JX-350_QA表.pdf - 第88页
QA表 机种 1.要将传感器与止动卡具之间的间隙调整为规格值。 1.传感器与止动卡具(BU台侧板)之间的间隙:1±0.3mm 1.检测支撑台的上升、下降位置。 1.基板支持不良 2.基板传入时的碰撞 NO ① ② No. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ JX-350 装置名称 支撑台 确认方法及调整方法(故障处理方法) 功能名称 识别支撑台的高度位置(BU传感器位置) 质量保证类别 功能 ・ 安全性 / 可靠性 / 安全性 / …
QA表
机种
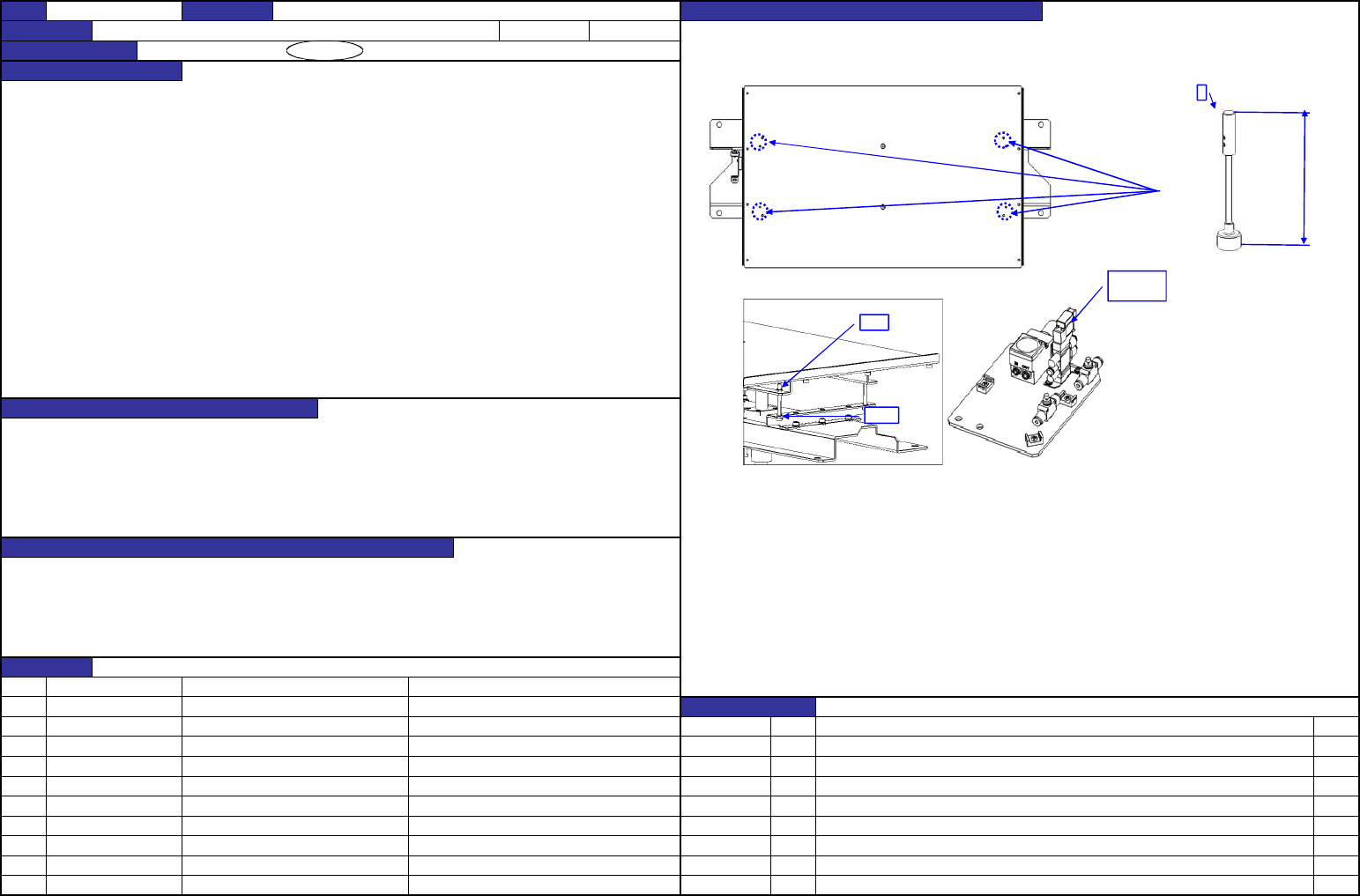
1.手动按下电磁阀的操作按钮→锁紧、使支撑台上升。(也可手动控制)
2.将杠杆式刻度盘安装到Head的OCC摄像机托架上,将治具支撑销放置在以下圆圈部位测量其上部【A】的值,
调整为规格值(平面度:0.02mm)。(测量4处)
1.支撑台的上面平面度:0.02mm (仅4处测量位置)
支撑台的高度 :CAL块第一标记周围-115.5(±0.05mm)
1.将基板的平面度保持稳定
1.基板的平面度不稳定,会发生贴片不良。
NO
①
②
No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 支撑台 确认方法及调整方法(故障处理方法)
功能名称 稳定支撑基板(调整支撑台的平面及高度)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
治具支撑销
115.5
操作按钮
螺母
螺丝
A
平面度调整方法
①拧松螺母
②转动螺丝上下调整
(从下方操作螺丝)
※有4处要进行操作
③固定螺母
如果初始的偏差量较大,将游
标卡尺从台上的开孔插进入,
确认台面上表面~螺丝前端部
位的高度,较易于调整偏差量
【10】-1
QA表
机种
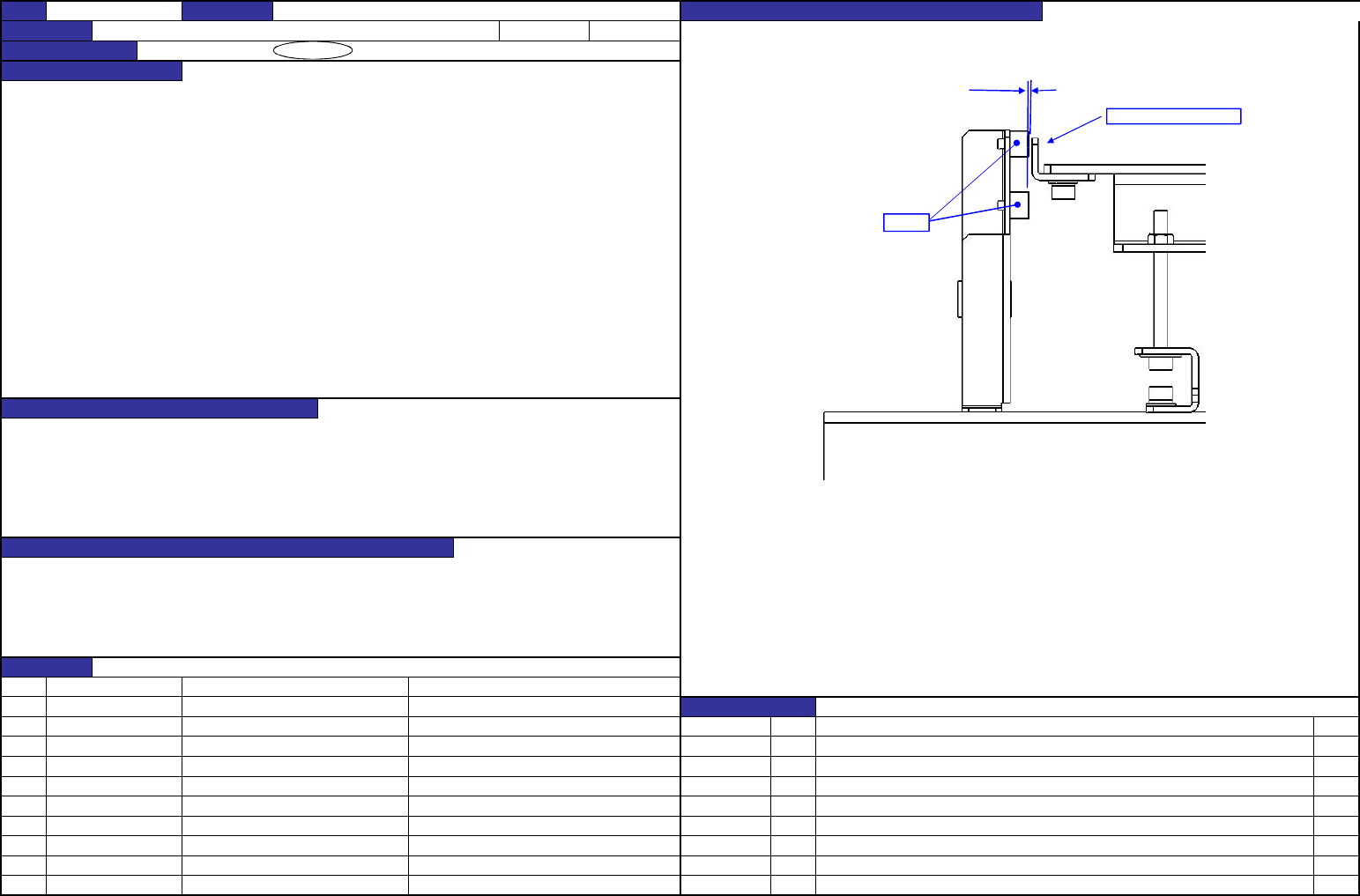
1.要将传感器与止动卡具之间的间隙调整为规格值。
1.传感器与止动卡具(BU台侧板)之间的间隙:1±0.3mm
1.检测支撑台的上升、下降位置。
1.基板支持不良
2.基板传入时的碰撞
NO
①
②
No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 支撑台 确认方法及调整方法(故障处理方法)
功能名称 识别支撑台的高度位置(BU传感器位置)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
1±0.3mm
止动卡具(BU台侧
板
)
传感器
【10】-2
QA表
机种
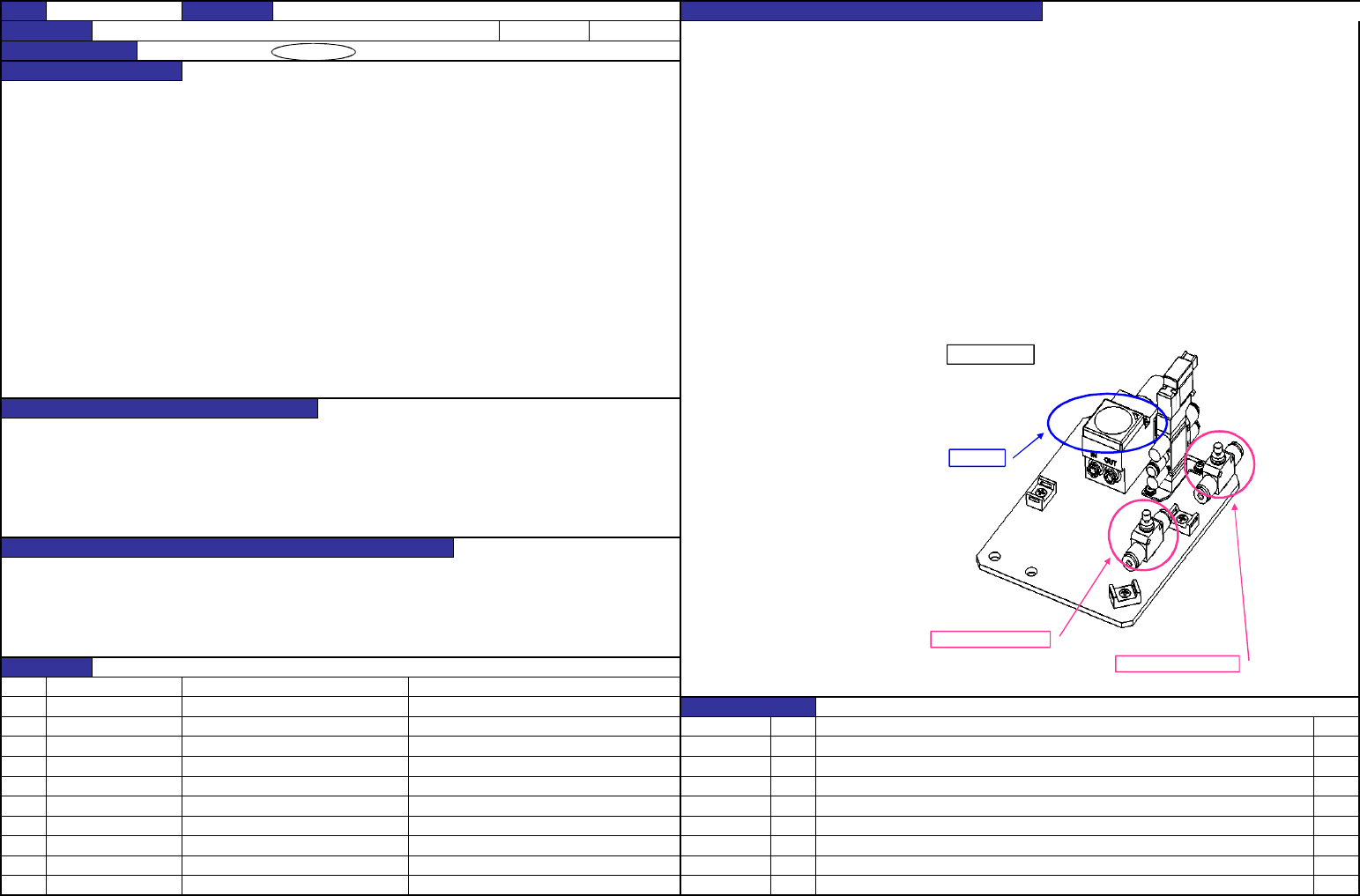
1.一边看着减压阀压力计,一边调整,使压力变为规格值。
2.调整支撑台的动作速度
1.支撑台的供应气压:0.5MPa(±0.05MPa) ① 手动控制使支撑台上升、下降。
2.支撑台动作速度 「手动控制」 → 「控制」 → 「传送系统」 → 「个别控制」
上升:400±20ms ② 调整速度控制器,使显示的动作时间上升为400±20ms、下降为400±20ms。
下降:400±20ms 注) 要从全关向开的方向调整
3.支撑台的运动顺畅。
③ 固定速度控制器的调整旋钮。
3.将支撑台ON-OFF,观察上升、下降的动作。
如果运动不畅,要检查碰到其他单元装置,以及气管是否有折弯等,
如果没有问题,需重新调整导向轴(40078532)。
1.对规格值内重量的基板进行稳定支撑。
2.使对基板的支持顺畅(无碰撞)。
3.使节拍稳定。
1.不能支撑规格值内重量的基板(不能抬升)。
2.速度_快(时间短):对基板上的贴片元件造成不良影响(位置偏移等)。
3.速度_慢(时间长):増加节拍。
NO
①
②
No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 支撑台 确认方法及调整方法(故障处理方法)
功能名称 基板贴片元件的稳定(支撑台的动作速度)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
减压阀
速度控制器(上升)
速度控制器(下降)
传送通道内
【10】-3