JX-350_QA表.pdf - 第14页
QA表 机种 1.X轴磁尺的粘贴方法 磁尺的贴附位置(横方向偏斜) :规格值± 0.1mm 1.控制XY的位置对于正确地供料是非常重要的。 2.XY轴磁尺发生警报,XY轴就不能动作了。 (关掉电源之后,需要重新打开电源。) 3.标尺和传感器贴装头的相对位置,与XY轴的动作有直接关系。 1.XY轴的动作停止 2.传感器的损坏 3.XY轴异常动作 4.贴装精度恶化 No. ① ② ③ ④ ⑤ ⑥ No. 担当人 ⑦ ⑧ ⑨ ⑩ 将X轴磁尺装…
QA表
机种
确认方法
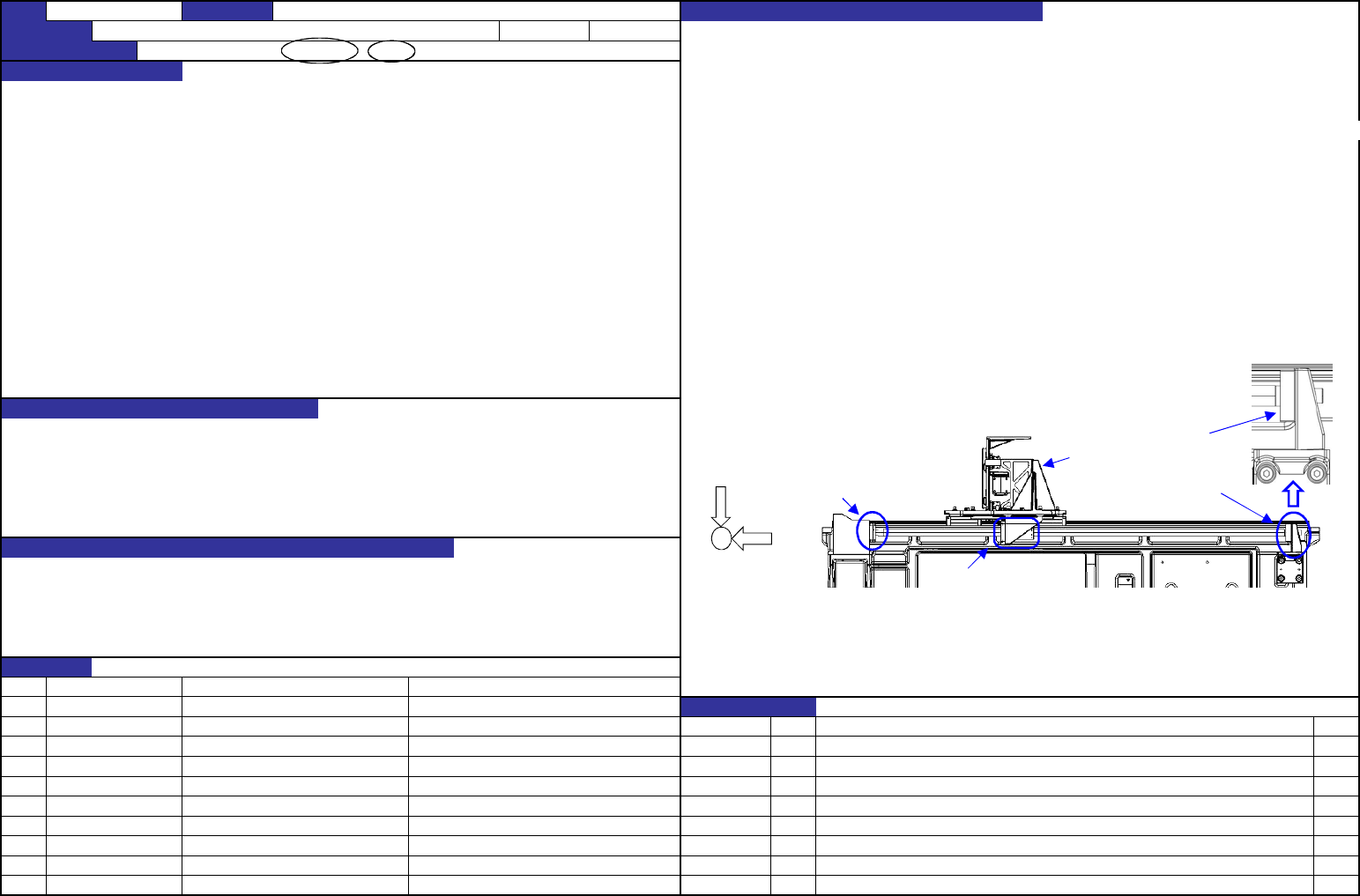
1. 利用治具测定基准侧端的纵向及横向位置(将该测定值作为基准值)。
2. 利用治具测定支持侧端的纵向及横向位置,确认测定值为基准值的±10μm。
3. 把螺母嵌入安装好的滚珠螺杆,将推拉测力计抵住X轴的中央部位置,移动Y轴以测量移动载荷。(A)
• 滚珠螺杆轴的倾斜:相对于基准在±10μm以下 4. 测量滚珠螺杆螺母的滑动负荷,作为左面的值。(B)
• Y轴的移动负荷:应该是C<(A+B1+B2+10)[N] (作为参考值,确认Y轴的滑动负荷为120[N]以下) 5. 固定Y滚珠螺杆螺母,将推拉测力计抵住X轴的中央部位置测量移动载荷,确认左面所示的条件式成立。
A:不连接滚珠螺杆螺母状态下的X轴的移动负荷
B:滚珠螺杆螺母单体的移动负荷 (B1:YL侧,B2:YR侧) 调整方法
C:将滚珠螺杆螺母用螺丝固定在框架头上时的移动载荷 1. 调整Y调节板的位置,使纵向偏斜和横向偏斜的测定值为±10μm。
(滚珠螺杆螺母连接前后之移动负荷的差应在10N以下) 2. 使X轴位于基准侧(前侧),在此状态下固定Y滚珠螺杆螺母。
(适用于全行程,两端部应无显著的负荷变动) 此时,将螺丝临时紧固,重复移动一下X轴,使螺母位置与轴的位置磨合。
固定螺母时,使X轴接触基准侧限动器,在此状态下进一步旋紧螺母的螺丝。
3. 使推拉测力计接触X轴的中央部的位置,移动Y轴测量移动负荷,确认已经是左面所示的值。
4. 用治具确认在规格值以内。
与滚珠螺杆所受的负荷有关,严重影响滚珠螺杆的寿命。
1. Y轴方向移动时的异音
2. Y滚珠螺杆损坏及寿命降低
No.
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称
XY装置
确认方法及调整方法(故障处理方法)
功能名称
Y轴滚珠螺杆定心
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40106040 Y_BALL_SCREW_M
变更履历
40106041 Y_BALL_SCREW_L
日期 内容
轴测量位置
支架侧(后
)
基准侧(前
滚珠螺杆螺
X轴
Y调节
【1】-8
QA表
机种
1.X轴磁尺的粘贴方法
磁尺的贴附位置(横方向偏斜) :规格值±0.1mm
1.控制XY的位置对于正确地供料是非常重要的。
2.XY轴磁尺发生警报,XY轴就不能动作了。
(关掉电源之后,需要重新打开电源。)
3.标尺和传感器贴装头的相对位置,与XY轴的动作有直接关系。
1.XY轴的动作停止
2.传感器的损坏
3.XY轴异常动作
4.贴装精度恶化
No.
①
②
③
④
⑤
⑥ No. 担当人
⑦
⑧
⑨
⑩
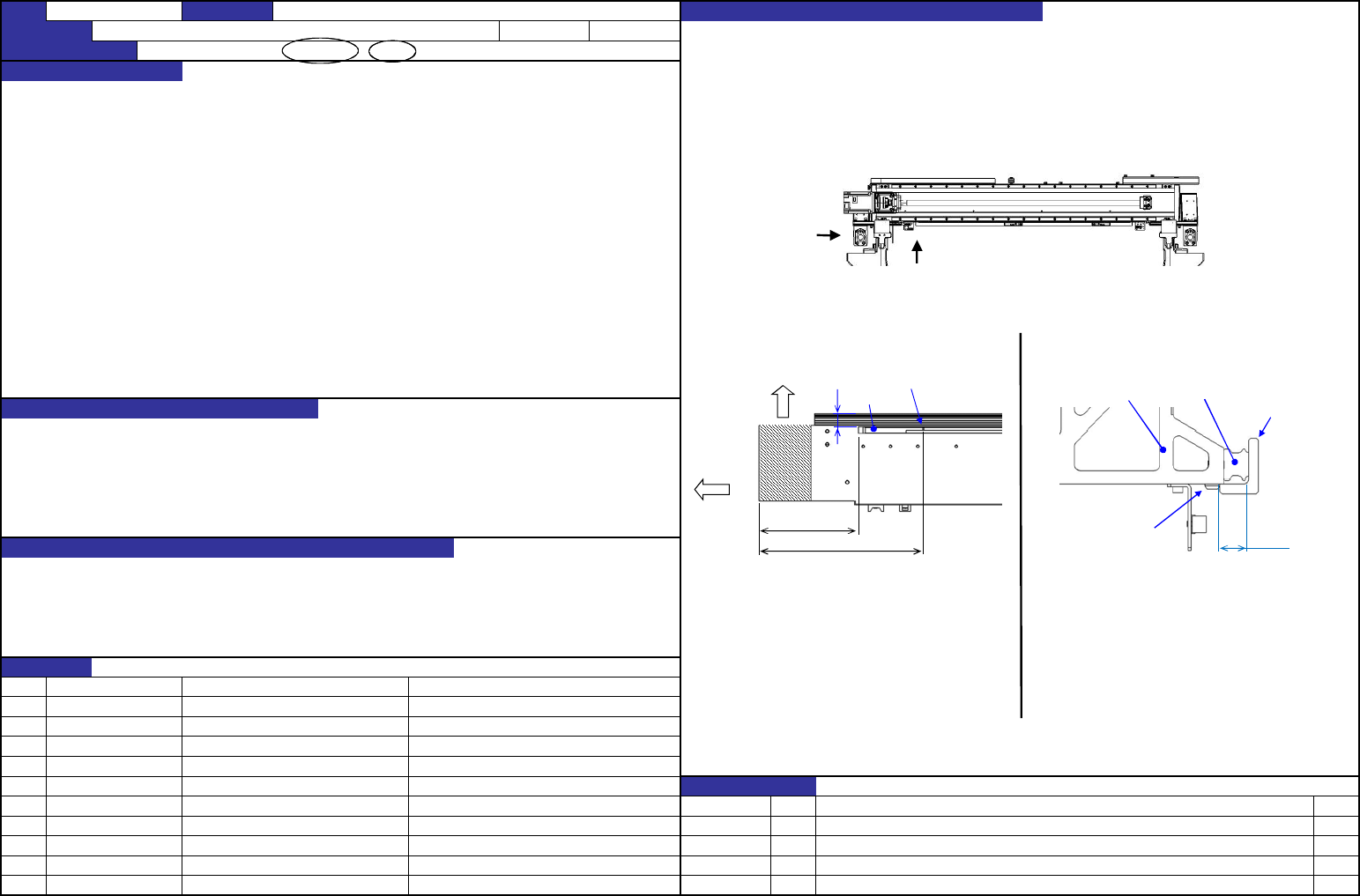
将X轴磁尺装贴治具(货号40094362)贴紧LM导轨的轨道前面和X轴框架的底面,要把X轴
磁尺装贴在以下位置
从L侧切面至Z相记号中心为183.5±0.5(离X磁尺端的装贴标准是114.5)
JX-350 装置名称
XY装置
确认方法及调整方法(故障处理方法)
功能名称
磁尺的贴附位置(1/2)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
Y14Z01AU9U01 X_SCALE_350_JIG
40114286 Y_MSC_JIG
40113692 MAGNETIC_SCALE_X_3010
40098027 MAGNETIC_SCALE_Y
变更履历
日期 内容
15
前侧
(114.5)
①
L侧
Z相记号中心
183.5±0.5
向视B
15±0.
X_LM导向
X轴架
磁尺
X轴磁尺粘贴夹具
装置正面
B
向视A
A
【1】-9
QA表
机种
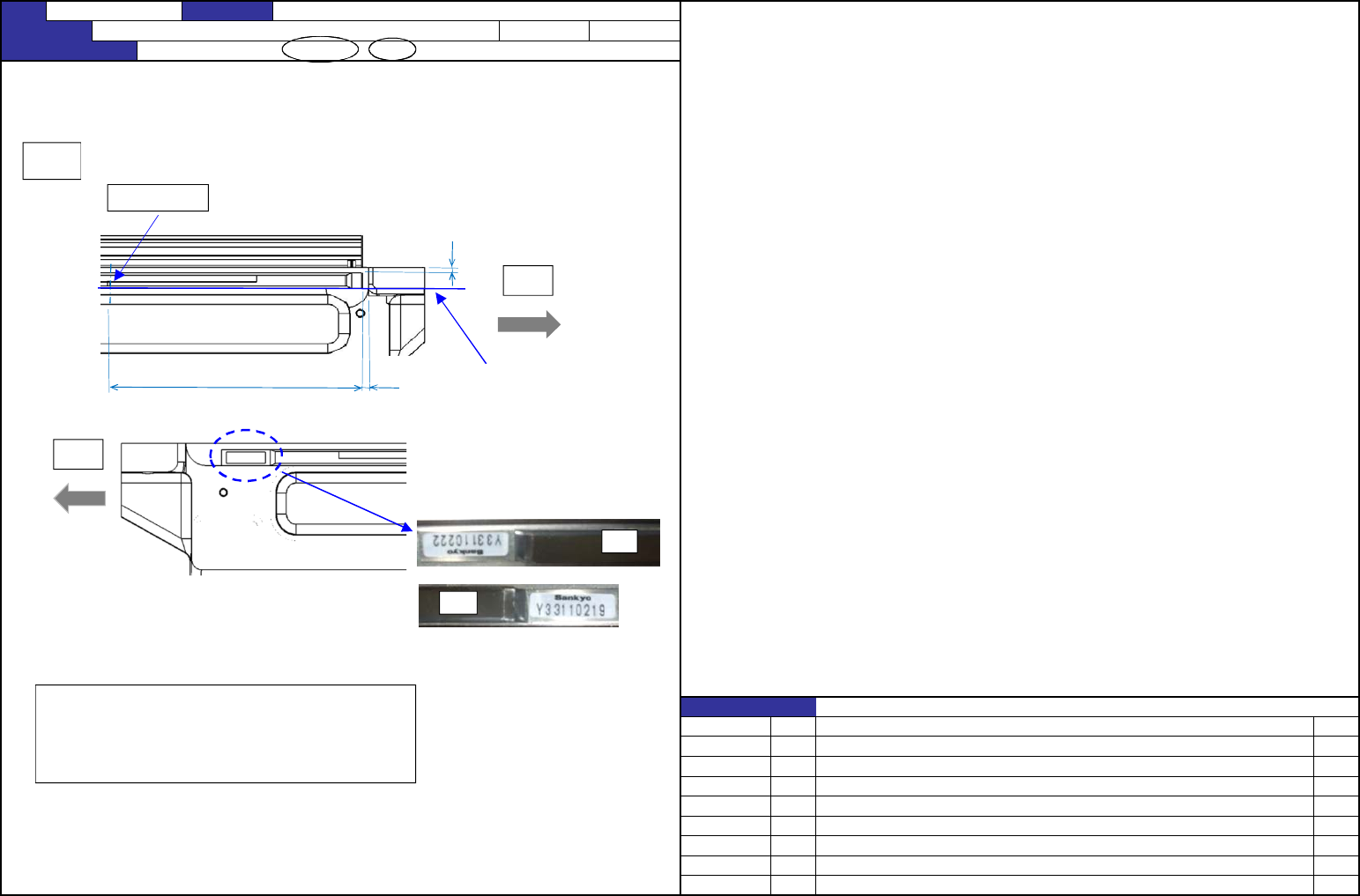
2.Y轴磁尺贴附方法
①按下述尺寸贴磁尺。(要把Y轴磁尺底面对齐座架切削面底面贴。)
No. 担当人
JX-350 装置名称
XY装置
功能名称
磁尺的贴附位置(2/2)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
变更履历
日期 内容
①:要对齐座架YL、R切削面底面与Y磁尺底面进行装贴。
②:YR、YL的Y磁尺装贴位置是通用的。
※装贴YR、YL的Y磁尺时,要注意制造号码的朝向。
前侧
后侧
YR侧
座架切削底面
(3)
123.5±0.
(3)
Z相记号中心
YL
YR
【1】-10