00193924-03.pdf - 第93页
Manuale per l'uso SIPLACE serie HF 3 D ati t ecni ci Versione sof tware SR.50x.xx Edizione 01/2006 IT 3.1 Descrizione della m acchina 93 3 Dati tecnici 3.1 Descrizione dell a macchina 3.1.1 Indicazioni generali I si…
Manuale per l'uso SIPLACE serie HF
2 Sicurezza d’esercizio Versione software SR.50x.xx
2.11 Direttive EGB Edizione 01/2006 IT
92
Manuale per l'uso SIPLACE serie HF 3 Dati tecnici
Versione software SR.50x.xx Edizione 01/2006 IT 3.1 Descrizione della macchina
93
3 Dati tecnici
3.1 Descrizione della macchina
3.1.1 Indicazioni generali
I sistemi di montaggio SMD della serie HF SIPLACE sono contraddistinti da elevata flessibilità di
configurazione, potenza elevata di montaggio e massima precisione. I dispositivi automatici co-
prono ad elevata potenza di montaggio una gamma di componenti che va da 0201 a 125 x 10
mm².
Si usano due varianti di montaggio:
– il procedimento Collect&Place con le teste a revolver per componenti a partire dalla misura
0201 fino ai Fine-Pitch
– il procedimento Pick&Place con la SIPLACE TwinHead per componenti Fine-Pitch e OSC
3
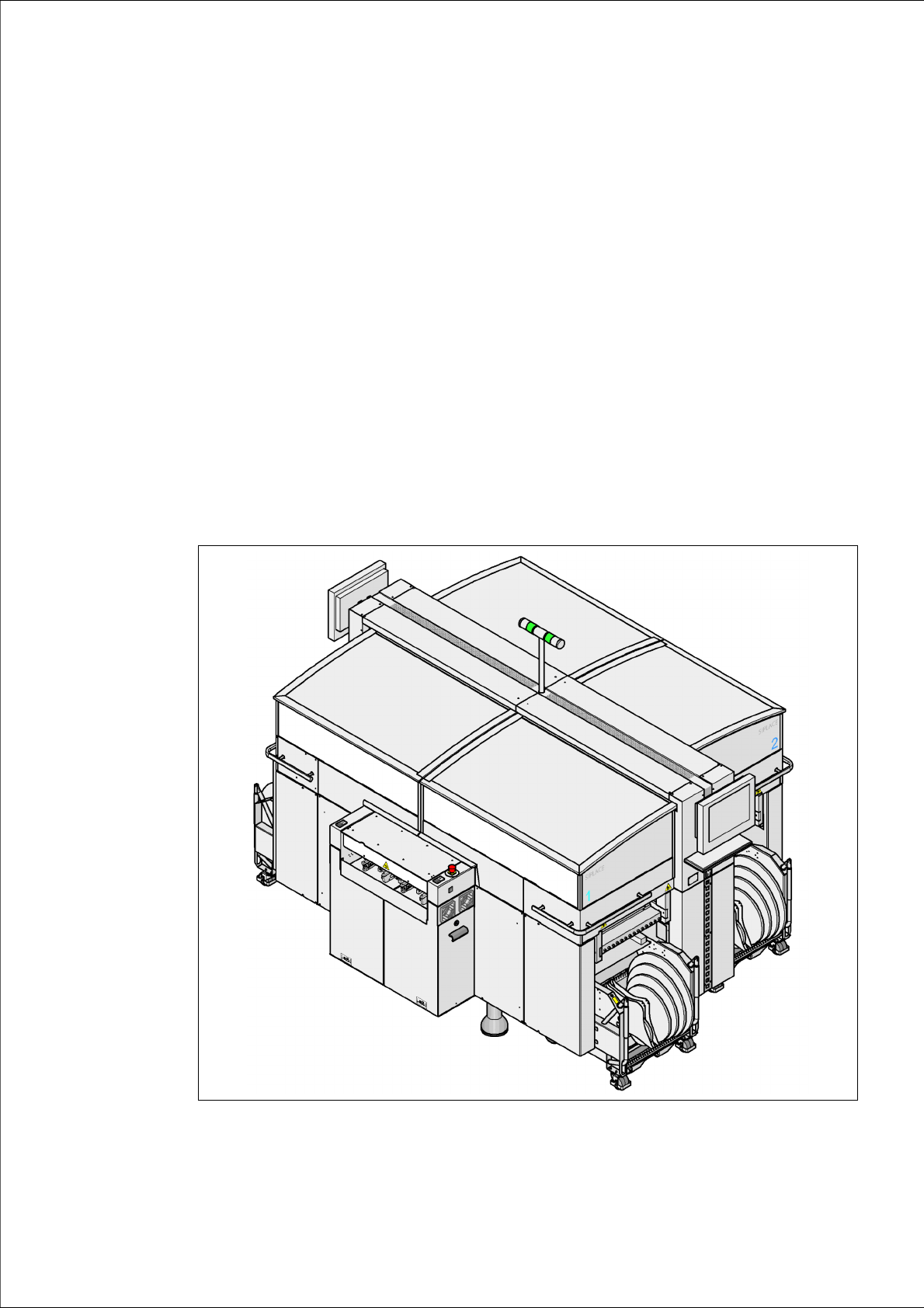
Fig. 3.1 - 1 Dispositivo automatico di montaggio HF/3, vista generale

3 Dati tecnici Manuale per l'uso SIPLACE serie HF
3.1 Descrizione della macchina Versione software SR.50x.xx Edizione 01/2006 IT
94
La base dei sistemi di montaggio è un telaio della macchina di acciaio fuso a prova di torsione ed
ammortizzato contro le vibrazioni. che garantisce un elevato livello di qualità id produzione e
meno inquinamento per i dipendenti, perché i rumori di scuotimento e vibrazione sono ridotti al
minimo.
Il dispositivo automatico di montaggio HF dispone di due portali Il dispositivo automatico di mon-
taggio HF/3 è munito di 3 portali. Su ogni portale è situata una testa di montaggio, È possibile po-
sizionare precisamente e velocemente le teste di montaggio una indipendentemente dall'altra in
direzione X e Y con motori lineari.
In base al principio della modularità della testa sviluppato dalla Siemens, si possono sostituire
senza problemi ed in brevissimo tempo le teste di montaggio. Troverete un sommario della con-
figurazione delle teste di montaggio nella Sezione 3.7
, pagina 115.
Per la preparazione dei componenti si hanno a disposizione quattro posti, Dove è possibile ag-
ganciare fino a quattro carrelli di componenti o alternativamente fino a due scambiatore automa-
tico di vassoi Matrix (HF/3: un SAVM) invece di carrelli dei componenti.
Le teste di montaggio prelevano i componenti dai caricatori posizionati fissi nei carrelli dei com-
ponenti o dai vassoi dello scambiatore automatico di vassoi Matrix e montano i circuiti stampati,
anch'essi fermi. I dispositivi automatici di montaggio della serie H dispongono di due aree di mon-
taggio:
– nel trasporto semplice si possono montare contemporaneamente fino a due circuiti stampati.
– nel trasporto doppio si possono montare contemporaneamente fino a quattro circuiti stam-
pati.
Il principio della "preparazione CO fermi" e "CS fermi" che ha dimostrato essere un principio estre-
mamente valido per tutti i dispositivi automatici SIPLACE, presenta una serie di vantaggi decisivi:
– lo riempimento di componenti o il taglio delle cinghie non causa tempi d'inattività della mac-
china.
– L'alimentazione CO senza vibrazioni consente il prelievo sicuro anche dei CO più piccoli (p.e.
0201).
– Il circuito stampato, che non viene mosso durante il processo di montaggio impedisce che i
componenti scivolino.
– La combinazione delle teste di montaggio con gli scambiatori di pipette garantisce sempre
una configurazione ottimale delle pipette per il rispettivo processo di montaggio. In questo
modo si riducono al minimo i percorsi di spostamento e si ottimizza la serie della sequenza
di montaggio.
Elevata flessibilità, economia e sicurezza dell'allestimento sono i garanti dell'elevata produttività
della serie HF SIPLACE. I tempi minimi d'inattività della macchina aumentano il grado d'utilizzo e
contribuiscono quindi all'incremento della produttività.