TR7007SII_Software_ch_v1-1-2.pdf - 第128页
Test Research, Inc. 124 TR 7007 User Guide – Softwa re 3. 可選擇顯示前刮刀 ( 前段 ) 、後刮刀 ( 後段 ) 及 初始中的刮刀 ( 中段 ) 所刷出 的錫膏偏移量。 擦拭: 設定擦拭鋼板的條件。 1. 平均體積百分比 : 當整板錫膏的平 均體積 超 過所設的上下限時讓錫膏 印刷機擦拭鋼板。 2. 單點體積峰值: 當 有錫膏的最高高 度超過所設的上下限 時讓錫膏印刷 機擦拭鋼板…
Test Research, Inc.
TR7007 User Guide – Software 123
<回饋功能設定>
回饋即是把整板錫膏偏移的量回傳至錫膏印刷機,讓錫膏印刷機調整印錫位置。在設
定好印刷機廠牌後進入印刷機設定視窗。
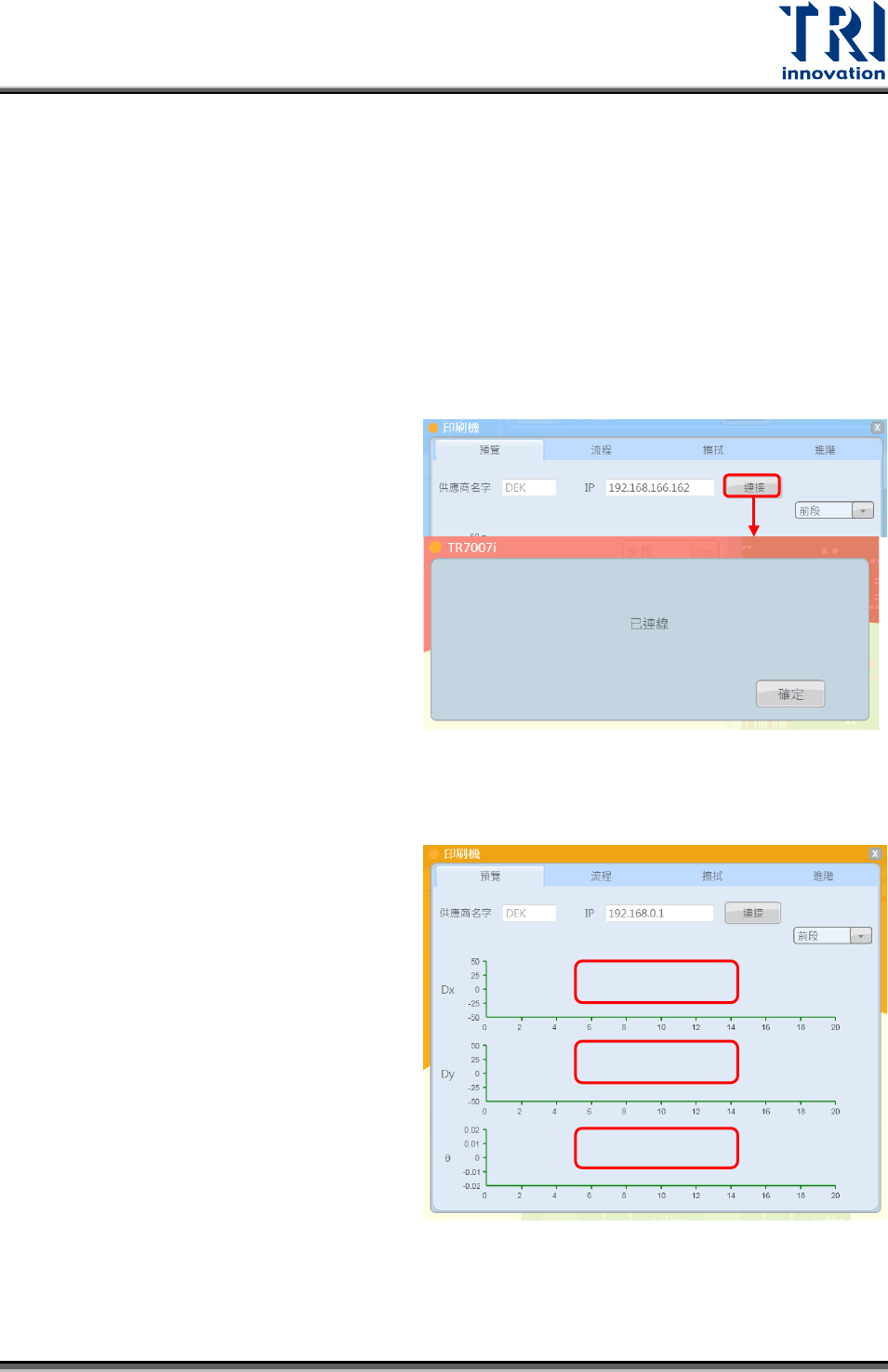
預覽:
1.設定印刷機 IP 位址。首先須在錫膏
印刷機機台新增[XML]資料夾並且開
放分享權限(可讀寫),接著在[XML]
資料夾裡面新增[FromSPI] 與
[ToSPI]資料夾,接著在圖示中的欄
位輸入印刷機 IP,並點選連結,連
結成功後會跳出已連線訊息。
2.可顯示近 20 片板子整板偏移量以及
旋轉角度。
X 方向偏移
量
Y 方向偏移
量
進板角度
Test Research, Inc.
124 TR7007 User Guide – Software
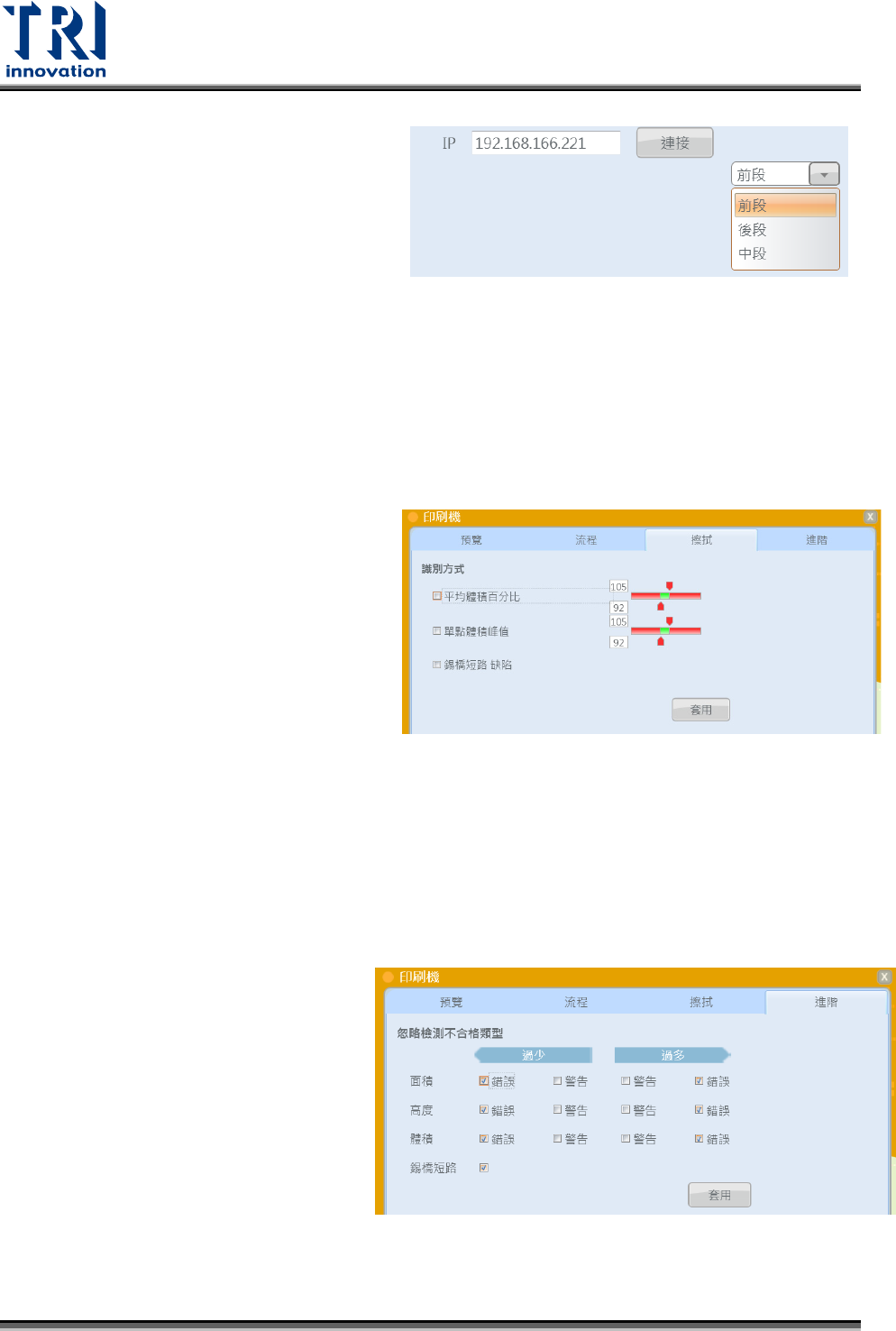
3.可選擇顯示前刮刀(前段)、後刮刀
(後段)及初始中的刮刀(中段)所刷出
的錫膏偏移量。
擦拭:
設定擦拭鋼板的條件。
1.平均體積百分比:當整板錫膏的平
均體積超過所設的上下限時讓錫膏
印刷機擦拭鋼板。
2.單點體積峰值:當有錫膏的最高高
度超過所設的上下限時讓錫膏印刷
機擦拭鋼板。
3.錫膏短路缺陷:當有錫膏發生短路
的情況時讓錫膏印刷機擦拭鋼板。
進階:
設定那些錫點不計入整板錫膏偏移
量的運算,以圖中面積為例,面積
過少或過多(不在面積標準上下限範
圍內)的錫點不會帶入整體錫膏偏移
量的計算。
Test Research, Inc.
TR7007 User Guide – Software 125
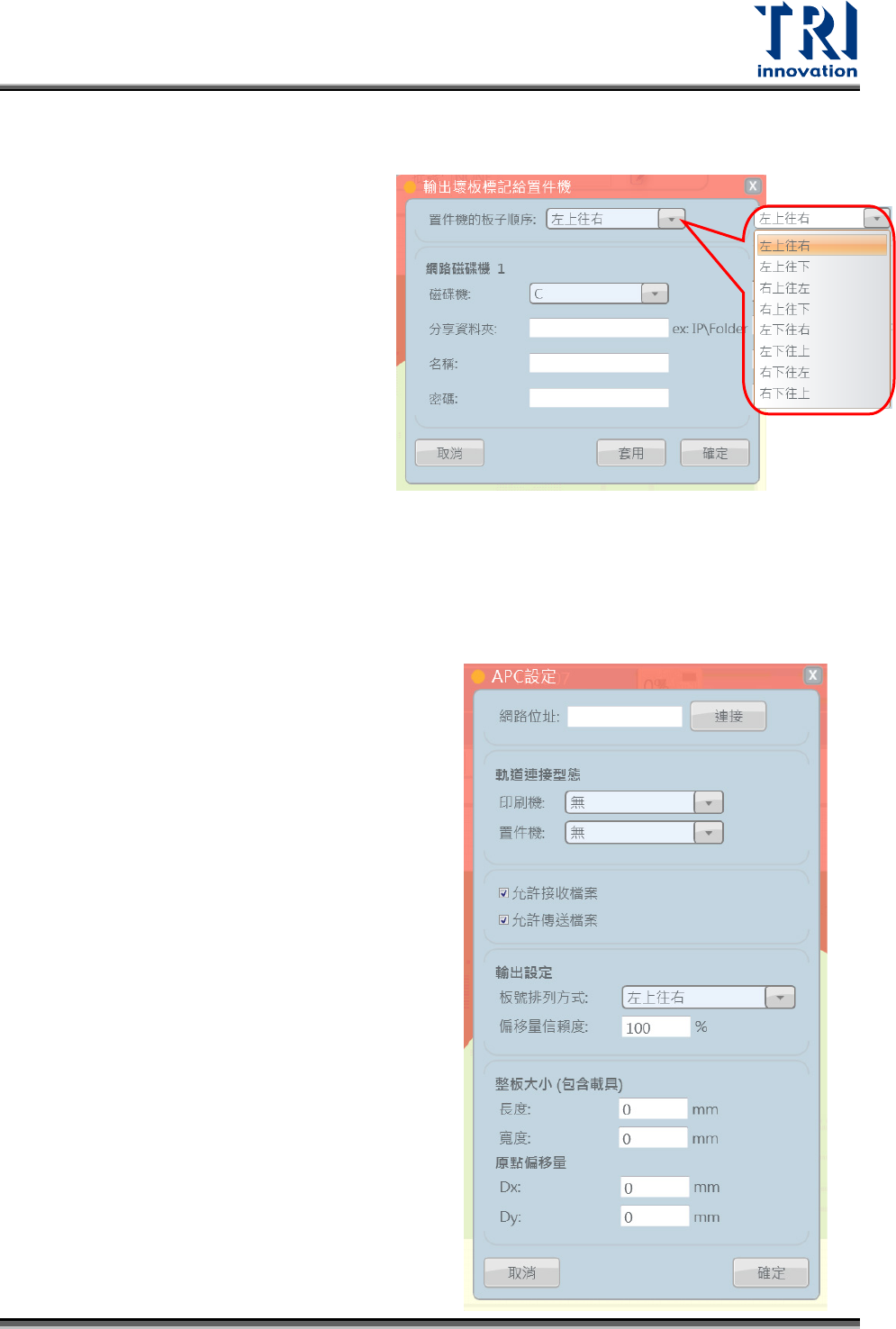
<前饋功能設定>
1.設定打件機的板子順序。
2.設定網路磁碟機,連結到打件機
的分享資料夾。
3.設定打件機電腦的名稱與密碼。
<APC 系統>
APC 系統是跟 Panasonic 錫膏印刷機、Panasonic 打件機連結成一個封閉迴路的系
統,SPI 會丟出錫膏偏移與旋轉的資訊回傳到錫膏印刷機,忽略板與錫膏偏移的訊息
到打件機。
1.設定 Panasonic 伺服器的 IP 位
置。
2.設定軌道類型。
3.設定打件機板號順序。
4.設定偏移量信賴度,假設偏移量
信賴度設為 80%,打件機會以
SPI 機台檢測到的偏移量的 80%
來打件。
5.設定整板大小(包含載具的尺寸)
6.設定原點偏移量(載具左下角至板
子左下角)