JX-350_QA表.pdf - 第6页
QA表 机种 确认 ・ 调整方法 1. 将磁性尺粘贴面与LM导轨的距离调整到 0.5[mm] 后,把L M导轨的两端用螺丝固定。 把带有磁力表架的千分表放到LM导轨的滑块上,安装工字平尺使得L M导轨两端上千分表的值为“0”。 • 下侧LM导轨的平直度:20 μm 上面 2. 确认LM导轨的全行程中平直度为2 0μ m。 • 从磁性尺粘贴面至下侧轨道基准面(下面)的距离: 0.5±0.1mm 下面 X坐标有关Y坐标位置的偏斜,影响Y方向…

QA 表
8 电动台架装置
RAIL_GUIDE 组装精度 .............................................................................................. 8-1
台架组装精度 ............................................................................................................. 8-2
吸取位置精度 ............................................................................................................. 8-4
FDC 托架装配调整值 ................................................................................................. 8-5
9 台架周边装置
驱动气缸(机械式固定台架规格) ............................................................................. 9-1
驱动气缸(机械式专用更换台车规格) ...................................................................... 9-2
驱动气缸(机械电动式共用更换台车规格) ............................................................... 9-3
台架支架高度调整 ...................................................................................................... 9-4
台架的平行度 ............................................................................................................. 9-5
台架气缸 .................................................................................................................... 9-6
板支架(机械式台架) ............................................................................................... 9-7
送料器浮起传感器的高度(机械式送料器规格) ........................................................ 9-8
供料器浮起传感器+误插入防止传感器的高度(电动供料器规格) ............................ 9-9
10 支撑台
稳定支撑基板(调整支撑台的平面及高度) ............................................................. 10-1
识别支撑台的高度位置(BU 传感器位置) .............................................................. 10-2
基板贴片元件的稳定(支撑台的动作速度) ............................................................. 10-3
可支撑基板的背面(支撑销高度调整) .................................................................... 10-4
11 电气装置
DC 电源输出电压 ..................................................................................................... 11-1
DC 电源输出电压(ETF) ....................................................................................... 11-2
XY 轴伺服放大器的轴设置 ....................................................................................... 11-3
Z/θ 轴伺服放大器的轴设置 ....................................................................................... 11-4
传送步进马达驱动电流 (M/C Rev.D 之前可以应用) ................................................. 11-5
传送步进马达驱动设定 (适用于 M/C Rev.E) ............................................................ 11-6
自动宽度调整用步进马达驱动电流 ........................................................................... 11-7
自动宽度调整用步进马达驱动电流(EN)................................................................ 11-8
传送 IN 及 OUT 传感器的设定 .................................................................................. 11-9
供料电路板 CALVAC 传感器等级 ........................................................................... 11-10
供料电路板压力传感器等级 .................................................................................... 11-11
OCC 的设定 ........................................................................................................... 11-12
OCC 灯电路的调整 ................................................................................................ 11-13
Head 真空电平以及温度传感器输出电平 ................................................................ 11-14
BASE IO PCB ASM A/D 转换器的基准电压调整 .................................................... 11-15
调整真空泵用电磁开关的度盘 ................................................................................ 11-16
QA表
机种
确认・调整方法
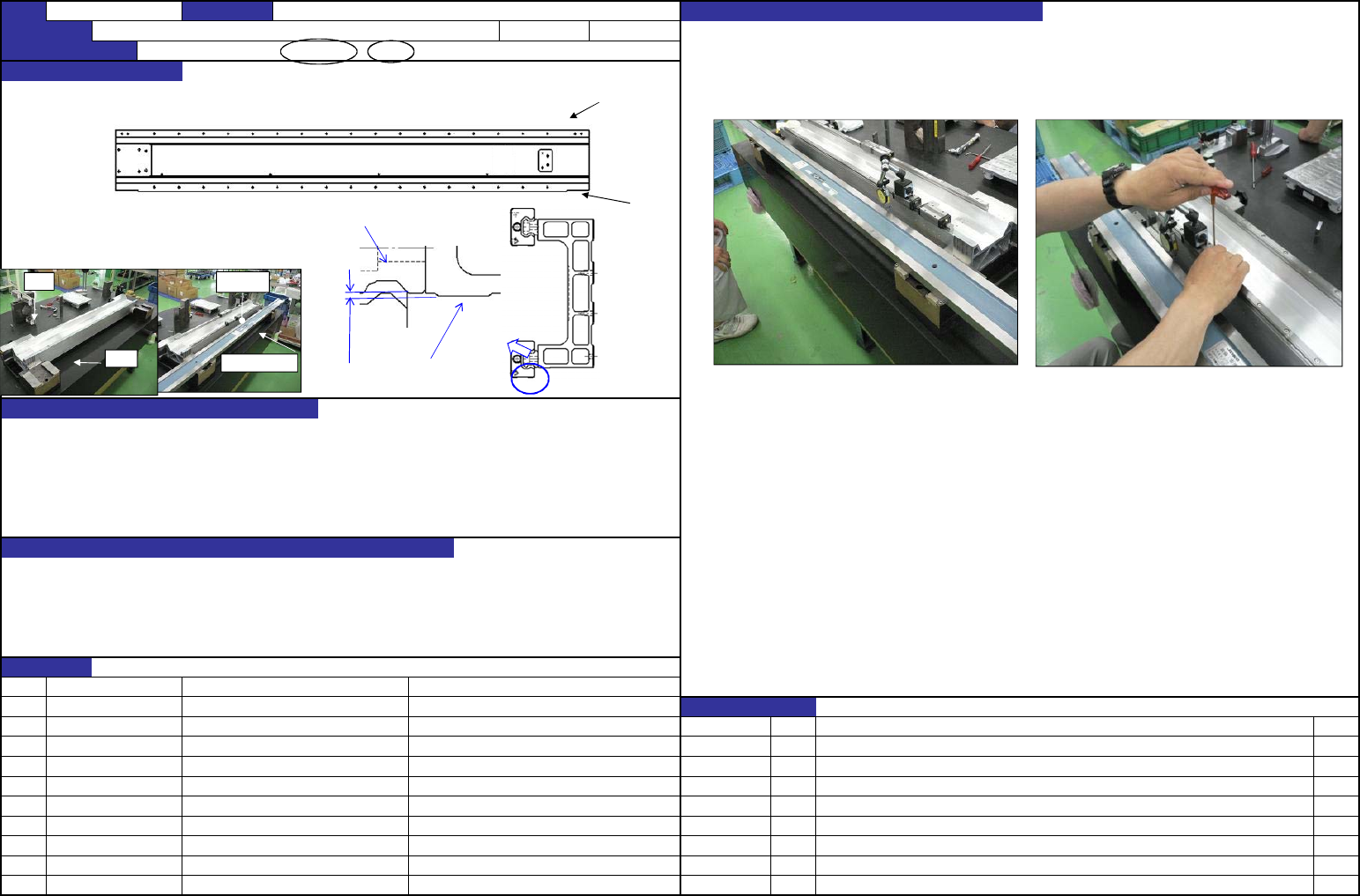
1. 将磁性尺粘贴面与LM导轨的距离调整到0.5[mm]后,把LM导轨的两端用螺丝固定。
把带有磁力表架的千分表放到LM导轨的滑块上,安装工字平尺使得LM导轨两端上千分表的值为“0”。
• 下侧LM导轨的平直度:20μm 上面 2. 确认LM导轨的全行程中平直度为20μm。
• 从磁性尺粘贴面至下侧轨道基准面(下面)的距离:0.5±0.1mm
下面
X坐标有关Y坐标位置的偏斜,影响Y方向的贴装精度。
与X轴LM导轨所受的负荷有关,严重影响到X轴LM导轨的损坏或寿命的降低。
1.贴装精度的恶化
2.X方向移动时发生异常声音
3.X轴LM导轨损坏及寿命降低
No.
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称
XY装置
确认方法及调整方法(故障处理方法)
功能名称
X轴LM导轨的平直度、平行(1)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
Y14Y06AU9U03 X_AXIS_FRAME_350
变更履历
40071325 X_LM_GUIDE_L
日期 内容
X轴框
平台
工字平尺
治具
滑块
磁性尺粘贴面
0.5±0.1
LM导轨
【1】-1
QA表
机种
确认方法
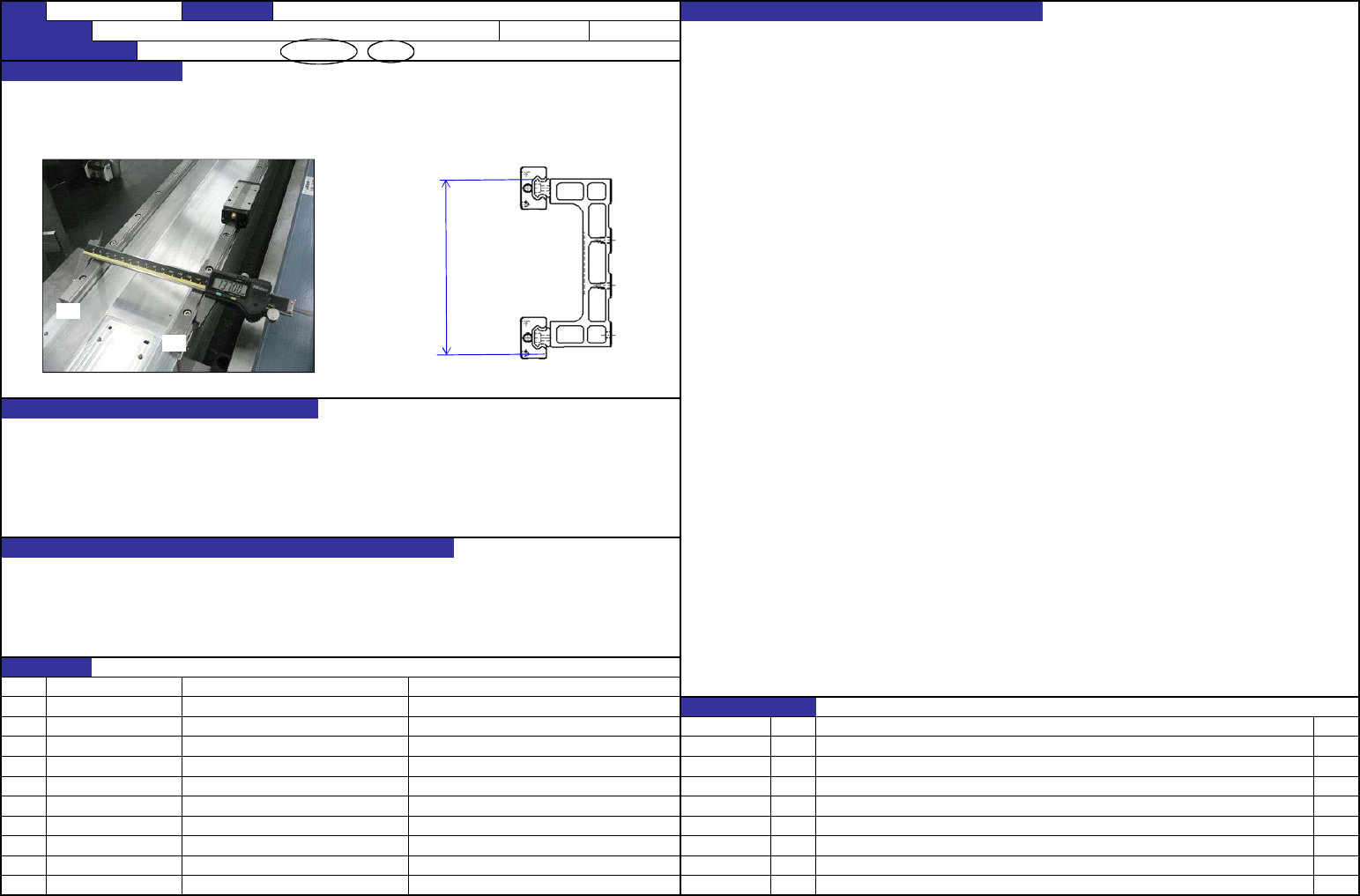
1. 将带有千分表的磁力表架设置在下侧LM导轨的滑块上。
2. 使千分表触及上侧LM导轨之上面,在此状态下移动第1步设置好的滑块,确认全行程中平行度为20μm。
• 上侧LM导轨对下侧LM导轨的平行度:20μm
• 从下侧轨道基准面(下面)到上侧轨道基准面(上面)的距离:137±0.1mm 调整方法
2. 调整到LM导轨全行程中的平行度为20μm。
X坐标有关Y坐标位置的偏斜,影响Y方向的贴装精度。
与X轴LM导轨所受的负荷有关,严重影响到X轴LM导轨的损坏或寿命的降低。
1.贴装精度的恶化
2.X方向移动时发生异常声音
3.X轴LM导轨损坏及寿命降低
No.
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称
XY装置
确认方法及调整方法(故障处理方法)
功能名称
X轴LM导轨的平直度、平行(2)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
1. 导轨两端附近的位置进行调整,要使下侧轨道基准面(下面)到上侧轨道基准面(上面)的距离为
137±0.1mm(作为替代,也可以是下侧轨道基准面(下面)到上侧轨道下面的距离:122±0.1mm)。
Y14Y06AU9U03 X_AXIS_FRAME_350
变更履历
40071325 X_LM_GUIDE_L
日期 内容
上
下
137±0.1
【1】-2