JUKI RS-1 操作说明书_.pdf - 第158页
操作手册 4- 18 4- 11 循 环停止 按下主菜单的循环停止开始按钮 ,在简易显示阅览器中显示循环停止图标时,即进入循环停止模式 。 循环停止模式是指,生产中在基板贴片结束时, 搬出基板,结束生产。 此种方式,视为正常的结束生 产。 在循环停止模式中,再次按停止循环按钮时,循环停止模式即被解除。 在循环停止模式中结束生产的时间点,可在操作选项的 「生产/动作」的 [循环停止时的动作]中指 定。 项目 内容 不搬出基板 对所有贴片元…
操作手册
4-17
4-10 生产开始时的检查
为了开始生产,按控制面板的<START>开关后,由于要判断可否开始生产,会进行生产程序检查、
建立主调度程序、检查主调度程序。
・检查生产程序
・建立调度程序表
・检查调度程序表
生产程序检查的结果、发生警告时,会列表显示警告的内容。(最多 100 条)
「生产程序未完成」错误或警告的合计条数达到 100 条时,会立刻中断检查并列表显示内容。
检测到错误或警告达到 100 条时,不能开始生产。
如果没有错误,而且警告不足 100 条时,通过再次按<START>开关,即可开始生产。
错误或警告的列表显示的形式如下。
数据名,错误提示信息
(例)元件,指定的吸嘴 (7500) 尚未安装
操作手册
4-18
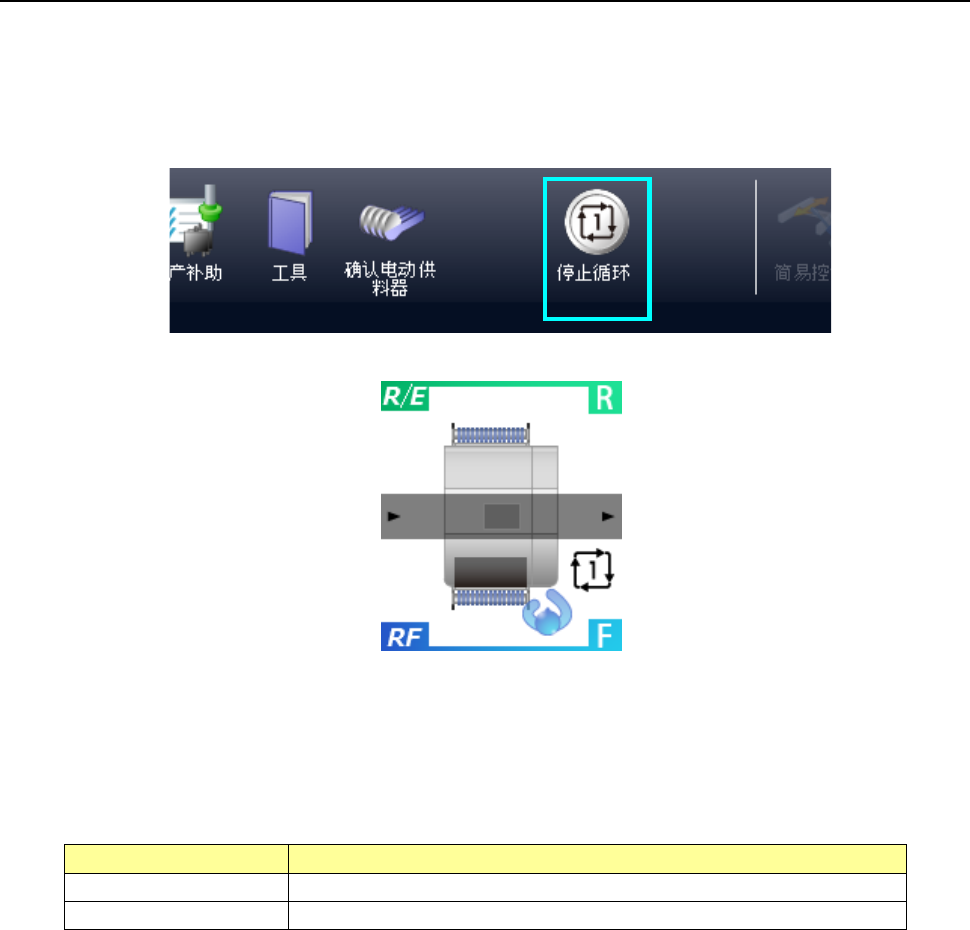
4-11 循环停止
按下主菜单的循环停止开始按钮,在简易显示阅览器中显示循环停止图标时,即进入循环停止模式。
循环停止模式是指,生产中在基板贴片结束时,搬出基板,结束生产。此种方式,视为正常的结束生
产。
在循环停止模式中,再次按停止循环按钮时,循环停止模式即被解除。
在循环停止模式中结束生产的时间点,可在操作选项的「生产/动作」的[循环停止时的动作]中指
定。
项目
内容
不搬出基板
对所有贴片元件进行贴片后,不进行基板搬送,暂停生产。
搬出所有在制基板
继续生产搬出基板,直至搬出全部正在制作的基板,结束生产。
操作手册
5-1
第
5
章
故障排除
元件的贴片位置偏移、贴片角度偏移等的处理方法。
5-1 贴片偏移
5-1-1 整个基板发生贴片偏移(每个基板都反复出现)
原因 处理方法
1 「贴片数据」的 X、Y 坐标输入错误。 重新设定「贴片数据」
(确认 CAD 坐标或重新示教等)。
2 BOC 标记为非 CAD 数据。 贴片坐标为 CAD 数据时,即使用 BOC 标记也使用
CAD 数据。
若不清楚 BOC 标记的 CAD 数据时,贴片数据全部重
新示教。但是,整体在某一方向偏移时,调整基板
数据的 BOC 坐标(例:X 方向偏移“0.1mm”时,
将全部的 BOC 标记 X 坐标加 “0.1mm
”)施加偏差
。
3 BOC 标记位置偏移或脏污。
尤其是脏污时,极其容易导致贴片偏移。
确认并重新设定 BOC 标记。
使用其他 BOC 标记
同时,加强管理,以防弄脏 BOC 标记。
4 制作数据时,在未实施 BOC 校准的状态下,对贴片
坐标进行示教。
基板安装时,执行「BOC 校准」。
5 尽管 BOC 采用 CAD 坐标,但仍用基板数据对 BOC 标
记进行示教。
使用 CAD 坐标时,切勿进行 BOC 标记示教。已对
BOC 标记进行示教时,就必须对所有贴片坐标重新
示教。
6 BOC 标记和贴片作为为 CAD 数据时,CAD 数据的贴
片坐标,或 BOC 标记的坐标有错误。
确认 CAD 数据,有错误时进行修正