NXT-II 安装手册.pdf - 第82页
3. 机器的安装 QD139-11 70 NXT II 安装手册 01SET -0361S ᨛᶘ ᑳ᭭ᏺㆅ ᶘⱘᅮ㣗ೈ կ఼᭭
QD139-11 3. 机器的安装
NXT II 安装手册 69
9. 向右拧紧锁定旋钮。
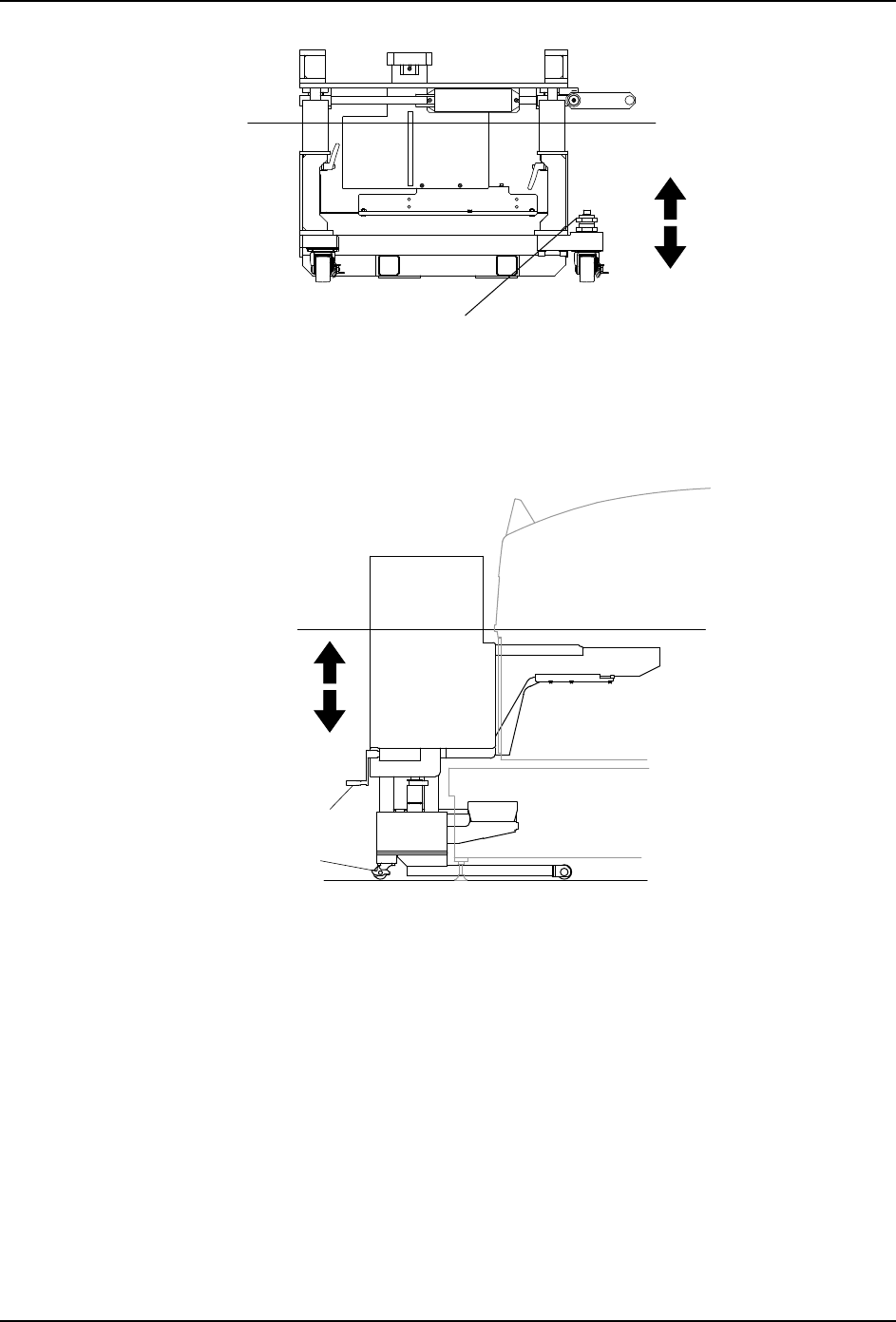
10.旋转折叠式手柄,通过调节料盘单元 -LTC 的高度来调整 Y 轴方向上的水平度。
注意 )由于料盘单元 -LTC 处于被机器夹紧的状态,大幅度调整高度可能使连接销损坏。请慢
慢小心的进行调整。
11.紧固锁定杆。
12.锁定左右的脚轮。
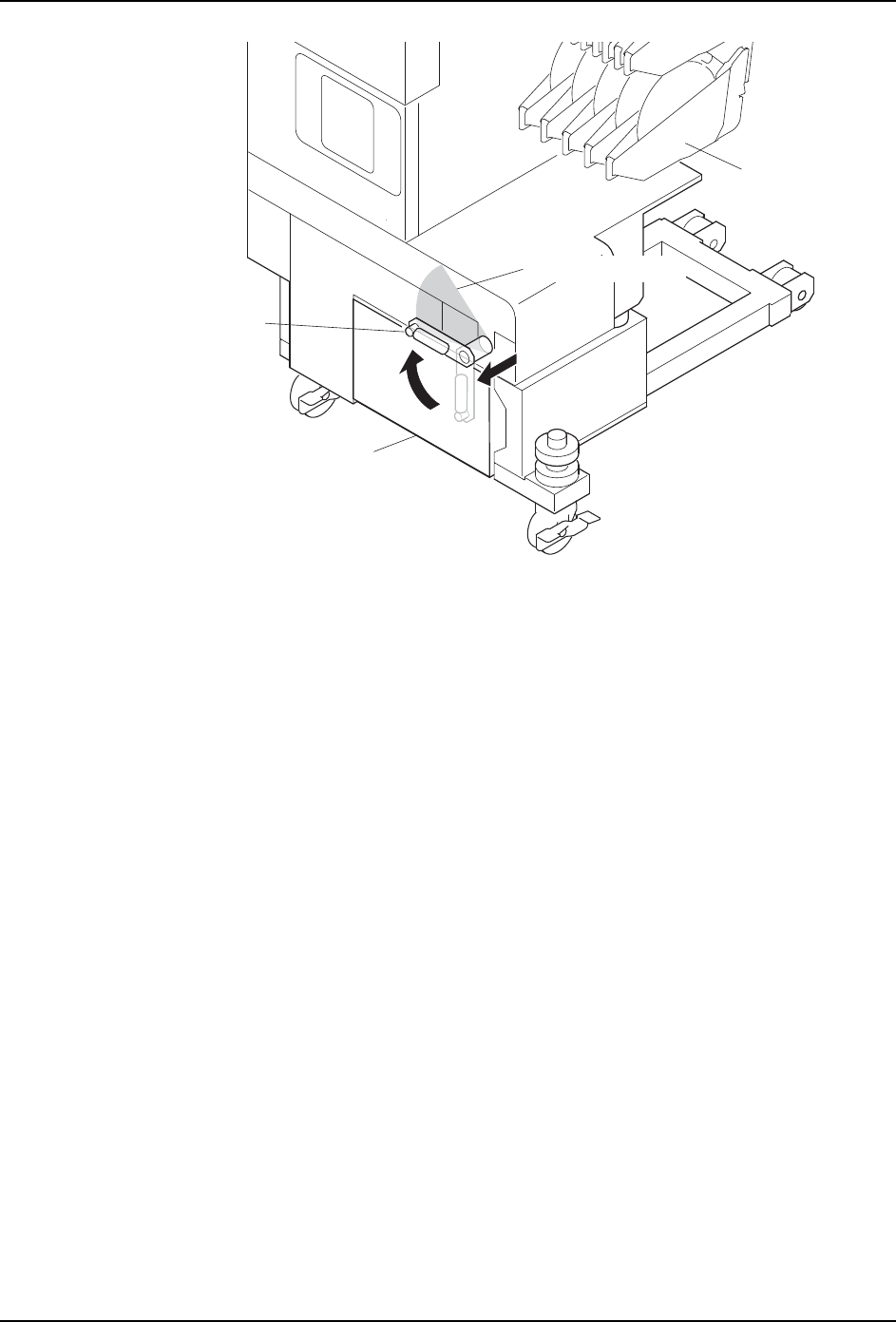
13.将折叠式摇手柄固定在不影响拆除废料带箱、供料器的位置。在拉出摇手柄的状态下旋
转,将摇手柄插入下图所示的范围内。
01SET-0132S
XX'
䇗ᭈᮟ䪂
01SET-0134S
ᡬᓣᶘ
㛮䕂
YY'
3. 机器的安装 QD139-11
70 NXT II 安装手册
01SET-0361S
ᨛᶘ
ᑳ᭭ᏺㆅ
ᶘⱘᅮ㣗ೈ
կ఼᭭
QD139-11 4. Fuji Flexa 生产线构成的设定
NXT II 安装手册 71
4. Fuji Flexa 生产线构成的设定
4.1 前言
为使 NXT-2 机器可以和 Fuji Flexa 通信,必须正确设置工厂(Factory)。附加软件服务器
与 NXT-2 通信时也需要使用该数据。在生产线设置过程中输入的信息可被 Job 读取,并由此
制作 Job 生产线配置。这意味着正确设置好 NXT-2 机器后,Job 可以轻松加载到整个生产线。
此外,还可以保证 NXT-2 机器与工厂 / 生产线相吻合。也可以从导向器进行访问,使用生产
线编辑工具设置 NXT-2 机器。
NXT-2 机器同 Fuji 旧机型相比较,生产线组成方式有很大不同。Fuji 的旧机型的每台机器
表示生产线上的不同机器,而 NXT-2 机器则是即使是基座分离时,也可以将邻接的数台 NXT-
2机器都作为1台NXT-2机器进行设置。因此有可能出现由几台NXT-2机器组成的生产线中
只有 1 台机器设置的情况。Flexa 正是以这样的方式将成组的 NXT-2 基座 / 模组视为 1 台机
器,进行生产线平衡调节、优化配置以及传送操作。
4.2 普通设定
4.2.1 建立工厂
新建工厂的操作步骤如下。若是在现有的工厂中设置新的生产线,则无须进行此操作。
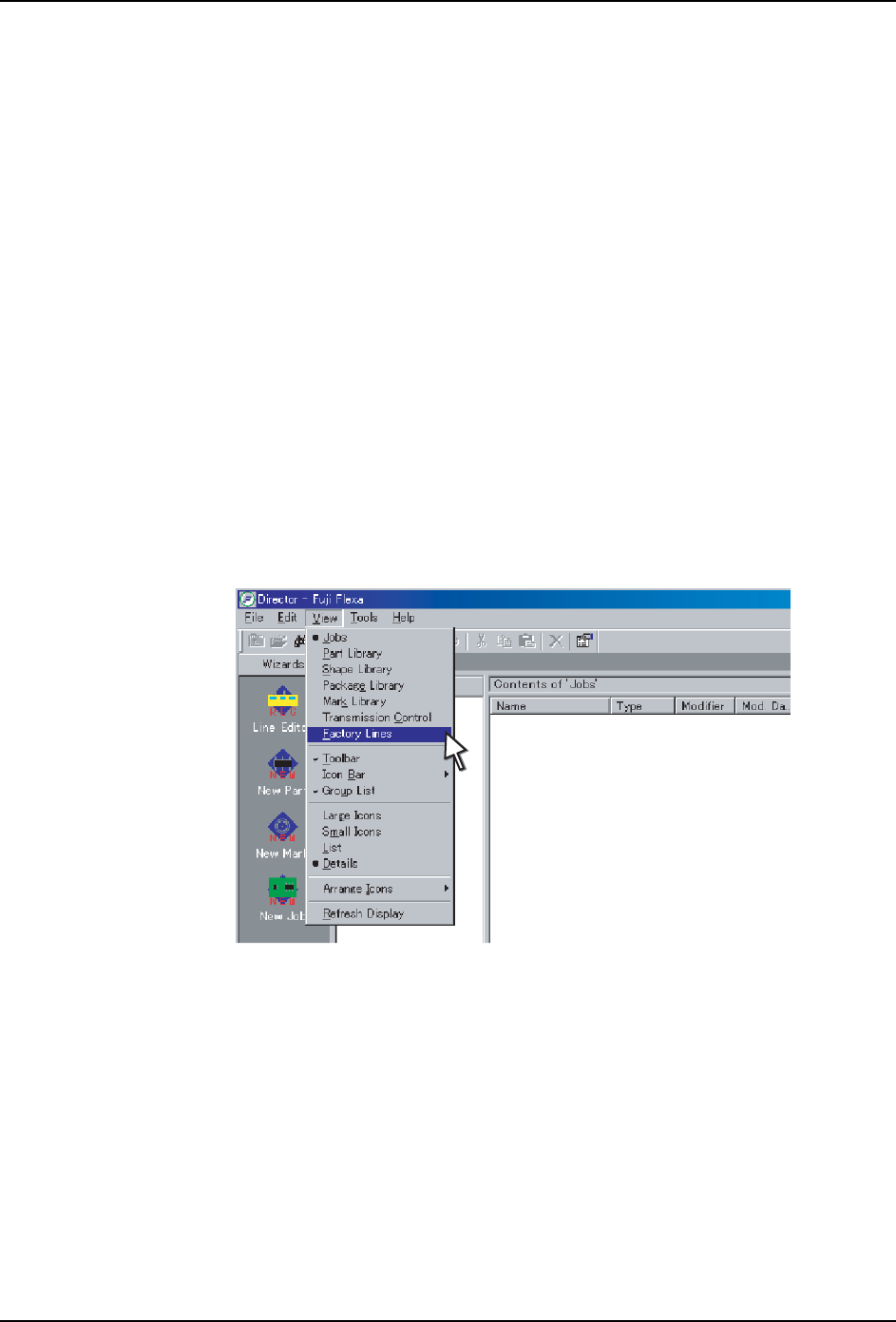
1. 从导向器 [ 查看 ] 菜单中选择 [ 生产线 ]。
01SET-0283E