N7201A417C.pdf - 第211页
NPM-D LNB 4.3 详细设定 EJM1DC-MB-04L-00 Page 4-17 合计动作设定项目 在合计动作设定中设定的项目如下所 示。 项目 说明 余数警告设定 ∗ 1 设定发出余数警告时的阈值。 托盘的警告开始时间 托盘可生产的剩余时间达到了设定时 间以下时开始发出余数警 告。 托盘可生产的剩余时间是指离托盘的 剩余元件数到达 "0" 还有多 长时间。 供料器的警告开始时间 供料器可生产的剩余时间…
NPM-D
LNB
4.3
详细设定
Page 4-16 EJM1DC-MB-04L-00
4.3.5
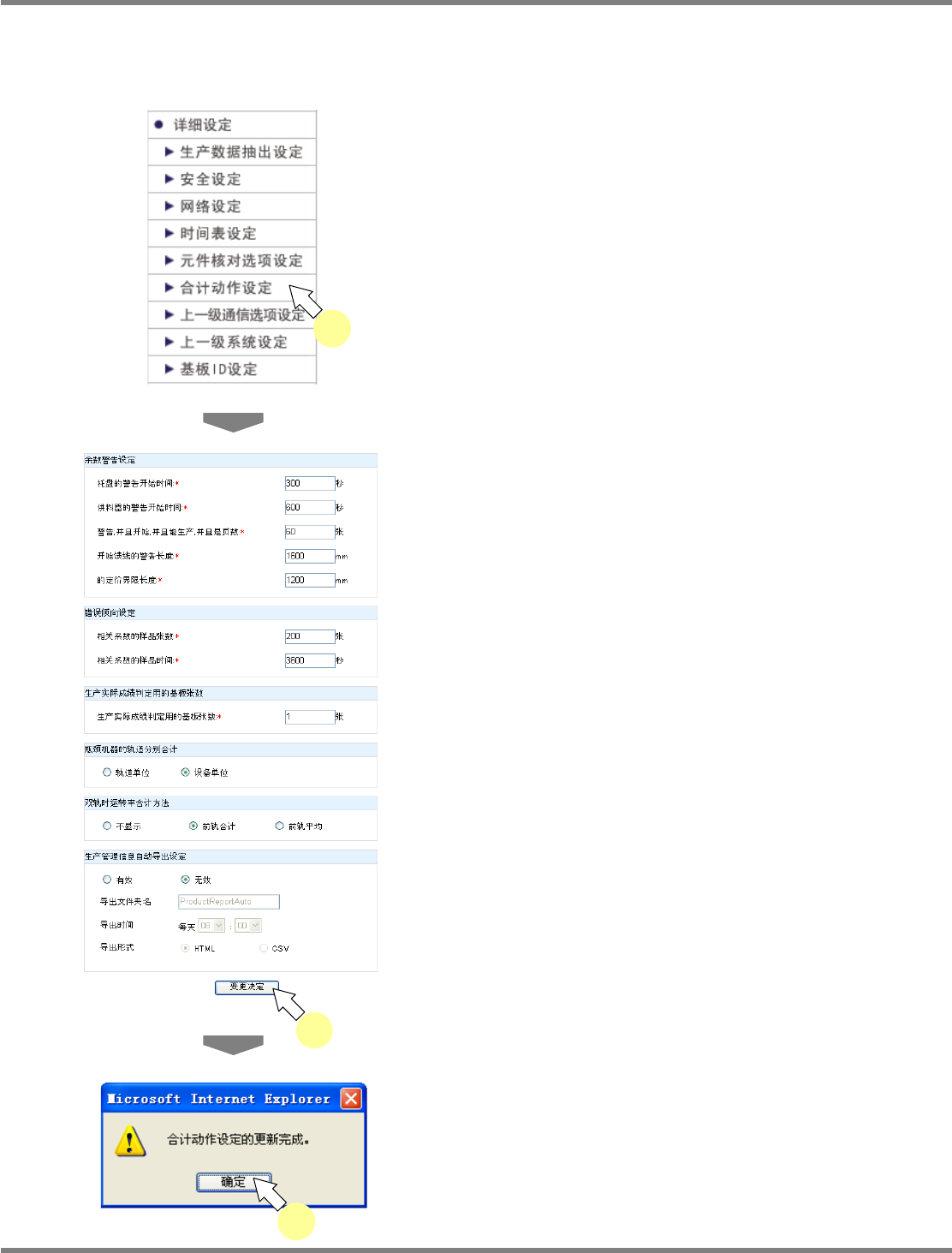
合计动作设定
进行合计动作的设定。
1
在菜单中选择
[
详细设定
]
的
[
合计动作
设定
]
。
•
显示出
<
合计动作设定
>
画面。
2
在想变更的项目里输入信息,按
[
变更
决定
]
。
•
启动时已设定默认值。关于设定项目的详细,
请阅读下一页的合计动作设定项目。
∗
有
‘
∗
’
标记的项目必须输入。
•
显示出合计动作设定更新完成的信息。
3
按
[
确定
]
。
4-3022
2
4-3023
3
4-3001
1
NPM-D
LNB
4.3
详细设定
EJM1DC-MB-04L-00 Page 4-17
合计动作设定项目
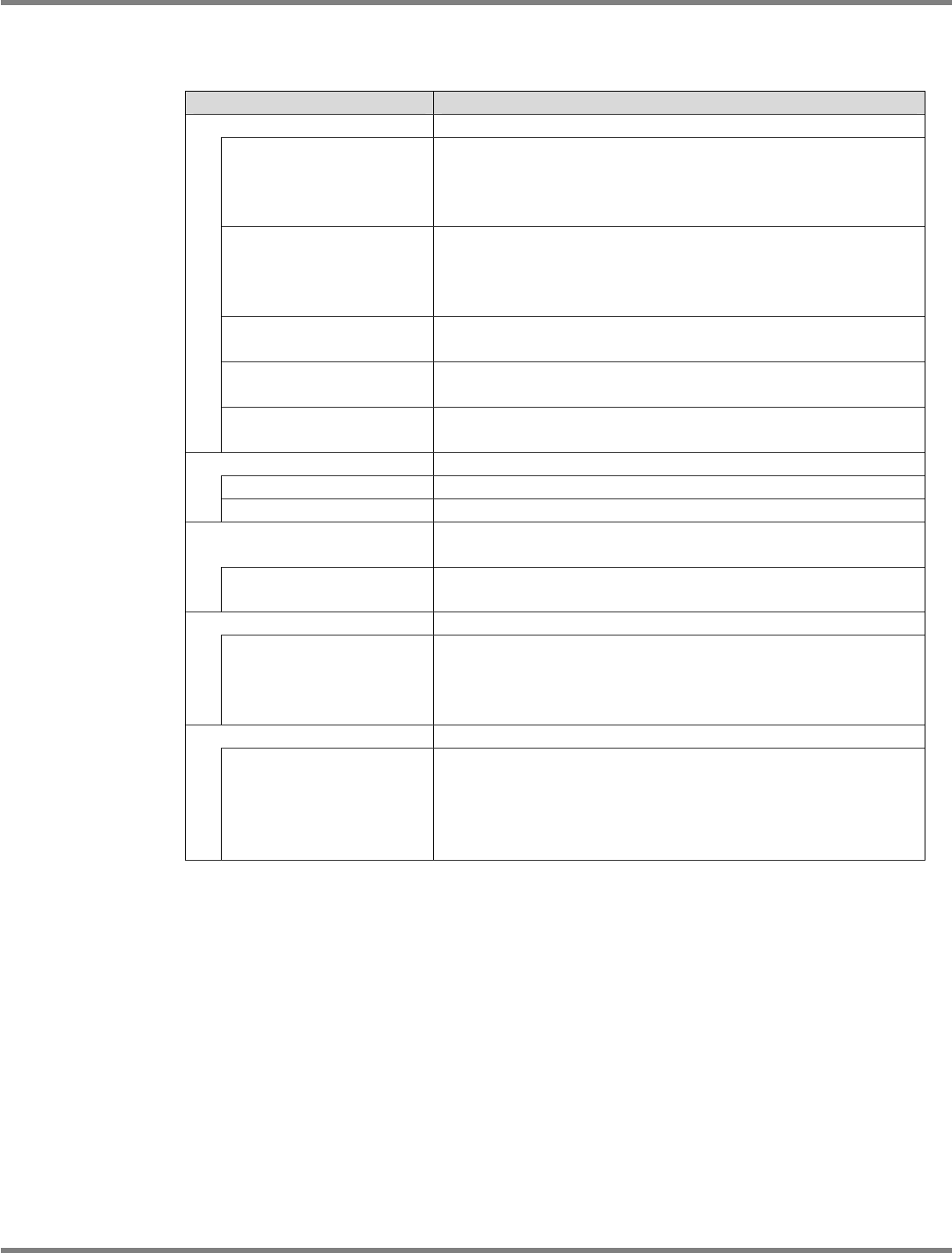
在合计动作设定中设定的项目如下所示。
项目
说明
余数警告设定
∗
1
设定发出余数警告时的阈值。
托盘的警告开始时间
托盘可生产的剩余时间达到了设定时间以下时开始发出余数警
告。
托盘可生产的剩余时间是指离托盘的剩余元件数到达
"0"
还有多
长时间。
供料器的警告开始时间
供料器可生产的剩余时间达到了设定时间以下时开始发出余数
警告。
供料器可生产的剩余时间是指离供料器上安装的卷带剩余编带
长度到达拼接界限长度还有多长时间。
警告,并且开始,并且能
生产,并且是页数
设备可生产的剩余时间达到了设定枚数以下时开始发出余数警
告。
开始馈段的警告长度
供料器上安装的卷带剩余编带长度到达
(
设定长度
+
拼接界限
长度
)
时开始发出余数警告。
的定价界限长度
是指可进行拼接的编带长度。编带的剩余长度达到了该界限长度
以下,则无法进行编带拼接。
错误倾向设定
∗
2
设定算出错误倾向的相关系数时所需的样品数目。
相关系数的样品张数
设定算出相关系数时所用的生产张数。
相关系数的样品时间
设定算出相关系数时所用的生产时间。
生产实际成绩判定用的基板张
数
进行显示在
DGS
画面上的、在生产数据中是否存在生产实际成
绩之功能的动作设定。
生产实际成绩判定用的基
板张数
设定判定生产实际成绩所需的生产基板数量。
瓶颈机器的轨道分别合计
设定在设备的信号塔上显示瓶颈机器的方法。
轨道单位/设备单位
如果选择轨道单位,每个轨道的属于设备瓶颈的瓶颈指示灯将会
闪烁。有时
2
台设备的瓶颈指示灯会闪烁。
如果选择设备单位,属于设备瓶颈的
1
台设备的瓶颈指示灯将会
闪烁。
双轨时运转率合计方法
在生产管理信息下,设定计算机器整体运转率的方法。
不显示/前轨合计/前轨
平均
如果选择
‘
不显示
’
,将不显示机器整体的运转率。
如果选择
‘
前轨合计
’
,将会以前后轨道运转率的合计来显示机器
整体的运转率。
如果选择
‘
前轨平均
’
,将会以前后轨道运转率的平均来显示机器
整体的运转率。
∗
1 :
在余数警告设定中如果把阈值设为
“0”
,相应的阈值的警告功能将被视为处于
“OFF”
,不会发出
余数警告。
∗
2 :
关于算出相关系数所需的样品,如果满足上述
2
个条件中的任何
1
个时将使用该样品。此外,
如果对任何
1
个样品输入
“0”
,仅用另一个样品算出相关系数。
NPM-D
LNB
4.3
详细设定
Page 4-18 EJM1DC-MB-04L-00
项目
说明
生产管理信息自动输出设定
设定自动输出生产管理信息的功能。
有效/无效
选择了有效,自动输出生产管理信息的功能转为有效。
输出文件夹名
设定输出生产管理信息的文件夹名称。
输出的文件夹将会被编制在
LNB
内的
“othersysytem”
文件夹下。
输出时间
设定输出生产管理信息的时间。
输出形式
在
HTML
形式和
CSV
形式中选择以哪种方式输出。