0197786-01_BA_HeadVerification_708_DE.pdf - 第25页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 25 4.2.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF Diese Ergebnisse k ann man sehen, wenn man im Summar y-Menü nac h unten scrollt, oder eine …

SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
24
Legende:
1. Gemessenes Segment
2. Gemessener Vakuumwert des Haltekreises am Segment mit geschlossener Vakuumpipette in
mbar. Der Wert Holding (sealed nozzle) muss innerhalb eine plausiblen Toleranz (in diesem
Falle -950..-700mbar) liegen.
3. Haltekreis ausgeschaltet, somit wird Vakuum deaktiviert. Hier wird dann gemessen, ob sich
nach Abschalten des Vakuums der Unterdruck schnell abbaut. Der Druck müsste im Idealfall
0mbar (also Atmosphärischer Druck) betragen. Der Wert Holding off (sealed nozzle) muss
innerhalb eine plausiblen Toleranz (in diesem Falle -10..10mbar) liegen.
Diese Messung wird nur beim CPP-Kopf durchgeführt.
Bei CP20P/A wird diese Messung nicht durchgeführt, somit auch nicht angezeigt.
4. Ergebnis-Anzeige (OK grüner Hacken / NOK rotes X)
5. In diesem Diagramm werden die Werte der Segmente für „Holding (sealed nozzle)“
veranschaulicht.
Blaue Linie Holding (sealed nozzle) in mbar der einzelnen Segmente
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall -950..-700mbar)
Mit dem Button kann das Diagramm vergrößert werden.
6. In diesem Diagramm werden die Werte der Segmente für „Holding off (sealed nozzle)“
veranschaulicht.
Blaue Linie Holding off (sealed nozzle) in mbar der einzelnen Segmente
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall -10..10mbar)
Mit dem Button kann das Diagramm vergrößert werden.
Dieses Diagramm gibt es nur bei CPP.
Bei CP20P/A wird dieses Diagramm nicht angezeigt.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
25
4.2.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
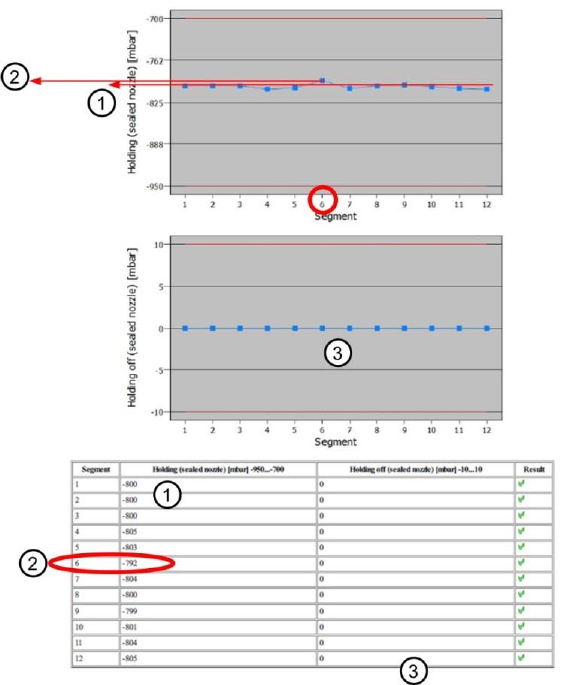
Abbildung 16: Ergebnis-PDF Holding Circuits
Die Messung des Vakuums im Haltekreis eines jeden Segmentes hat eine relativ konstante Messung
ergeben, so dass davon ausgegangen werden kann, dass das Vakuumsystem für diesen Kopf in
Ordnung ist und auch keine Undichtigkeiten aufweist.
Aufgrund der leichten Abweichung des niedrigeren Vakuumwertes von Segment 6 (2) = -792mbar ist
zu sehen, dass dieser Wert um ca.-8mbar vom gedachten Vakuum-Haltekreis-Durchschnittswert von
ca. -800mbar (1) abweicht. Dies könnte auf einen schlechten Pipettensitz, eine leichte undichte
Vakuumpipette, kaputte Filterscheibe oder einer ganz leichten Verschmutzung am Schlauch des
Haltekreises hindeuten. Aber die Messung in unserem Beispiel ist in Ordnung.
Würde man nun in einem bestimmten Zeitabstand eine erneute Messung machen, und dieses
Segment weißt nun eine höhere Abweichung vom Durchschnittswert auf, so ist ein Trend ersichtlich,
dass über kurz oder lang dieses Segment ein Problem mit dem Haltekreis haben wird.
Diagramm (3) veranschaulicht nochmals die Messung des absoluten Druckes nach Abbau des
Vakuums, um die korrekte Umschaltung zur Blasluft nachzuweisen.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
26
4.2.4 Deutung der Ergebnisse
Fehler bei Holding (sealed nozzles) an allen Segmenten:
1. Vakuum Pumpe defekt (dann müsste der andere Kopf im Bearbeitungsbereich gleiche
Probleme haben!)
Verschlauchung überprüfen
Wartung an Vakuumpumpe durchführen (Dieser Fehler ist nur bei CP20P/A möglich, da
CPP nicht Vakuumpumpentauglich ist)
2. CP20P/A-Köpfe sind nicht für Vakuumpumpenbetrieb umgerüstet, somit undicht
CP20P/A für Vakuumpumpeneinsatz gemäß Umrüstungsanleitung nachrüsten (Dieser
Fehler ist nur bei CP20P/A möglich, da CPP nicht Vakuumpumpentauglich ist)
3. O-Ring zwischen Vakuum-Einheit und Schalldämpfer ist undicht
Überprüfung der O-Ring Montage oder Austausch
4. Dichtscheibe (Viel-Loch-Gummischeibe) für Haltekreis nicht korrekt montiert oder beschädigt
Überprüfung der Dichtscheibenposition oder Austausch
Fehler bei Holding (sealed nozzles) an einzelnen Segmenten:
1. Filterscheibe ist beschädigt oder nicht korrekt montiert
Erneuern der Filterscheibe
2. Vakuumschlauch des Segments beschädigt oder verschmutzt
Reinigung oder Austausch des Vakuumschlauches
3. Haltekreis-Einheit verschmutzt
Reinigung der Haltekreis-Einheit im Ultraschallbad
4. Undichte Vakuumpipette
Austausch der Vakuumpipette
Fehler bei Holding (sealed nozzles) an einigen Segmenten:
1. Haltekreis-Einheit verschmutzt
Reinigung der Haltekreis-Einheit im Ultraschallbad
2. Dichtscheibe (Viel-Loch-Gummischeibe) für Haltekreis nicht korrekt montiert oder beschädigt
Überprüfung der Dichtscheibenposition oder Austausch
4.3 Messung „Nozzle Spring“
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2069 03094135-01 (Vakuumpipette rot geschlossen)
CP20P: 20x Nozzletype 4004 03098544-01 (wird noch durch 4069 ersetzt)
CP20A: 20x N ozzletype 1069 03094112-01 (Vakuumpipette rot geschlossen)
4.3.1 Erklärung der Messung – Ablauf
Mithilfe dieser Messung wird die Feder des Segments überprüft. Die dabei ermittelten Werte geben
eine Aussage darüber, wie der Zustand der Feder hinsichtlich der Einfederung (Spring deflection), der
Federhärte generell und auch der Schaltschwelle der Feder an der Lichtschranke der Z-Achse (Signal
Threshold) ist.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Funktionalität der Lichtschranke Z-Unten (CP20P/A 1x am Kopf / CPP12x jedes
Segment)
2. Zustand der Segment-Feder
3. Zustand der Blendschaltringe (nur CP20A)