JX-350_QA表.pdf - 第48页
QA表 机种 将HMS传感器移动到CAL块上,拧松2处的螺丝Cap, 把高度传感器下面和CAL块上面的距离调整成规格值,拧紧螺丝Cap,进行固定。 高度传感器下面和CAL块上面的距离 → 50±0.2mm ・ 高度测定错误 NO ① ② No. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 变更履历 日期 内容 对象元件 货号 品名 有关质量特性 预想故障(因规格调整值不良而发生的故障) 功能名称 HMS传感器高度调整 质量保证类别 功能 ・…
QA表
机种
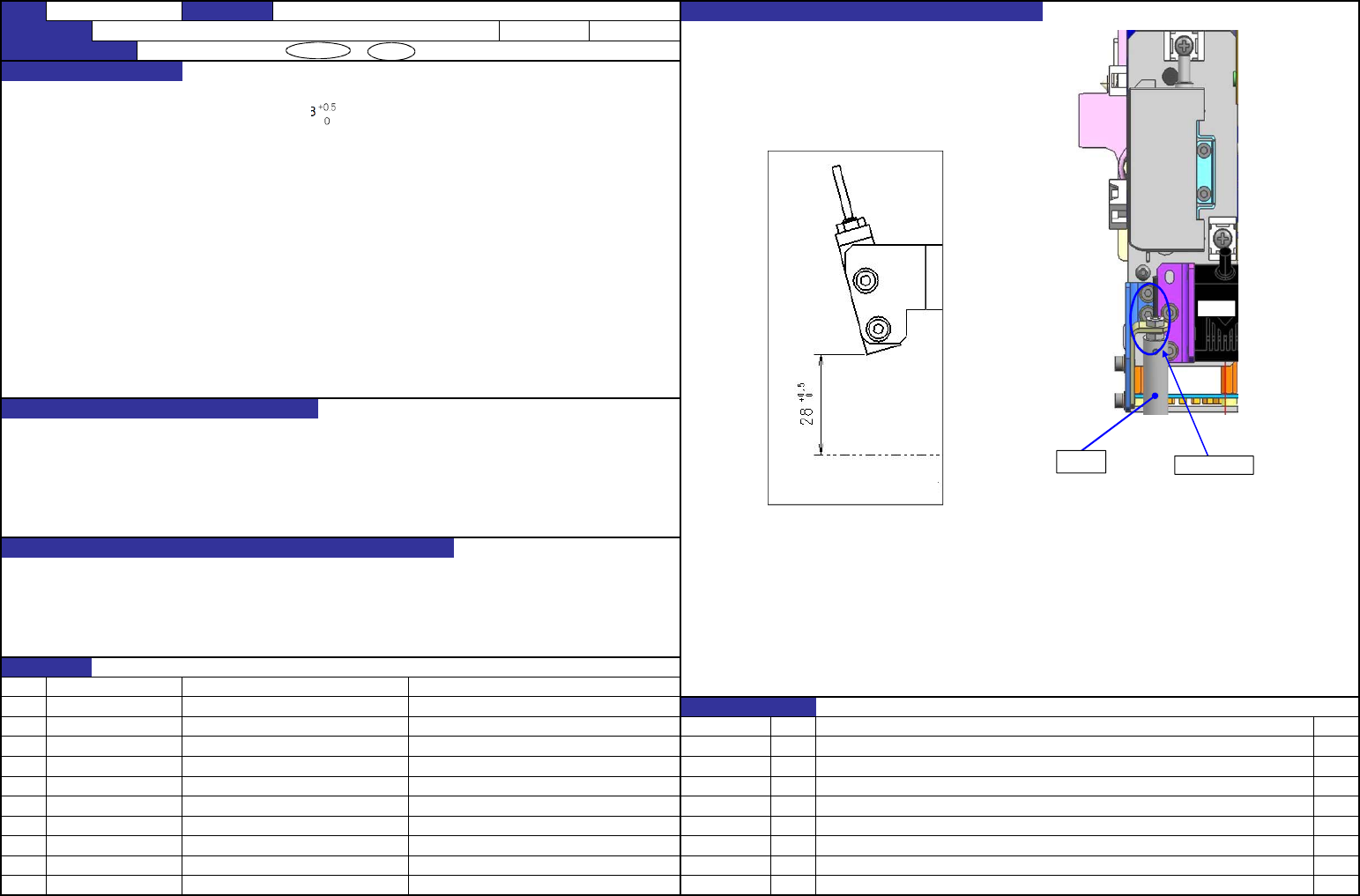
向CAL块上移动坏标记传感器,拧松螺丝cap(2处),
让坏标记传感器下面和CAL块上面的距离变为规格值
移动BM头架,然后用螺丝cap固定。
・坏标记传感器和CAL块上面的距离 →
28
mm
・坏标记的检测错误
NO
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 HEAD周围 确认方法及调整方法(故障处理方法)
功能名称 BMR传感器高度调整
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
CAL块上面
HMS
BMR
螺丝cap
【3】-1
QA表
机种
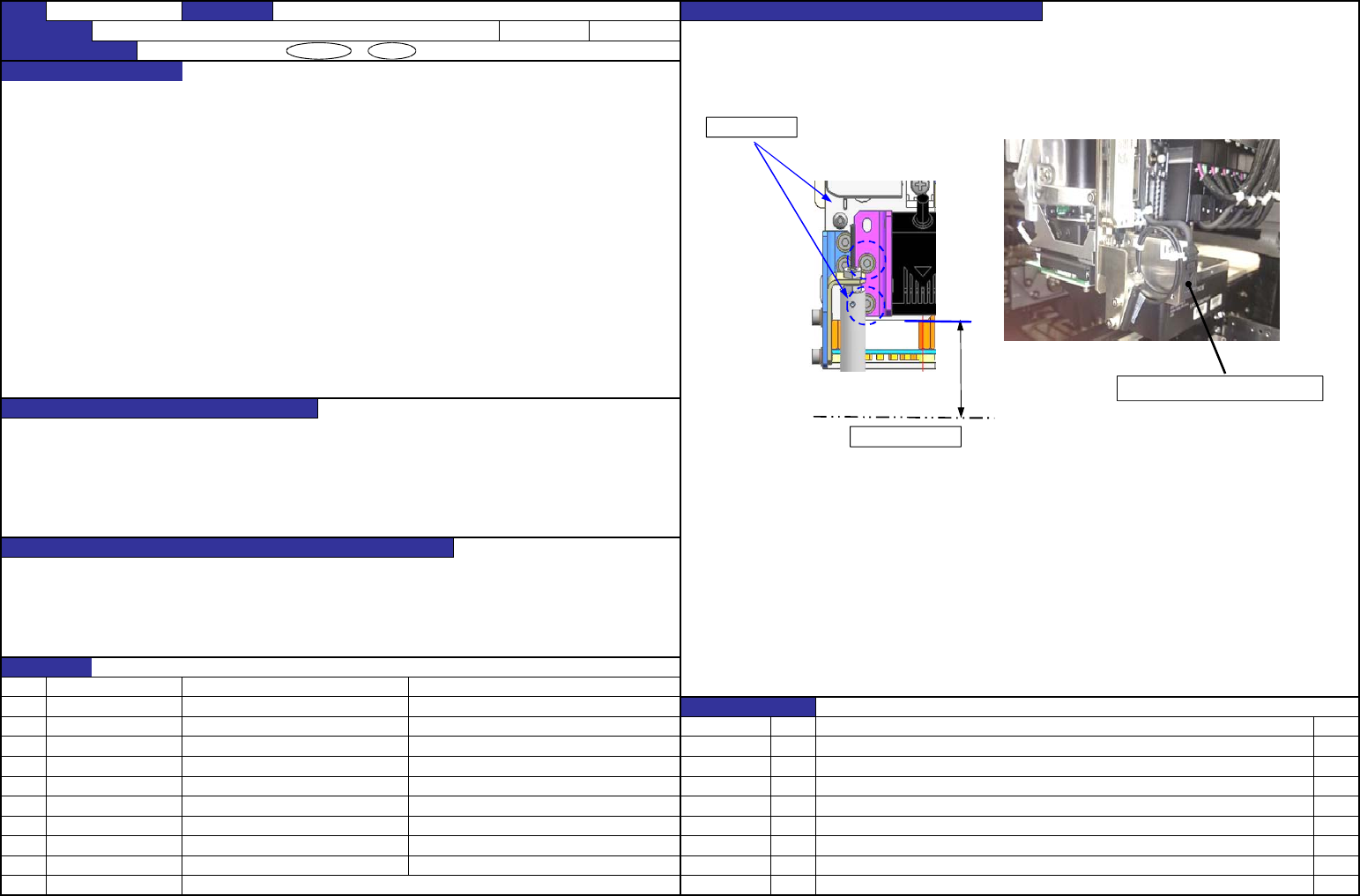
将HMS传感器移动到CAL块上,拧松2处的螺丝Cap,
把高度传感器下面和CAL块上面的距离调整成规格值,拧紧螺丝Cap,进行固定。
高度传感器下面和CAL块上面的距离
→ 50±0.2mm
・高度测定错误
NO
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
变更履历
日期 内容
对象元件
货号 品名 有关质量特性
预想故障(因规格调整值不良而发生的故障)
功能名称 HMS传感器高度调整
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
JX-350 装置名称 HEAD周围 确认方法及调整方法(故障处理方法)
40146354:HMS CABLE ASM
螺丝cap
CAL块上面
50±0.2
【3】-2
QA表
机种
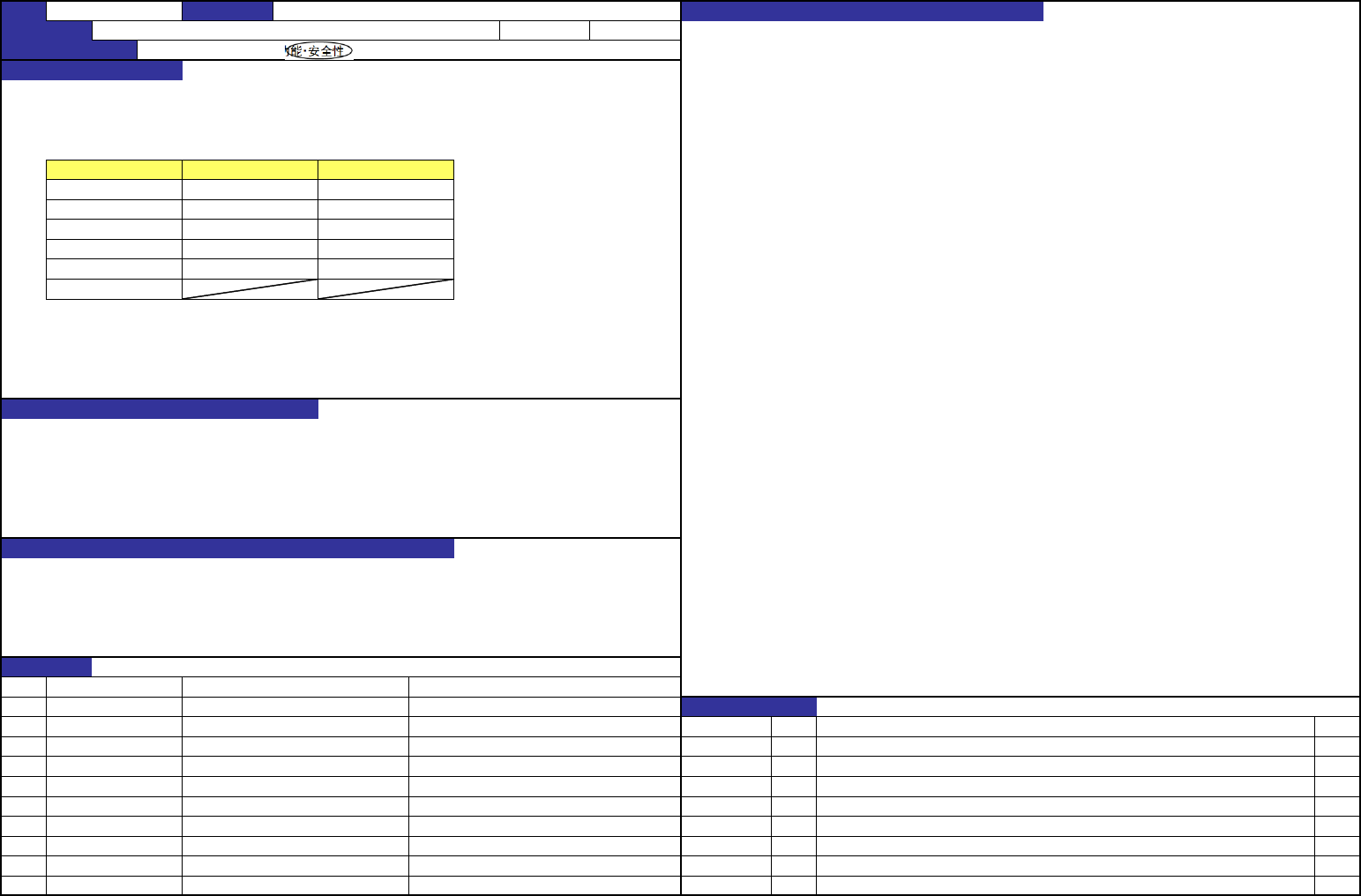
确认在真空校准中测量各值时处于规格值的范围内。
<真空校准规格值>
电磁阀的初始性能确认
元件吸取故障
NO
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 HEAD周围 确认方法及调整方法(故障处理方法)
功能名称 真空校准
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
项目 Head V.CAL
到达真空压
-660 ~ -680 -660 ~ -680
真空到达时间 15~17ms 21~26ms
真空开始时间 4~9ms 8~14ms
自然破坏开始时间 4~6ms 8~14ms
自然破坏时间 18~20ms 21~25ms
正压突进时间
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
【3】-3