JM-20_维修调整要领书.pdf - 第57页
维修调整要领书 2-3 8 ) 从 HEAD MAIN 基板上拆下 LNC120 的编码器电缆, 拆下布设在贴装头左侧的 LNC120 的 LAN 电缆。 9 ) 从贴装头提升气缸用的联管节 Y 上拆下 φ4 空气管。 10 ) 拆下气缸(参照 2-5 )。 11 ) 请用手按住贴装头,同时拆下 M5×20 带垫片螺丝( 8 个),向身前平行移动取出,注意不要碰 到其他元件。 12 ) 装配时请按相反的步骤进行。 13 ) 更换贴装头后…
维修调整要领书
2-2
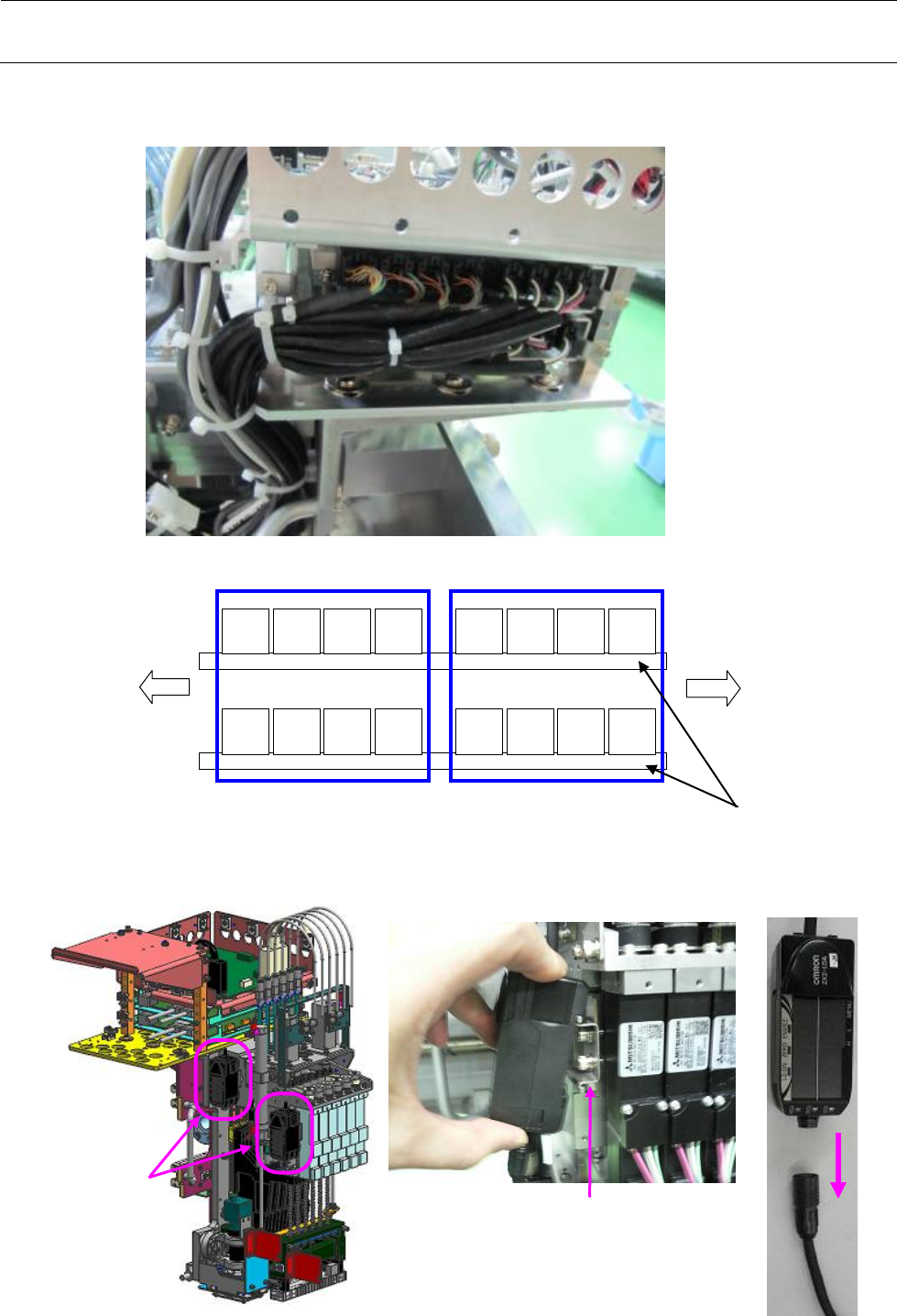
6) 从伺服放大器基板上拆下 Z、θ 电动机线束。
7) 从 HMS_AMP_BASE 上拆下 HMS 放大器,拔掉 电缆。
前侧
后侧
T1
T2
Z1 Z2 Z3 T1 Z1 Z2 Z3
Z4 Z5 Z6 T2 Z4 Z5 Z6
上
下
电源 编码器
Zθ 驱动器
HMS_AMP_BASE
HMS 放大器
维修调整要领书
2-3
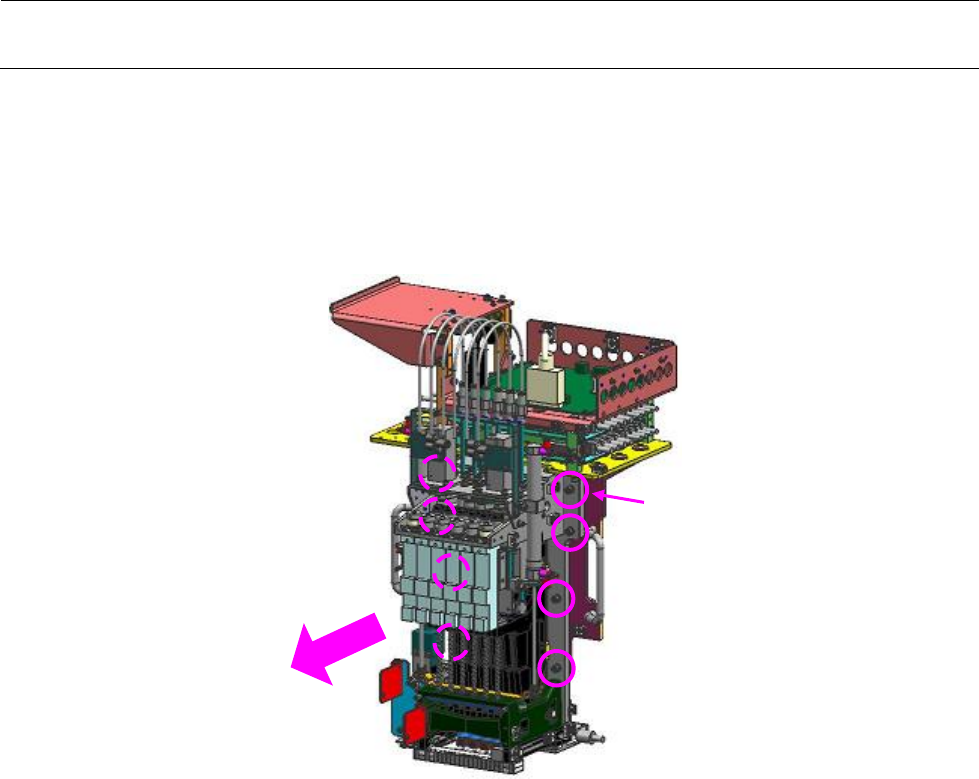
8) 从 HEAD MAIN 基板上拆下 LNC120 的编码器电缆,拆下布设在贴装头左侧的 LNC120 的 LAN 电缆。
9) 从贴装头提升气缸用的联管节 Y 上拆下 φ4 空气管。
10) 拆下气缸(参照 2-5)。
11) 请用手按住贴装头,同时拆下 M5×20 带垫片螺丝(8 个),向身前平行移动取出,注意不要碰
到其他元件。
12) 装配时请按相反的步骤进行。
13) 更换贴装头后,必须从新输入 MS 参数。输入项目请参照 2-8 项。
※ 装配时请对贴装头安装螺丝(6 个)涂敷 LOCTITE242 粘结剂,以安装扭矩 7.0Nm 进行固定。
※ 各电动机的连接器,请参照位置标签连接。
M5×20 带垫片螺丝(×8)
维修调整要领书
2-4
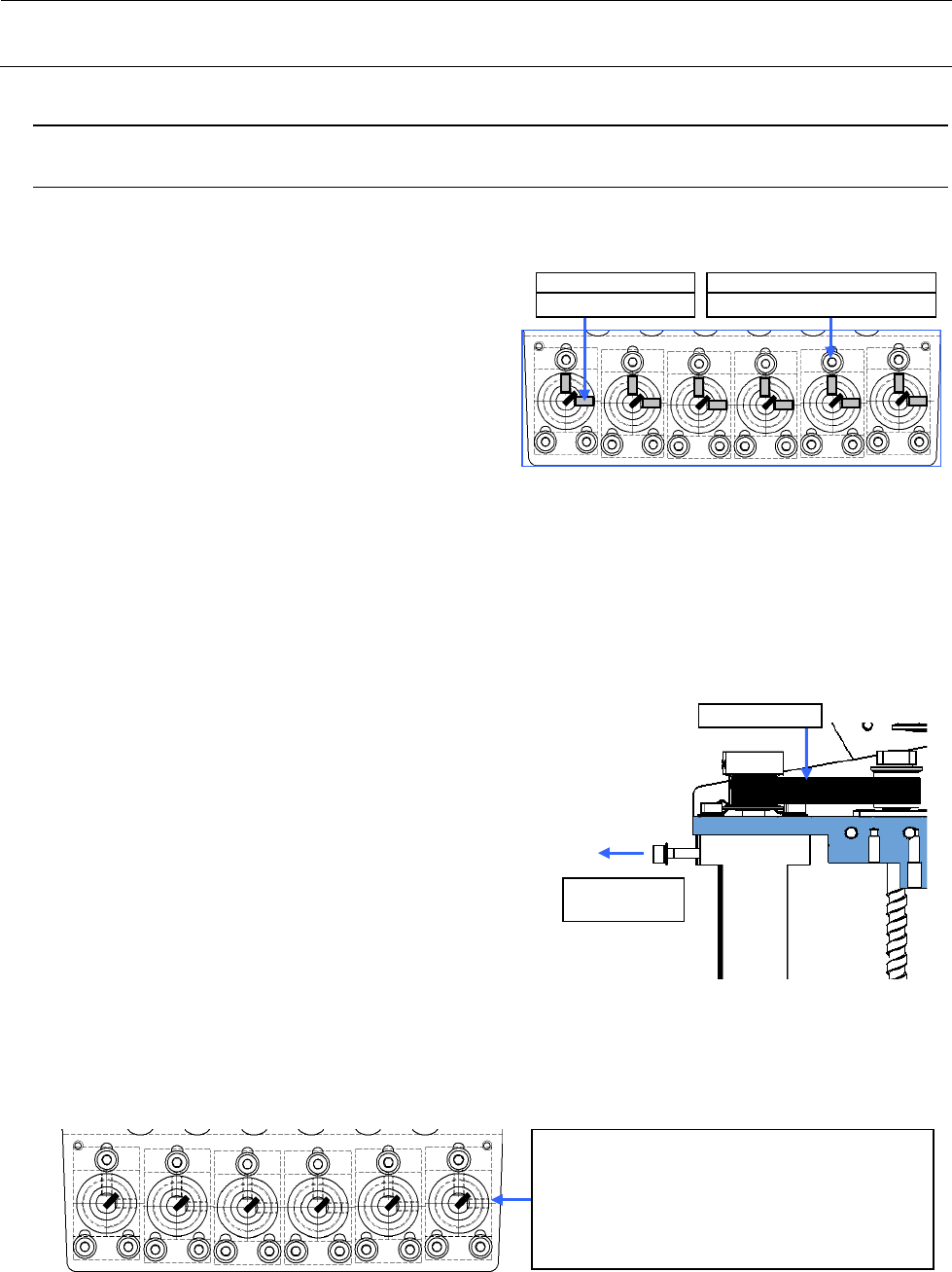
图 2-2-1-1 Z电动机组装部(俯视图)
2-2.
马达的更换
2-2-1.
Z 马达的更换(LNC 贴装头)
更换了Z马达之后,需要进行Z轴原点的位置调整,以及 Z 轴高度有关、激光有关的 MS 参数。
(输入项目请参照 2-7 项。)
1) 从伺服放大器基板上拆下马达线束。
2) 实施到到 2-1-1 的第 1)~第 6)步,拆下贴装
头阀托架。
3) 先松开 Z 马达皮带轮的止动螺钉①。
4) 拆下马达的安装螺钉②(3 个),拔出皮带轮同
时卸下马达。
5) 装配请按相反的步骤进行。
6) 请按以下步骤调整皮带张力。
※ 更换 Z 马达时必须卸下电磁阀(真空发生用电磁阀和真空破坏用电磁阀的组件)。安装和拆卸方法请
参照 3-1-1 项的 1)~5)。
<皮带张力调整步骤>
① 把螺丝插到 Z 马达的螺丝孔,朝箭头方向用杆张力 21.6N
(2.2kgf)的拉力,用安装螺丝固定。
张力计设置值(设计值)
• 张力计输入值
Weight:0.9g/m、Width:8.0mm、Span:45mm
• 合适张力: 10.5±1N
※ 在 Z 马达安装螺丝(3 个)上涂上锁定漆 243 后,拧紧
固定,转矩为 2.3N m。
※ 固定 Z 马达皮带轮的固定螺丝时,应注意 Z 马达轴的平部和皮带轮固定螺丝的方向。固定螺丝的
紧固转矩为 0.5N m。
图 2-2-1-3 Z 电动机皮带轮的组装方法
② 组装后,请获取 MS 参数的基板上面高度。
如果这一值不在-2~+2mm 之间,请重新调整 Z 马达轴与滚珠螺杆的位置关系,再次取得 MS 参
数,并确认基板上面高度在-2~+2mm 之间。
①SM8030312TP
止动螺钉 M3 L=3
②SL6031692TN
带垫片内六角螺栓 M3×16
在将 Z 轴抬到最上面的状态下,如果按左图
所示,在轴标记为 2 点钟方向的位置或者轴
的 D 形切面为图示的位置时将 Z 马达皮带轮
固定,即达到 2)项的条件。
同步皮带 Z
21.6N (2.2kgf)
拉
图 2-2-1-2 同步皮带 Z