In weiteren Tests wird die Drehachse der DP / des Segments um eine volle Umdrehung (360°)
gedreht. Dabei werden permanent die Spannungswerte der Lichtschranke Z-Unten aufgezeichnet und
geben somit ein Bild vom Abstand Lichtschranke Z-Unten zum Schaltring. Ebenso werden die
Spannungsveränderungen in Schritten von 5° gemessen, um hier eine relative gleichmäßige
Schwankung nachzuweisen. Ebenso wird die gesamte Spannungsveränderung über die kompletten
360° ermittelt.
Da diese Messung im BE-Sensor-Bereich stattfindet, können auch die Längenänderungen der
Pipettenspitze über die gesamten 360° überprüft werden. Diese Längenänderungen werden in 5°-
Schritten protokolliert und dürfen sich nur in einem bestimmten Bereich ändern.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Taumelnde Schaltringe
2. Verschmutzte Schaltringe
3. Defekte Lichtschranke Z-Unten
4. Defekte Segmentfeder
Ablauf der Messung im Detail:
1. Zuerst wird ein Höhenreferenzlauf mit der Pipette 4069 durchgeführt.
2. Im Anschluss wird ein Helligkeitsabgleich der LED in der Lichtschranke Z-Unten gemacht.
Dabei dreht der Stern jedes Segment in die Bestückposition und schaltet die Lichtschranke Z-
Unten ein. Der ermittelte Spannungswert bei Segmentstellung 0° ergibt den Wert Sensor
Value [mV] und stellt den Wert für den Abstand Lichtschranke Z-Unten zum Schaltring der DP
dar. Zudem wird der Wert LED gain ermittelt. Dies ist der Helligkeitsabgleich der LED in der
Lichtschranke Z-Unten, der beim Referieren der Lichtschranke zurückkommt. Es besteht der
Zusammenhang zwischen Helligkeit LED gain (Sender) und Sensor Value [mV]
(Empfänger), der die Grundfunktionalität der Lichtschranke Z-Unten darstellt.
Dies wird für alle Segmente separat durchgeführt
3. Dann wird das Segment 1 bei einer Segmentstellung DP 0° mit der Z-Achse nach unten
bewegt.
Die Z-Achse wird mit dem Verfahrprofil TP13 [TP13 NOZZLE CHANGER DOWN] nach unten
auf die Höhenreferenzlaufposition gefahren. Sobald der Schaltring der DP die Lichtschranke
Z-Unten aktiviert, wird der Spannungswert der Lichtschranke Z-Unten Spring resp. low [mV]
ermittelt. Die Achse fährt weiter mit voller Kraft nach unten, bis der Stromsensor der Z-Achse
die Endemeldung ausgibt. Nun ist die Segmentfeder vollständig komprimiert. Nun wird erneut
der Spannungswert der Lichtschranke Z-Unten Spring resp. high [mV] ermittelt. Mithilfe
dieser Messung können Rückschlüsse auf den Schaltring und der Linearführung des
Segments getroffen werden.
Dies wird dann für alle Segmente separat durchgeführt.
4. Segment 1 wird in die Bestückposition gedreht.
5. Segment 1 wird nun einmal um 360° (Schrittweite 1°) gedreht.