00197883-03_UM_SX12-V2_IT.pdf - 第140页
3 Dati tecnici e moduli Istruzioni per l'uso SIPLACE SX1/SX2 3.7 Sistema di convogliamento del CST A partire dalla versione software SR.710.0 Edizione 12/2016 140 3.7.3.3 Tipo di convogliamento asinc rono Nel funzio…
Istruzioni per l'uso SIPLACE SX1/SX2 3 Dati tecnici e moduli
A partire dalla versione software SR.710.0 Edizione 12/2016 3.7 Sistema di convogliamento del CST
139
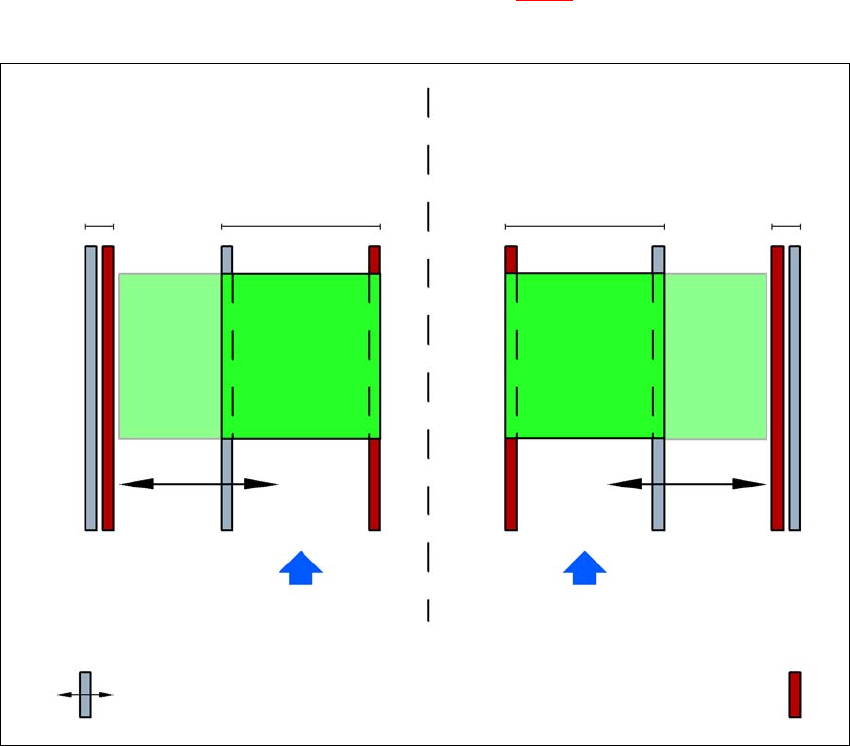
3.7.3.2 Convogliatore doppio adattabile in modalità "singolo"
Il convogliatore doppio si può configurare on-line trasformandolo in semplice. A tale scopo una
traccia viene completamente chiusa e disattivata (vedi fig. 3.7 - 3
). Ne risulta una traccia di con-
vogliamento di larghezza max. pari a 460 mm.
3
Fig. 3.7 - 3 Trasporto doppio adattabile in modalità "singolo"
Convogliatore doppio con traccia 2 allargata
(spalla sinistra fissa)
Traccia 2 disatti-
vata
traccia di convoglia-
mento 1
traccia di convoglia-
mento 2
Traccia 1 disattivata
Direzione di convoglia-
mento CST
Direzione di convogliamento
CST
Spalla fissa del convogliatore
Convogliatore doppio con traccia 1 allargata
(spalla destra fissa)
Spalla mobile del convogliatore
3 Dati tecnici e moduli Istruzioni per l'uso SIPLACE SX1/SX2
3.7 Sistema di convogliamento del CST A partire dalla versione software SR.710.0 Edizione 12/2016
140
3.7.3.3 Tipo di convogliamento asincrono
Nel funzionamento asincrono su una traccia viene montato un circuito stampato mentre un altro
viene trasportato in posizione di montaggio sulla seconda traccia di convogliamento. Così si ri-
sparmia sul tempo di convogliamento, cosa che determina un notevole aumento della produttività,
specialmente nei circuiti stampati con tempo ciclo ridotto.
Se la macchina ha ricevuto i dati d'ordine (quadrotto, allestimento), in ogni momento dell'opera-
zione di montaggio i circuiti stampati nell'area di entrata dei convogliatori vengono trasportati a
quella di lavorazione (se questa è libera). Il procedimento di montaggio inizia appena un CST è
stato trasportato nell'area di lavorazione del convogliatore. I circuiti vengono montati l'uno dopo
l'altro.
Se si interrompe il procedimento di montaggio, l'interfaccia del convogliatore viene bloccata e si
completa solo il montaggio dei circuiti che in quel momento si trovano nelle aree di lavorazione
dei convogliatori.
L'interfaccia del convogliatore viene bloccata o abilitata contemporaneamente per entrambe le
tracce.
3
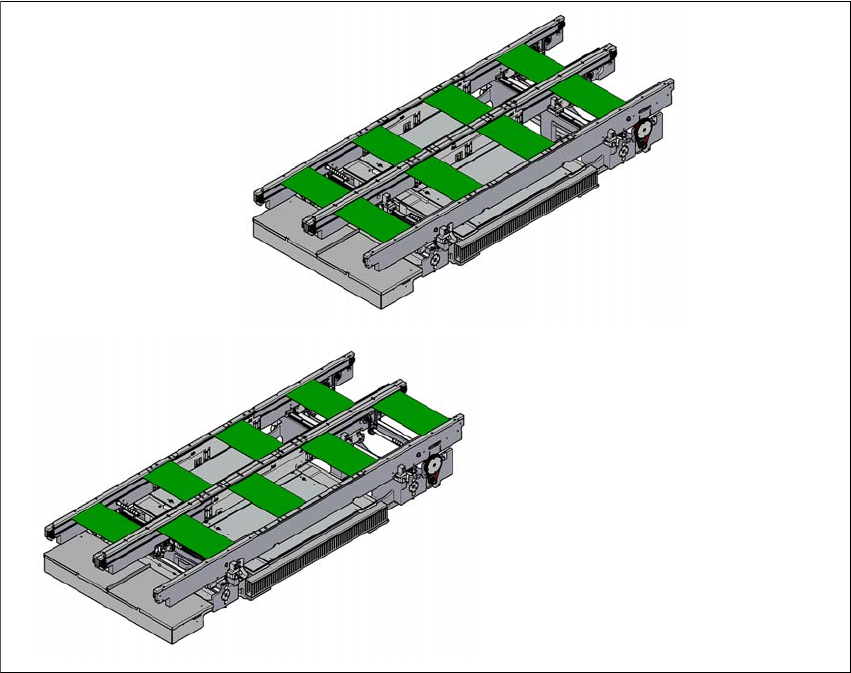
Fig. 3.7 - 4 Tipi di convogliamento
Tipo di convogliamento sincrono
Tipo di convogliamento asincrono
Istruzioni per l'uso SIPLACE SX1/SX2 3 Dati tecnici e moduli
A partire dalla versione software SR.710.0 Edizione 12/2016 3.7 Sistema di convogliamento del CST
141
3.7.3.4 Tipo di convogliamento sincrono
Nel funzionamento sincrono, due circuiti delle stesse dimensioni vengono portati contemporane-
amente alla posizione di montaggio. Devono essere lavorati assieme, come se appartenessero a
un quadrotto.
In questo modo si consente la lavorazione sia del lato superiore che di quello inferiore del circuito
stampato nella stessa linea. Il tempo necessario al convogliamento dei circuiti viene ridotto, dato
che ne vengono trasportati sempre due contemporaneamente. Si ottiene inoltre un migliore sfrut-
tamento delle pipette.
I circuiti stampati nelle tracce 1 e 2 vengono mossi sul percorso di trasporto in maniera sincrona
(ovvero i convogliatori sono indipendenti l'uno dall'altro ma vengono comandati sincronicamente).
Il contenuto del montaggio della traccia 1 e della traccia 2 deve essere organizzato come in un
quadrotto da due circuiti singoli.
Se all'inizio di un processo di montaggio è attiva solo una traccia, il singolo circuito che si trova su
questo percorso viene identificato come "da non popolare".
Nel funzionamento sincrono del convogliatore CST doppio l'opzione "Trasmissione dati CST"
(Whispering Down The Line) viene disattivata. L'opzione "Punto inchiostro globale" non é autoriz-
zata.
3.7.3.5 I-Placement
Accanto alla modalità sincrona e asincrona viene introdotto anche il concetto di montaggio "I-Pla-
cement". In questo caso due teste lavorano nella medesima zona di processo e montano cia-
scuna un circuito stampato, l'una indipendentemente dall'altra. In modalità normale le teste di
montaggio operano in modalità di montaggio alternata: mentre una testa popola un circuito stam-
pato in una zona di processo , l'altra preleva i componenti dai moduli di alimentazione. Con il con-
cetto di "I-Placement" i tempi di attesa vengono eliminati, contribuendo così all'aumento della
capacità produttiva.
3.7.4 Comando e regolazione della larghezza
3.7.4.1 Comando tramite il menu a funzioni singole
Informazioni sul comando del sistema di convogliamento CST e sul menu a funzioni singole si
possono trovare nella guida on-line.
3.7.4.2 Regolazione automatica della larghezza
Dopo aver ricevuto l'istruzione, i nastri di convogliamento vengono impostati sulla larghezza no-
minale. Nel caso del convogliatore doppio sono possibili differenti larghezze.
Per informazioni dettagliate sulla modifica della larghezza della traccia di convogliamento consul-
tare la guida on-line.