00193924-03.pdf - 第351页
Manuale per l'uso SIPLACE serie HF 7 Am pliamenti della stazione Versione software SR.50x.xx Edizione 01/2006 IT 7.13 SIPLACE Prod uctivity-Lift 351 7.13.3 V a nt aggi del Productivity-Lif t Con il Pr oductiv ity-Li…
7 Ampliamenti della stazione Manuale per l'uso SIPLACE serie HF
7.13 SIPLACE Productivity-Lift Versione software SR.50x.xx Edizione 01/2006 IT
350
7.13.2 Realizzazione del montaggio in parallelo
Poiché linee con dispositivi automatici disposti in parallelo occupano molti più posti, il progetto del
montaggio in parallelo è stato realizzato con trasporto sotto il pavimento e lift orizzontale/verticale
(HV-shuttle). I dispositivi automatici sono sempre disposti in serie ma con le unità lift ed i trasporti
sotto il pavimento è possibile far funzionare la linea in parallelo. In questo modo la compattezza
delle linee SIPLACE rimane quasi invariata.
Trasporto sottopavimento 7
Due convogliatori di trasporto trasportano circuiti stampati vuoti o montati facendoli passare sotto
la macchina (vedi Fig. 7.13 - 1
).
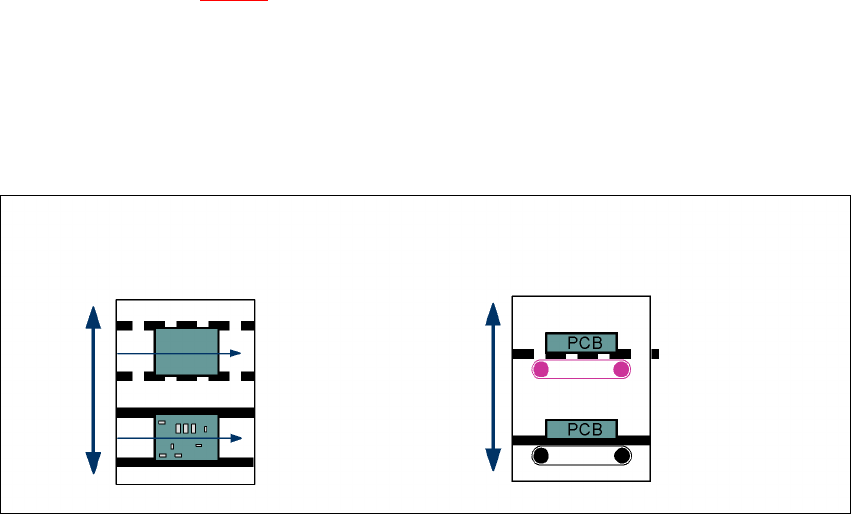
Lift orizzontale/verticale (shuttle orizzontale/verticale) 7
Uno shuttle HV è disposto rispettivamente all'inizio di una linea, tra i dispositivi automatici ed alla
fine di una linea. Trasporta i circuiti stampati tra il piano sotto il pavimento e il piano di lavorazione
e tra le due tracce dei trasporti sotto il pavimento.
7
Fig. 7.13 - 2 Shuttle orizzontale/verticale (shuttle HV), sostituzione della traccia di trasporto e funzione lift
Trasporto orizzontale
Funzione lift
dello HV-shuttle
Trasporto verticale
Non montato
Montato
Piano di trasporto
standard
Piano di trasporto
sotto il pavimento
Sostituzione della traccia
di trasporto HV-shuttle
Manuale per l'uso SIPLACE serie HF 7 Ampliamenti della stazione
Versione software SR.50x.xx Edizione 01/2006 IT 7.13 SIPLACE Productivity-Lift
351
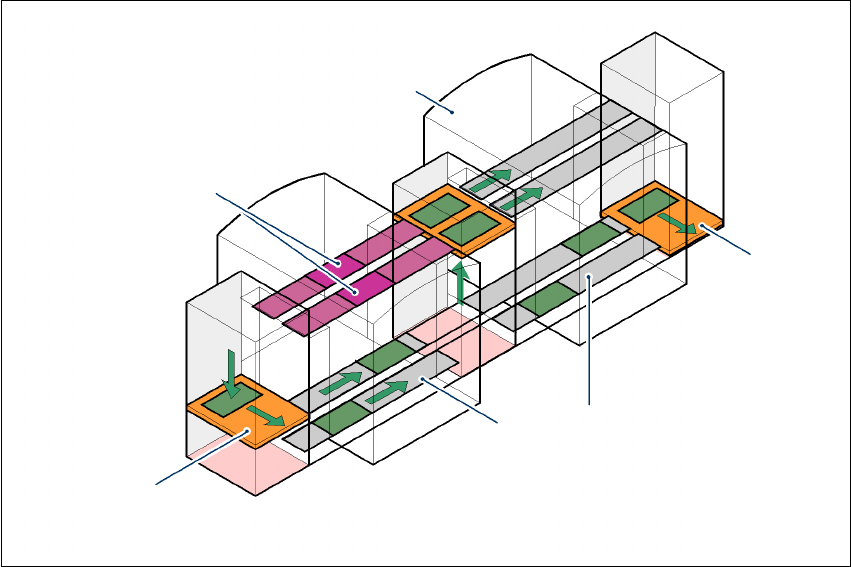
7.13.3 Vantaggi del Productivity-Lift
Con il Productivity-Lift è possibile aumentare la produttività generale della linea date le velocità
maggiori di montaggio del dispositivo automatico all'interno della linea.
7
Fig. 7.13 - 3 Productivity-Lift, evitare tempi di inattività
Nelle linee concatenate in parallelo, singoli dispositivi automatici possono venire meno senza che
si arresti tutta la linea. È inoltre possibile l'accesso alle singole macchine mentre il resto della linea
continua a montare senza interruzione.
Ciò vale ad esempio per
– controlli dovuti al processo o funzionamento di prova,
– programmazione di fiducial CS, forme involucro o montaggi di prova,
– manutenzione o riparazioni,
– errori di comando come il taglio non in tempo di cinghie o la mancanza di componenti.
Un ulteriore vantaggio è che si può modificare a piacere la configurazione della linea col software
senza dovere cambiare le macchine.
Percorso di trasporto CS
occupato col montaggio
Dispositivo automatico
di montaggio
Lift orizzontale
everticale
Trasporto
sottopavimento
Cambio
di traccia
7 Ampliamenti della stazione Manuale per l'uso SIPLACE serie HF
7.14 Interfaccia SIEMENS Versione software SR.50x.xx Edizione 01/2006 IT
352
7.14 Interfaccia SIEMENS
Articolo n. 00303636-xx
Nei dispositivi automatici di montaggio della serie HF, l'interfaccia di trasporto viene configurata in
base allo standard SMEMA. Si ha comunque anche la possibilità di usare questa interfaccia in
base allo standard SIEMENS, che è un grande vantaggio se si vuole integrare un dispositivo au-
tomatico di serie HF in linee SIPLACE più vecchie. Non è quindi necessario allestire i dispositivi
automatici più vecchi con lo standard SMEMA.
Basta configurare l'interfaccia di trasporto dei dispositivi automatici di serie HF con lo standard
SIEMENS e collegarli con il relativo cavo dell'interfaccia.
Maggiori informazioni sono contenute nelle "Istruzioni di allestimento dell'interfaccia di trasporto
SIEMENS", articolo n. 00194343-01.