N7201A417C.pdf - 第144页
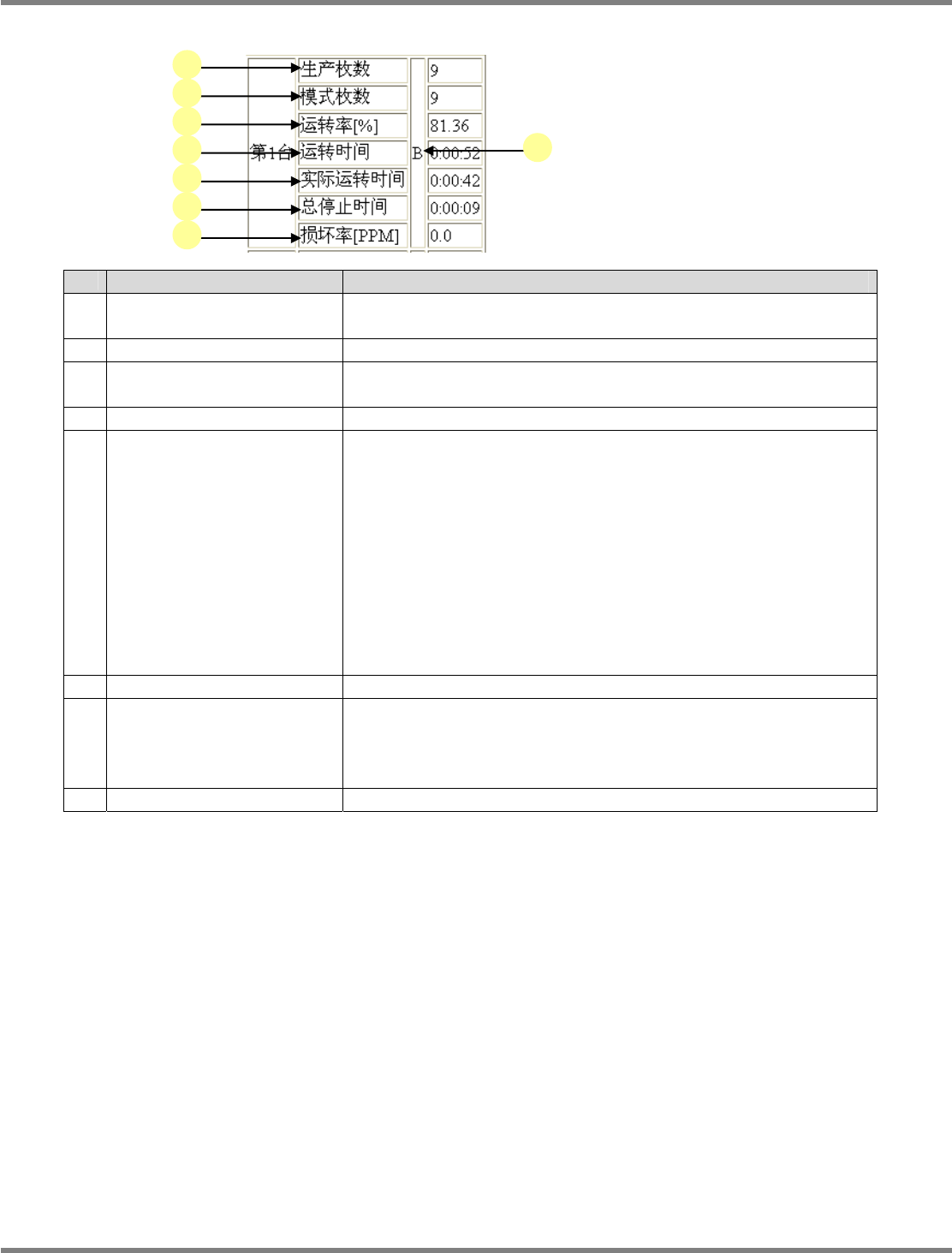
NPM-D LNB 3.1 生产管理信息 Page 3-8 EJM1DC-MB-03L-0 0 F) 运转信息 名称 说明 a 生产枚数 通过生产线的基板枚数。 ( 生产枚数 = 贴装完成的枚数 + 只通过的枚数 ) b 模式枚数 实际生产 ( 贴装 ) 的模式数。 c 运转率 [%] 在生产模式中机器实际进行贴装动作 的时间比率。 ( 运转率 = 实际运转时间 / 运转时间 ) d 运转时间 机器处于生产模式的时间。 e 实际运转时间…
NPM-D
LNB
3.1
生产管理信息
EJM1DC-MB-03L-00 Page 3-7
C)
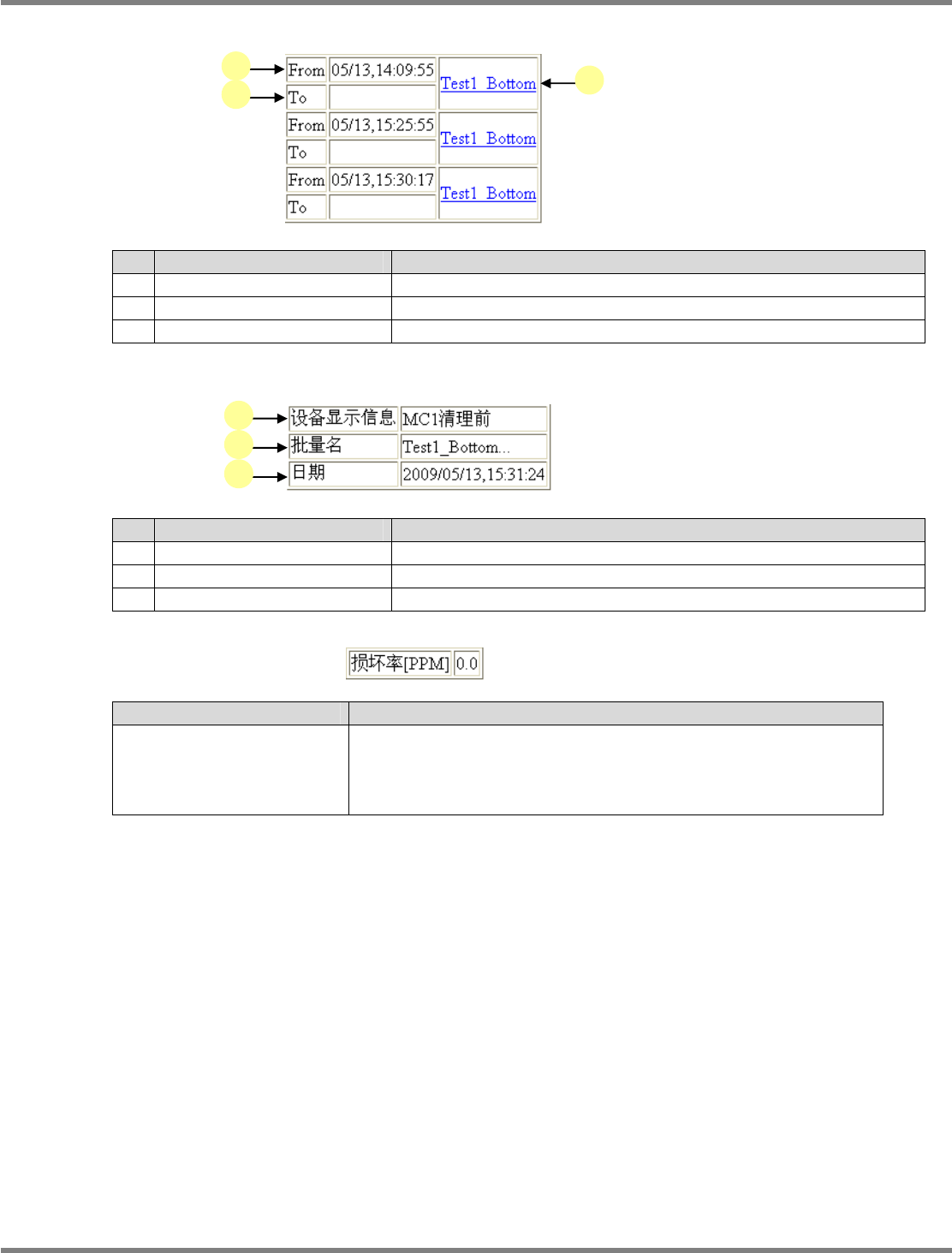
批量列表
名称
说明
a From
在表示对象转换中,生产相应的批量期间的生产开始时间。
b To
在表示对象转换中,生产相应的批量期间的生产结束时间。
c
(
批量名
)
在表示对象转换中,生产批量的名称。
D)
设备显示信息
名称
说明
a
设备显示信息
取得所显示的生产管理信息的时期。
b
批量名
生产批量的名称。
c
日期
取得所显示的生产管理信息的具体日期和时间。
E)
生产线信息
名称
说明
损坏率
[PPM]
用以下的算式计算仕损率。
总误差合计
/
总吸着次数
×
1000000
∗
总错误合计是
吸着错误、认识错误、落下错误、贴装错误、厚度错
误、写装置元件落下错误的合计次数。
3-1015
a
b
c
3-1016
a
b
c
3-1017
NPM-D
LNB
3.1
生产管理信息
Page 3-8 EJM1DC-MB-03L-00
F)
运转信息
名称
说明
a
生产枚数
通过生产线的基板枚数。
(
生产枚数
=
贴装完成的枚数
+
只通过的枚数
)
b
模式枚数
实际生产
(
贴装
)
的模式数。
c
运转率
[%]
在生产模式中机器实际进行贴装动作的时间比率。
(
运转率
=
实际运转时间
/
运转时间
)
d
运转时间
机器处于生产模式的时间。
e
实际运转时间
单轨和双轨,以及双轨的交替贴装方式和独立贴装方式的定义不同。
・
单轨、双轨独立贴装
:
从进入生产模式后的时间内减去因等待前后工序或错误等造成的贴
装停止时间后的时间。
(
实际运转时间=运转时间-总停止时间
)
・
双轨交替贴装
:
从进入生产模式后的时间内减去因等待前后工序或错误等造成的贴
装停止时间,以及搬送时间后的时间。
(
实际运转时间=运转时间-总停止时间-
搬送时间
)
∗
为了能够在最佳双轨交替贴装动作下消除因搬送所致的损失时
间。
f
总停止时间
机器在生产中停止的时间。
g
损坏率
[PPM]
用以下的算式计算仕损率。
总误差合计
/
总吸着次数
×
1000000
∗
总错误合计是
吸着错误、认识错误、落下错误、贴装错误、厚度错
误、写装置元件落下错误的合计次数。
h B
仅在相应机器是薄弱环节的情况下显示。
3-1010
a
b
c
d
e
f
g
h
NPM-D
LNB
3.1
生产管理信息
EJM1DC-MB-03L-00 Page 3-9
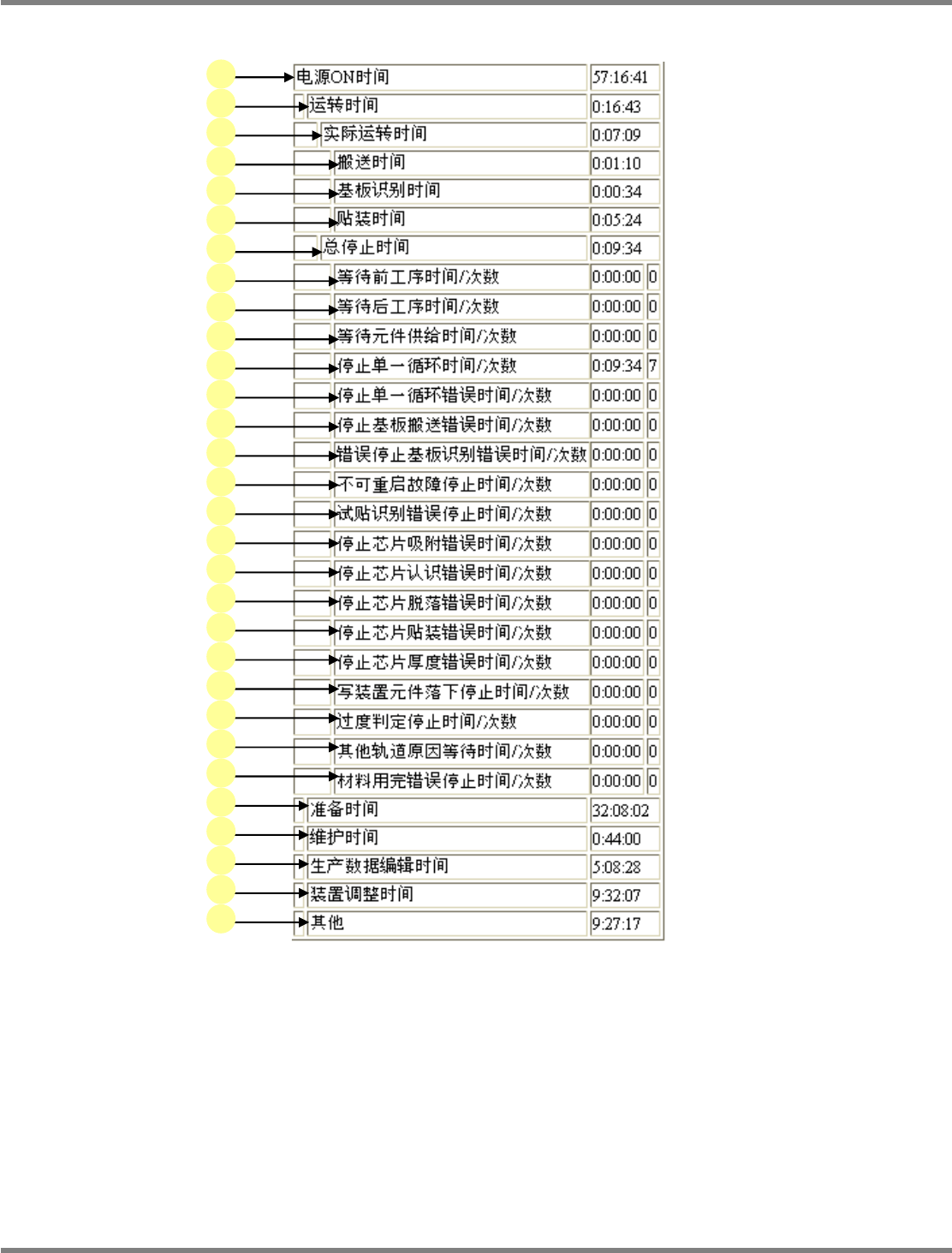
G)
各机器停止信息
3-1011
a
b
c
d
e
f
g
h
i
j
k
l
m
n
o
p
q
r
s
t
u
v
z
aa
ab
ac
ad
w
x
y