00193926-03.pdf - 第341页
Manual do usuário SIPLACE Série HF 7 Extensões da estação Versão de software SR.50x.xx Edição 01/2006 PT 7.11 Sensor de componentes 341 NOT A 7 Na montagem de compo nentes 0201 com o boca l 906, o s ensor de compone ntes…
7 Extensões da estação Manual do usuário SIPLACE Série HF
7.11 Sensor de componentes Versão de software SR.50x.xx Edição 01/2006 PT
340
7.11.1 Descrição do funcionamento de sensor de componentes
Sensor de componentes (nº do artigo 00118021-01)
O sensor de componentes é fixado na parte de baixo da caixa da cabeça estrela de 12 segmentos
(Fig. 7.11 - 1
). Faz o varrimento do perímetro de um componente e verifica se o componente se
encontra no bocal. Ao mesmo tempo, é determinada a altura do componente. A partir desses da-
dos, é possível determinar se o componente adere ao bocal na posição normal ou ao alto. É pos-
sível verificar alturas de componentes entre 0,1 mm e 4 mm. No caso de componentes grandes,
só é verificada a presença do componente no bocal.
O sensor de componentes é configurado no computador SIPLACE Pro no editor do formato da
caixa.
Todos os bocais, mesmo os bocais especiais, podem ser varridos pelo sensor de componentes.
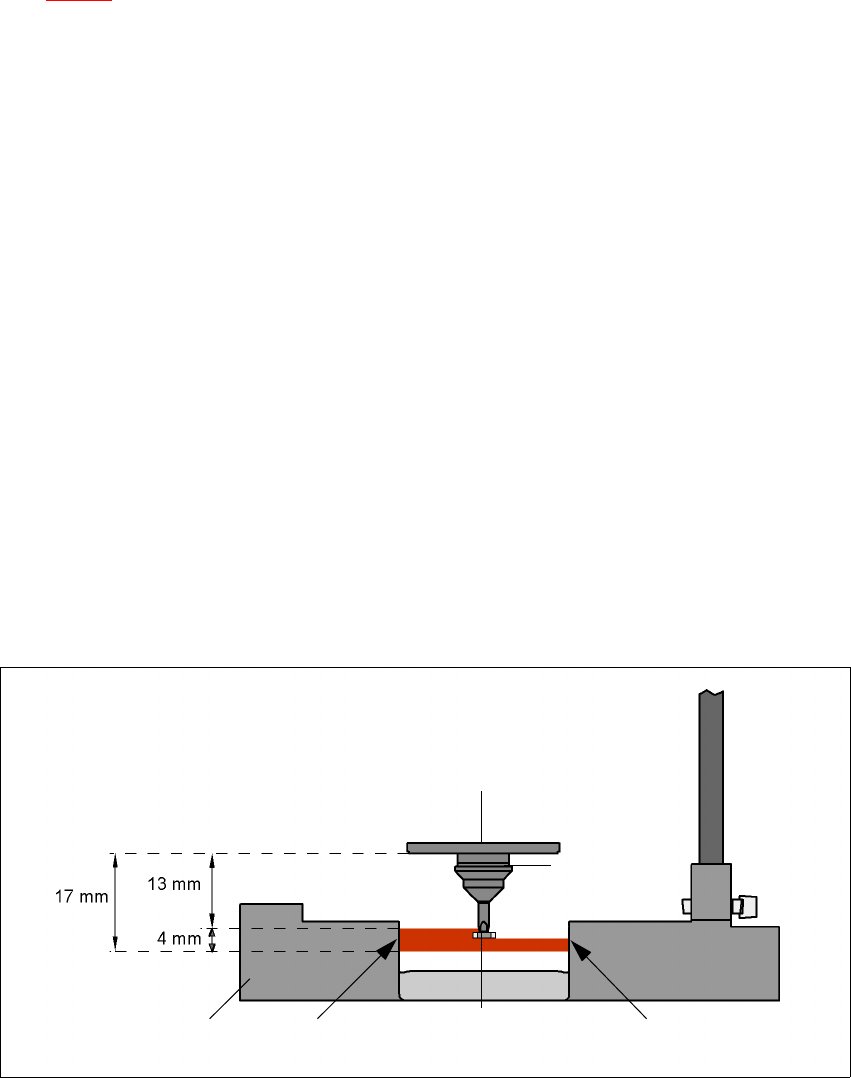
7.11.2 Condições de medição
Para se obter uma medição válida, é preciso que as duas condições seguintes se verifiquem:
– A extremidade de bocal vazia tem de ser apanhada pelos raios de luz no processo de
calibragem.
– A extremidade de bocal tem de se encontrar com o componente dentro dos raios lumi-
nosos.
– Comprimento mínimo de bocal 13 mm.
– Comprimento de bocal + Altura do componente + Tolerância < 17 mm
Considerando estas condições de medição, é possível determinar a presença ou a ausência de
um componente ou a altura do componente. A mínima diferença de alturas é de 100 µm.
7
Fig. 7.11 - 2 Sensor de componentes, princípio do funcionamento
Disco de incrementos
Componente
Mudar
LED de I.V. FototransistorSensor de componentes em
corte transversal
Manual do usuário SIPLACE Série HF 7 Extensões da estação
Versão de software SR.50x.xx Edição 01/2006 PT 7.11 Sensor de componentes
341
NOTA 7
Na montagem de componentes 0201 com o bocal 906, o sensor de componentes é absoluta-
mente necessário por não poder ser feita qualquer medição por vácuo.
Também na montagem de outros componentes pequenos como 0402 ou 0603, a utilização dos
sensores de componentes pode melhorar a taxa de dpm. Ao escolher o sensor de componentes
na lista de encapsulamentos, é preciso não esquecer que o componente só pode ser montado
em máquinas que estejam equipadas com o sensor de componentes.
Se quiser verificar os componentes com o sensor de componentes, este tem de estar configurado
na linha. A seguir, há as alternativas seguintes:
Nova preparação A otimização da preparação atribui automaticamente aos
componentes o sensor de componentes, sempre que este
esteja instalado.
Preparação antiga Aos componentes que devam ser verificados com o sensor
de componentes é atribuído um novo número de encapsula-
mento.
Armazenamento central de dados Se na linha nem todas as máquinas automáticas estiverem
equipadas com o sensor de componentes, para cada compo-
nente que tenha de ser verificado com o sensor é atribuído
um novo número de encapsulamento.
NOTA 7
– O sensor de componentes só pode ser instalado por técnicos de assistência técnica de
SIEMENS AG.
– Volte a calibrar a cabeça C&P de 12 segmentos após a montagem do sensor de componen-
tes com o programa SITEST.
7 Extensões da estação Manual do usuário SIPLACE Série HF
7.12 Módulo laser de co-planaridade Versão de software SR.50x.xx Edição 01/2006 PT
342
7.12 Módulo laser de co-planaridade
Nº do artigo 00119619-xx
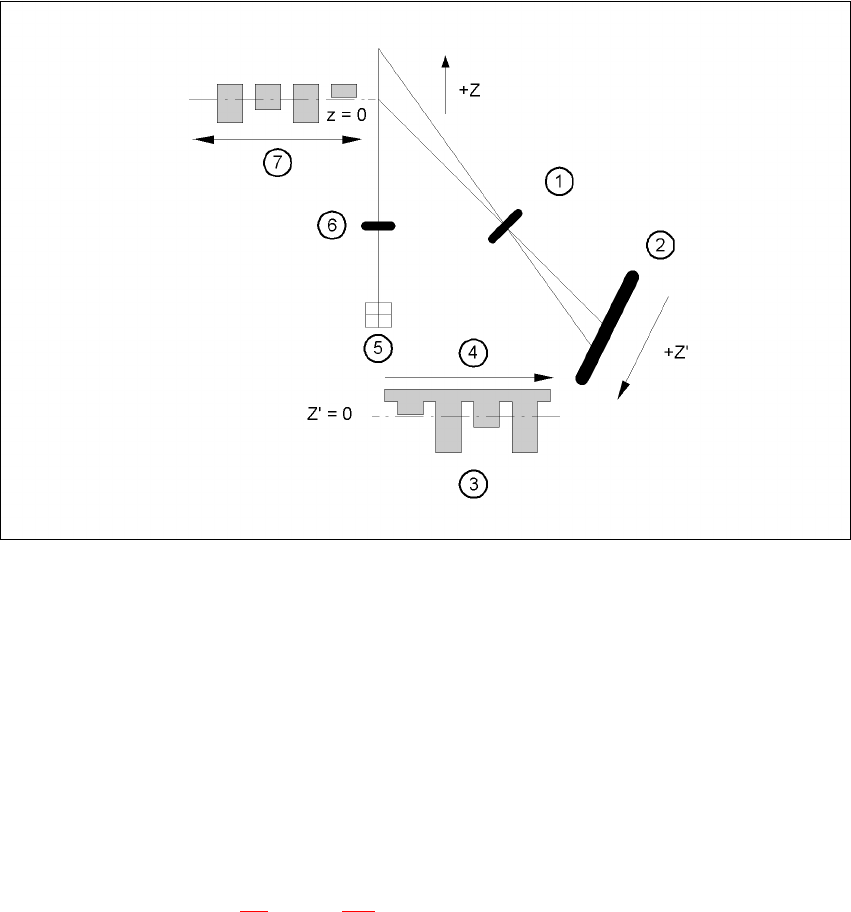
7.12.1 Descrição do funcionamento
Com o módulo laser de co-planaridade são medidas as deformações na vertical dos pinos de co-
nexão dos componentes. A medição da altura dos pinos é feita sem contato segundo o princípio
da triangulação de leitura.
7
Fig. 7.12 - 1 Princípio de medição por triangulação de laser
(1) Sistema óptico de recepção
(2) Detetor
(3) Sinal de medição
(4) Tempo t
(5) Laser
(6) Sistema óptico de emissão
(7) Sentido da deslocação
7
A cabeça TwinHead retira o componente a verificar, faz a sua centragem óptica com a câmara de
componentes (ver a Seção 7.3
, página 318) e faz a sua condução sucessiva com todos os quatro
lados pelo raio laser fixo do módulo laser de co-planaridade. Durante esse processo, o raio laser