00193924-03.pdf - 第341页
Manuale per l'uso SIPLACE serie HF 7 Am pliamenti della stazione Versione sof tware SR.50x.xx Edizione 01/2006 IT 7.11 Sens ore dei componenti 341 ISTRUZIONE 7 Misura ndo compo nenti 0 201 co n la pipe tta 906 il se…
7 Ampliamenti della stazione Manuale per l'uso SIPLACE serie HF
7.11 Sensore dei componenti Versione software SR.50x.xx Edizione 01/2006 IT
340
7.11.1 Descrizione del funzionamento del sensore CO
Sensore dei componenti (No. art. 00118021-01)
Il sensore dei componenti si fissa sul lato inferiore della carcassa della testa Collect&Place da 12
segmenti (vedi Fig. 7.11 - 1
). Legge in scansione i contorni di un componente e controlla se nella
pipetta c'è un componente. Allo stesso tempo determina l'altezza del componente. Con questi dati
si può determinare se il componente è attaccato alla pipetta in posizione normale o nell'angolo
superiore. Il controllo dell'altezza è possibile per componenti d'altezza da 0,1 mm a 4 mm. Nei
componenti più grandi si controlla solo la presenza del componente nella pipetta.
Il sensore CO viene configurato nell'editor di forma involucro del calcolatore SIPLACE Pro.
Tutte le pipette, anche le pipette speciali, possono essere lette in scansione con il sensore CO.
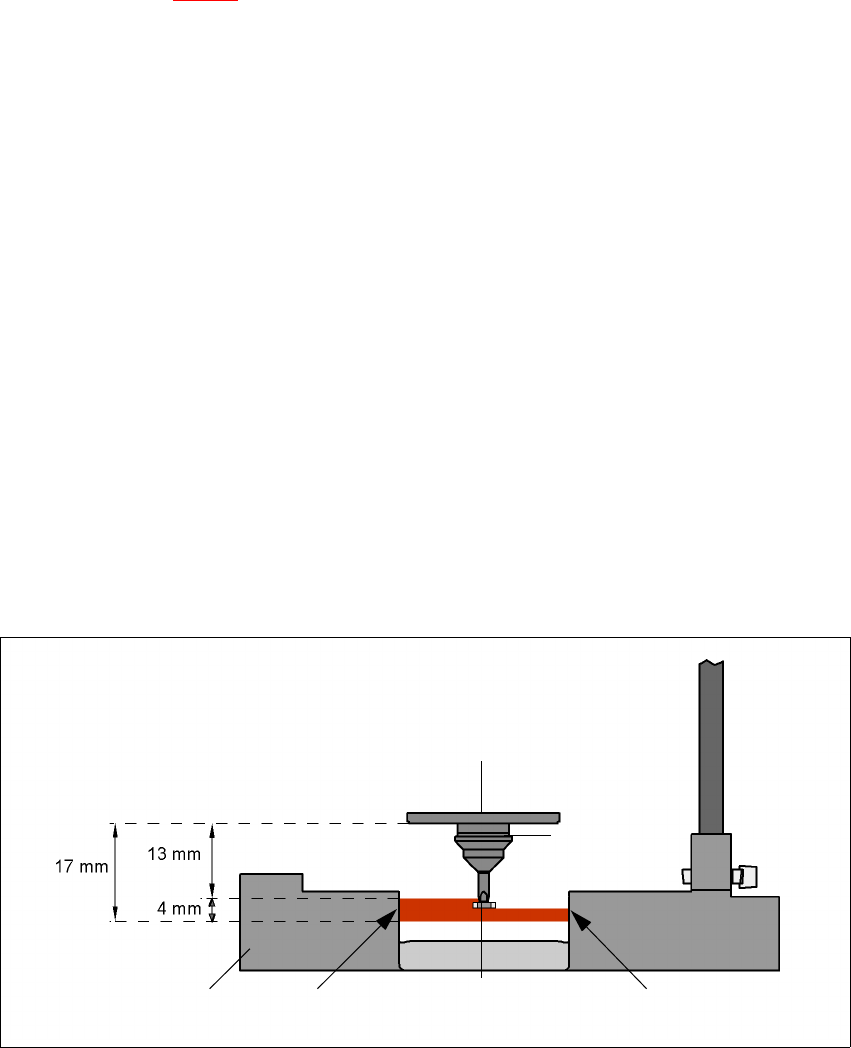
7.11.2 Condizioni di misura
Per ottenere una misurazione valida devono essere soddisfatte le due condizioni seguenti:
– la punta vuota della pipetta deve essere colpita dal raggio di luce durante il processo di
calibrazione.
– La punta della pipetta deve trovarsi dentro al raggio di luce con il componente.
– Lunghezza minima della pipetta 13 mm.
– Lunghezza della pipetta + altezza del componente + tolleranza < 17 mm
Tenendo conto di queste condizioni di misura è possibile determinare la presenza o l'assenza di
un componente o l'altezza del componente. La differenza minima dell'altezza è di 100 µm.
7
Fig. 7.11 - 2 Sensore del componente, principio di funzionamento
7
7
Disco incrementale
Componente
Pipetta
LED IR FototransistoreSensore del componente
in sezione trasversale
Manuale per l'uso SIPLACE serie HF 7 Ampliamenti della stazione
Versione software SR.50x.xx Edizione 01/2006 IT 7.11 Sensore dei componenti
341
ISTRUZIONE 7
Misurando componenti 0201 con la pipetta 906 il sensore dei componenti è assolutamente
necessario perché non si può eseguire la misurazione del vuoto.
Anche nel montaggio di altri elementi più piccoli come 0402 o 0603, l'uso del sensore dei compo-
nenti può migliorare il dpm-rate. Ricordare che nella scelta del sensore dei componenti nella lista
forme involucro si può montare il componente anche per macchine munite di sensore dei compo-
nenti.
Se si desidera controllare componenti con il sensore CO, quest'ultimo deve essere configurato
nella linea. Si hanno quindi le seguenti alternative:
Nuovo allestimento L'ottimizzazione dell'allestimento assegna il componente al sensore
CO automaticamente, se esso è installato.
Vecchio allestimento Allestimento per componenti che devono essere controllati con il
sensore CO, viene assegnato un nuovo numero di FI.
Tenuta centrale dei dati Se non tutti i dispositivi automatici della linea sono dotati di sensore
CO, ad ogni componente che deve essere controllato con il sensore
CO viene assegnato un nuovo numero di forma involucro.
ISTRUZIONE 7
– Il sensore CO può essere installato solo da tecnici d'assistenza della SIEMENS AG.
– Dopo l'installazione del sensore CO, ricalibrare la testa C&P a 12 segmenti con il programma
SITEST.
7 Ampliamenti della stazione Manuale per l'uso SIPLACE serie HF
7.12 Modulo laser di coplanarità Versione software SR.50x.xx Edizione 01/2006 IT
342
7.12 Modulo laser di coplanarità
Articolo n. 00119619-xx
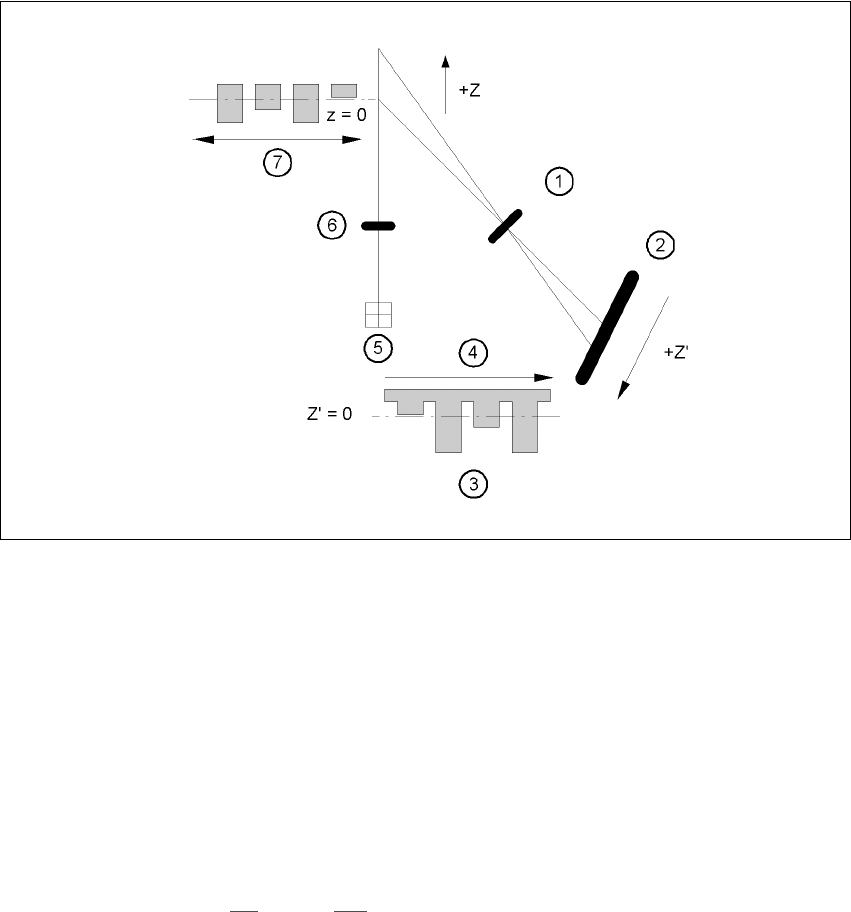
7.12.1 Descrizione del funzionamento
Con il modulo laser di coplanarità si misurano le curvature verticali dei piedini d’allacciamento di
componenti. La misurazione dell’altezza dei piedini ha luogo senza toccarli, in base al principio di
triangolazione al laser.
7
Fig. 7.12 - 1 Principio di misura di triangolazione al laser
(1) Sistema ottico del destinatario
(2) Rilevatore
(3) Segnale di misura
(4) Tempo t
(5) Laser
(6) Sistema ottico d’invio
(7) Direzione di spostamento
7
La testa TwinHead preleva il componente da controllare, lo centra otticamente con la videoca-
mera CO (vedi la sezione 7.3
, pagina 318) e lo trasporta l’uno dopo l’altro con tutti e quattro i lati
sul raggio laser fisso del modulo laser di coplanarità. Ogni piedino di allacciamento viene letto dal