0197786-01_BA_HeadVerification_708_DE.pdf - 第39页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 39 17. Nach j edem Ablegen d es Kalibrierteils wird nach dem Absc halten des Vak uums der Vakuum wert an der Pipette gem essen, um zu verifizieren, ob s i…
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
38
3. Im Anschluss fährt der Kopf über die Höhenreferenzlaufposition auf der Transportwange. Die
Z-Achse wird mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] im Lichtschrankenmodus auf
die Höhenreferenzlaufposition. Dabei wird während des Herunterfahrens der Z-Achse das
Vakuum für dieses Segment aktiviert und der Wert Vacuum open [mbar] ermittelt. Wenn nun
die Z-Achse auf die Höhenreferenzlaufposition der Transportwange auftrifft, wird durch die
Aktivierung der Lichtschranke Z-Unten die Endemeldung ausgegeben. An dieser Position wird
nun der Wert Vacuum closed [mbar] gemessen. Somit wurden die beiden Vakuumwerte
ermittelt, wenn die Pipetten nicht bedeckt (Vacuum open) und Pipette abgedeckt (Vacuum
closed) ist.
Aus der Differenz Vacuum closed [mbar] – Vacuum open [mbar] wird der Wert Vacuum
delta in mbar errechnet. Ein bestimmter Wert muss erreicht werden, welcher dann für ein
zuverlässig funktionierendes Vakuum an der Pipette steht. Der Wert Vacuum delta in mbar
wird definiert durch die Art der Pipette und deren Querschnitt. Alle Grenzwerte sind hier für die
verwendete Kalibrierpipette definiert.
4. Dann verfährt das Portal über die Parkposition und ermittelt die Werte für den Haltekreis eines
jeden Segmentes. Der ermittelte Wert Holding (nozzle open) [mbar] beschreibt das
anliegende Vakuum an einer nicht bedeckten Pipette, während es vom Abhol- zum
Bestückzyklus (Haltekreis) gedreht wird. Dieser Wert soll die Haltekraft an der Pipette während
der Sterndrehung von Abhol- bis zur Bestückposition verifizieren.
Der hier zudem ermittelte Wert Open dev. [mbar] kann nicht genauer erklärt werden.
5. Das Portal wird wieder über die Höhenreferenzlaufposition auf der Transportwange gefahren.
6. Die Z-Achse wird mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] nach unten positioniert und
das Segment 1 holt das Kalibrierteil (bei CPP simuliert auf gehärteter
Höhenreferenzlaufmarke) mit 0° ab. Dabei wird bei Ausgabe der Endemeldung Lichtschranke
Z-Unten das Vacuum 0° [mbar] gemessen.
7. Danach fährt die Z-Achse wieder in die obere Position.
8. Die Z-Achse wird erneut mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] nach unten
positioniert und das Segment 1 holt erneut das Kalibrierteil (bei CPP simuliert auf gehärteter
Höhenreferenzlaufmarke) mit 90° ab. Dabei wird bei Ausgabe der Endemeldung Lichtschranke
Z-Unten das Vacuum 90° [mbar] gemessen.
9. Danach fährt die Z-Achse wieder in die obere Position.
10. Die Z-Achse wird erneut mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] nach unten
positioniert und das Segment 1 holt erneut das Kalibrierteil (bei CPP simuliert auf gehärteter
Höhenreferenzlaufmarke) mit 180° ab. Dabei wird bei Ausgabe der Endemeldung
Lichtschranke Z-Unten das Vacuum 180° [mbar] gemessen.
11. Danach fährt die Z-Achse wieder in die obere Position.
12. Die Z-Achse wird erneut mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] nach unten
positioniert und das Segment 1 holt erneut das Kalibrierteil (bei CPP simuliert auf gehärteter
Höhenreferenzlaufmarke) mit 270° ab. Dabei wird bei Ausgabe der Endemeldung
Lichtschranke Z-Unten das Vacuum 270 [mbar] gemessen.
13. Danach fährt die Z-Achse wieder in die obere Position und der Stern taktet Segment 2 in die
Abholposition.
14. Nun werden die Schritte 6.-12. für alle Segmente des Kopfes durchgeführt.
15. Aus den ermittelten Werten für die vier Winkelmessungen Vaccum 0°-Vacuum 270° [mbar]
wird dann die maximale Abweichung Delta vac. 0-270° [mbar] errechnet. Die maximale
Streuung vom minimalsten bis zum maximalsten Vakuumwert zeigt die Dichtigkeit über einen
Drehwinkel von 360° für das Segment an.
16. Im Anschluss fährt nun der Kopf über das Kalibrierteil und holt es mit dem Verfahrprofil TP5
[TP5 LIGHT BARRIER] ab. Dabei wird an der Endemeldung Lichtschranke Z-Unten der Wert
Vacuum calib part [mbar] gemessen, der als Referenz für ein abgeholtes Bauteil steht.
Dieser Wert beim Abholen des Kalibrierteils Vacuum calib part [mbar] wird mit dem Wert
Vacuum closed [mbar] der Offen-Geschlossen-Messung verglichen. Die Differenz aus
Vacuum closed [mbar] - Vacuum calib part [mbar] ergibt den Wert Delta calib-closed
[mbar].
Delta calib-closed [mbar] ist ein Indikator für das Segment (Pipette), dass die ermittelten
Vakuumwerte während des Pipettenreferenzlaufes mit den Vakuumwerten während eines
Bauteilabholens übereinstimmen.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
39
17. Nach jedem Ablegen des Kalibrierteils wird nach dem Abschalten des Vakuums der
Vakuumwert an der Pipette gemessen, um zu verifizieren, ob sich das Vakuum auch
zuverlässig abbaut und somit keine Bauteile an der Pipette aufgrund eines bestehenden
Unterdrucks hängen bleiben. Dieser ermittelte Wert heißt Calib part dev [mbar].
18. Danach wir noch an jedem Segment die Blasluft auf 200mbar geschalten, um zu messen,
welcher Blasluftwert am Segment ankommt. Dieser Wert wird als Air [mbar] bezeichnet und
steht für eine saubere Durchschaltung der Blasluft zum Abwerfen oder Umschalten zwischen
Halten und Bestücken.
19. Nach Abschalten der Blasluft wird nochmals gemessen, wie sich die Blasluft an der
Pipettenspitze abbaut. Der gemessene Wert wird als Vacuum zero [mbar] bezeichnet und
steht für einen sauberen Druckabbau an der Pipettenspitze.
4.6.2 Erklärung des Messergebnisses im Menü Progress
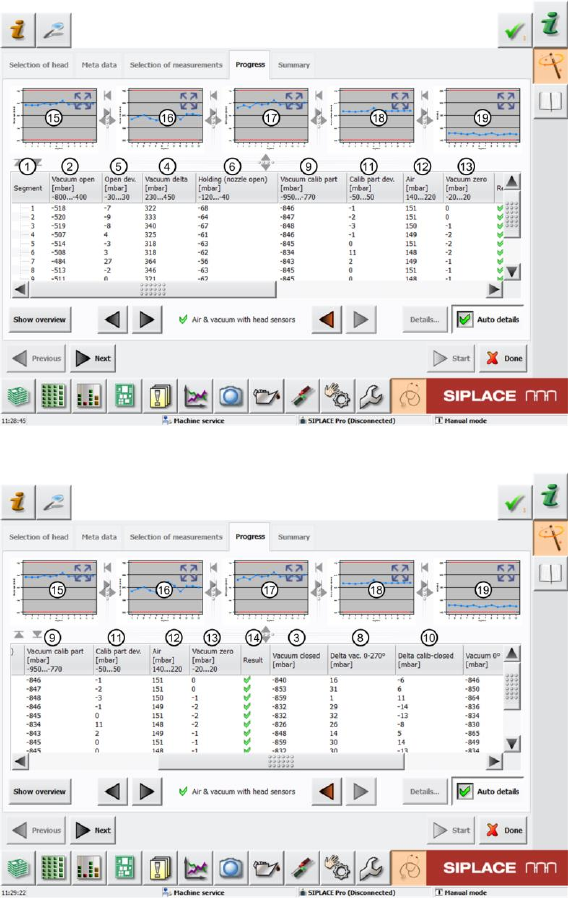
Nach Beendigung der Messung erscheint im Menü Progress folgendes Ergebnis:
Abbildung 24: Ergebnis Air & vacuum with head sensors 1
Abbildung 25: Ergebnis Air & vacuum with head sensors 2
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
40
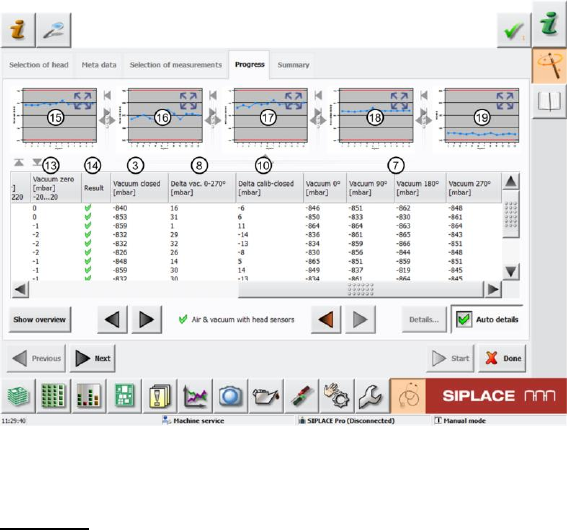
Abbildung 26: Ergebnis Air & vacuum with head sensors 3
Legende:
1. Gemessenes Segment
2. Ermittelter Wert Vacuum open [mbar]
Dieser Wert wird ermittelt, wenn die Z-Achse mit dem Verfahrprofil TP5 nach unten fährt und
währenddessen das Vakuum an der offenen Pipette gemessen wird. Dieser Wert muss
innerhalb einer plausiblen Toleranz (in diesem Fall für den CPP Kopf mit Nozzle 2057 -
800…400mbar) liegen.
3. Ermittelter Wert Vacuum closed [mbar]
Dieser Wert wird ermittelt, wenn die Z-Achse auf das Bauteil (in dieser Messung auf die
Höhenreferenzlaufposition) auftrifft, die Lichtschranke Z-Unten als Endemeldung betätigt wurde
und somit die Pipette als geschlossen bezeichnet wird. Dieser Wert ist absolut und muss nicht
innerhalb einer Toleranz liegen!
4. Der Wert Vacuum delta [mbar] wird errechnet aus der Differenz zwischen dem Wert Vacuum
closed [mbar] (3) und dem Wert Vacuum open [mbar] (2). Da der Grenzwert für Vacuum
open [mbar] durch die Parameter Kopf- und Pipettentyp vorgegeben ist, und der Wert
Vacuum closed [mbar] ein tatsächlicher Wert für das Vakuum an der geschlossenen Pipette
während des Abholens ist, ist zwangsläufig auch der Wert Vacuum delta [mbar] innerhalb
einer definierten Toleranz.
(in diesem Fall für den CPP Kopf mit Nozzle 2057 230…450mbar).
Vacuum delta [mbar] = Vacuum closed [mbar] – Vacuum open [mbar]
5. Der Wert Open dev. [mbar] wird nicht näher beschrieben und wird vorerst für die „Head
Verification“ nicht verwendet.
6. Der Wert Holding (nozzle open) [mbar] beschreibt den gemessenen Wert eines anliegenden
Vakuums an einer offenen Pipette während der Drehung durch den kompletten Haltekreis.
Dieser Wert ist abhängig von der Verwendung einer Vakuumpumpe, zudem muss er innerhalb
einer plausiblen Toleranz liegen.
(in diesem Fall für CPP Kopf mit Pipette 2057 -120..-40mbar)
7. Hier sind die ermittelten Vakuum-Werte der geschlossenen Pipette beim simulierten
Abholvorgang (entweder Kalibrierteil oder Höhenreferenzlaufplatte) im Moment der Betätigung
der Lichtschranke Z-Unten (Endemeldung) in den Abholwinkeln 0°, 90°, 180° und 270°
angegeben. Diese Werte Vacuum 0°-Vacuum 270° ergeben eine Übersicht über das Vakuum
bei verschiedenen Abhol- und Bestückwinkel.