3OM-1732-003Y_F8_维护菜单.pdf - 第236页
3OM-1732 2-3-9 • 设定 2 [1] [2] [3] [4] [5] [6] [7] [8] [9] Fig.3B3-7 [1] 前工序排出方式 配合前工序的线路板输出方式进行设定。 传送带 连动于通过传送带的线路板输送中的前工序工作运送信号,启动供给 传送带。 推杆 用推杆强制从前工序送到供给传送带顺序时的线路板输送对应方式。 SMEMA 进行 SMEMA规格运送连接。 [2] 前工序线路板输送速度[mm/ 秒] 设定…

3OM-1732
2-3-8
3.2 前后工序模式设定
[1]
[2]
Fig.3B3-6
•
设定 1
[1] 同时搬送指定
从
“
使用
”
或
“
不使用
”
设定是否同时进行供给传送带到定位传送带的
线路板运送和定位传送带到排出传送带的线路板运送。
[2]
排出传送带线路板偏离检出
设定排出传送带部的线路板偏离
“
检测
”
或
“
不检测
”
。
界面展开
1209-002
3.2 前后工序模式设定
3OM-1732
2-3-9
•
设定 2
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
Fig.3B3-7
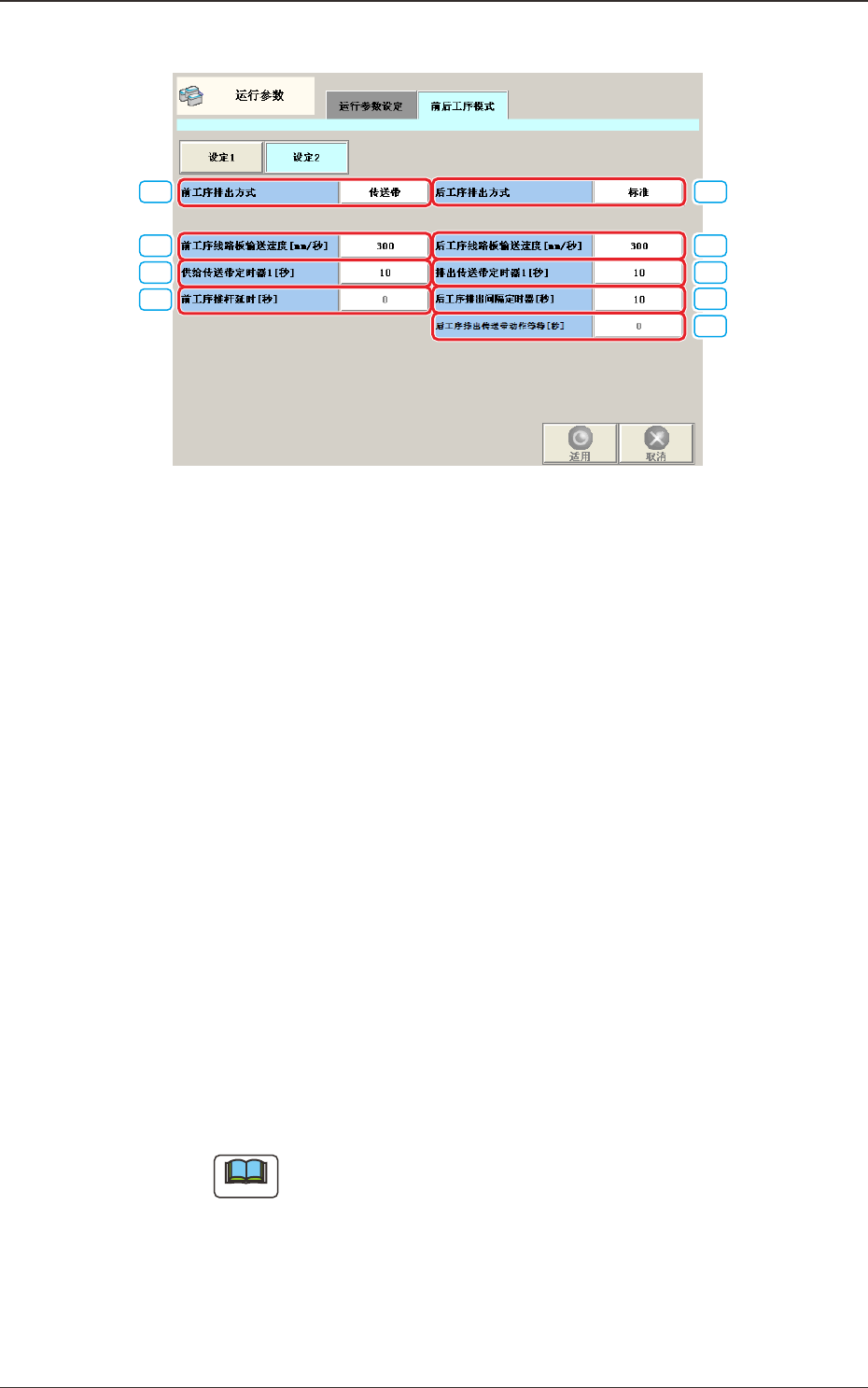
[1] 前工序排出方式
配合前工序的线路板输出方式进行设定。
传送带
连动于通过传送带的线路板输送中的前工序工作运送信号,启动供给
传送带。
推杆
用推杆强制从前工序送到供给传送带顺序时的线路板输送对应方式。
SMEMA
进行 SMEMA规格运送连接。
[2] 前工序线路板输送速度[mm/ 秒]
设定线路板的搬送速度。
•
初始值 :300[mm/ 秒 ]
[3] 供给传送带定时器 1[秒]
设定前工序与线路板授受中供给传送带的动作限制时间。
计算供给传送带的动作时间,使用在线路板的引挂异常的监视中。
Note
设定与前工序装置的线路板授受搬送时需要的时间上加算 2 秒钟的数
据。
1209-002
3.2 前后工序模式设定
3OM-1732
2-3-10
[4] 前工序推杆延时 [ 秒 ]
前工序的排出方式设定为
“
推杆
”
的情况,设定从供给传送带的入口传
感器检出线路板到供给动作开始的等待时间。
[5]
后工序排出方式
设定与后工序装置的线路板输送。
标准
后工序装置与本公司生产的装置连接时,请设定为
“
标准
”
。
传送带输送线路板,以后工序的工作要求信号 ON 为条件,工作运送信
号为 ON 后输出线路板。
线路板输出动作开始后,在所定时间内工作要求信号没有 OFF 时,会
异常停止。
间隔
以后工序的工作要求信号 ON 为条件,输出线路板。
经过所定时间 ( 排出传送带定时 1 设定的时间 ) 后,停止传送带。
传送带停止后,经过 [ 排出时间间隔 ] 中设定的时间后,具备输出条
件就开始输出动作。
Note
不进行异常检出。
SMEMA
进行 SMEMA 规格的运送连接。
[6] 后工序线路板输送速度[mm/ 秒]
设定线路板搬送速度。
•
初始值 :300[mm/ 秒 ]
Note
在标准以外使用后工序的排出方式,后工序的线路板搬送速度慢时,
请将搬送速度对齐到后工序侧。
[7] 排出传送带定时器 1[秒]
设定后工序与线路板授受中排出传送带的动作限制时间。
Note
设定与后工序装置的线路板授受搬送时需要的时间上加算 2 秒钟的数
据。
[8] 后工序排出间隔定时器[秒]
请在向后工序的排出方式设定为
“
间隔
”
时,希望确保排出间隔时设定。
[9] 后工序排出传送带动作等待 [ 秒 ]
设定
“
[6] 后工序排出方式
”
设定为
“
SMEMA
”
时的排出传送带的动作等
待时间。
1209-002
3.2 前后工序模式设定