00196473-04-UM-SX12-DX12-KOR.pdf - 第223页
사용자 매뉴얼 S IPLACE SX1/SX2/DX 1/DX2 4 셋업 및 작동 소프트웨어 버전 SC.705 .xx 에 서 업데이트 10/2 011 한글판 4.3 장비 셋업 223 4.3 .8 장비를 라인에 통합 → 211 페이지의 4.3.1 단원에 있는 일반 경고를 준수하십시오 . → 212 페이지의 4.3.2 단원에 있는 장비 운반에 관한 경고를 준수하십 시오 . → 도구 및 장비의 세부 …
4 셋업 및 작동 사용자 매뉴얼 SIPLACE SX1/SX2/DX1/DX2
4.3 장비 셋업 소프트웨어 버전 SC.705.xx 에서 업데이트 10/2011 한글판
222
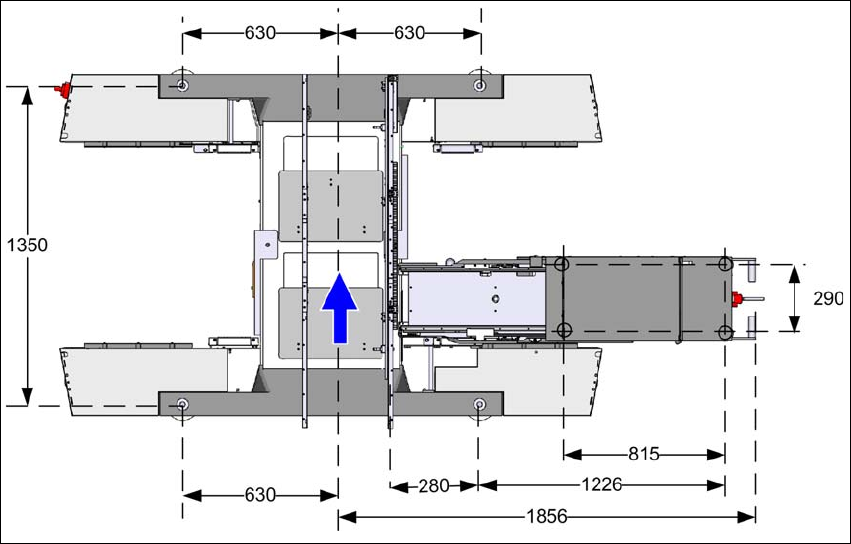
4.3.7.3 장비 및 WPC5/WPC6 에 대한 장비 다리 여유 공간
4
그림 4.3 - 7 장비 및 WPC5/WPC6 에 대한 장비 다리 여유 공간 (mm 단위 )
사용자 매뉴얼 SIPLACE SX1/SX2/DX1/DX2 4 셋업 및 작동
소프트웨어 버전 SC.705.xx 에서 업데이트 10/2011 한글판 4.3 장비 셋업
223
4.3.8 장비를 라인에 통합
→ 211 페이지의 4.3.1 단원에 있는 일반 경고를 준수하십시오 .
→ 212
페이지의 4.3.2 단원에 있는 장비 운반에 관한 경고를 준수하십시오 .
→ 도구 및 장비의 세부 사항에 대해서는 215
페이지의 4.3.5 단원을 참조하십시오 .
4.3.8.1 라인에서 장비의 정렬 및 조정
→ 지게차를 이용해 , 장비 다리에서 하중이 없어질 때까지 장비를 들어 올립니다 .
→ 라인에서 장비에 대한 PCB 컨베이어 높이를 정하고 6 각 소켓 헤드 나사를 사용하여 높이를
대략적으로 조절합니다 .
→ 관련 PCB 컨베이어 높이에 장비 다리를 맞추어야 할 수도 있습니다 (216 페이지의 4.3.6 참
조).
→ 지게차를 사용하여 라인의 자유 공간에 장비를 놓습니다 .
→ PCB 컨베이어의 정렬에 유의하고 이전 장비까지의 거리를 점검합니다 .
경고 4
장비를 천천히 내려놓습니다 . 다른 한 명이 아래쪽을 살펴보면서 장비 다리가 모두 동시에
바닥에 닿도록 해야 합니다 . 장비 다리가 어느 한 쪽부터 바닥에 닿으면 고정 장치가 손상될
우려가 있습니다 .
4
→ 장비 수평계를 사용하여 장비를 X 및 Y 방향으로 정렬합니다 (224 페이지의 4.3.9 참조 ).
→ 긴 보조 보드를 이용하여 PCB 컨베이어를 정렬합니다 . 장비를 최종 위치로 이동합니다 . 긴
보조 보드를 PCB 컨베이어를 지나 인접 장비로 간편하고 방해 없이 밀 수 있어야 합니다 .
→ 장비 수평계를 사용하여 X 및 Y 방향을 다시 점검하고 필요할 경우 다리의 높이를 조정합니
다.
→ 클램핑 나사를 돌려 장비 다리를 130 Nm 토크까지 조입니다 .
→ 망치로 장비 다리를 쳐서 다리의 하중 강도를 검사합니다 .
→ 장비 수평계를 사용하여 X 및 Y 방향을 다시 검사합니다 .
4 셋업 및 작동 사용자 매뉴얼 SIPLACE SX1/SX2/DX1/DX2
4.3 장비 셋업 소프트웨어 버전 SC.705.xx 에서 업데이트 10/2011 한글판
224
4.3.9 장비 수평계로 장비 정렬
4
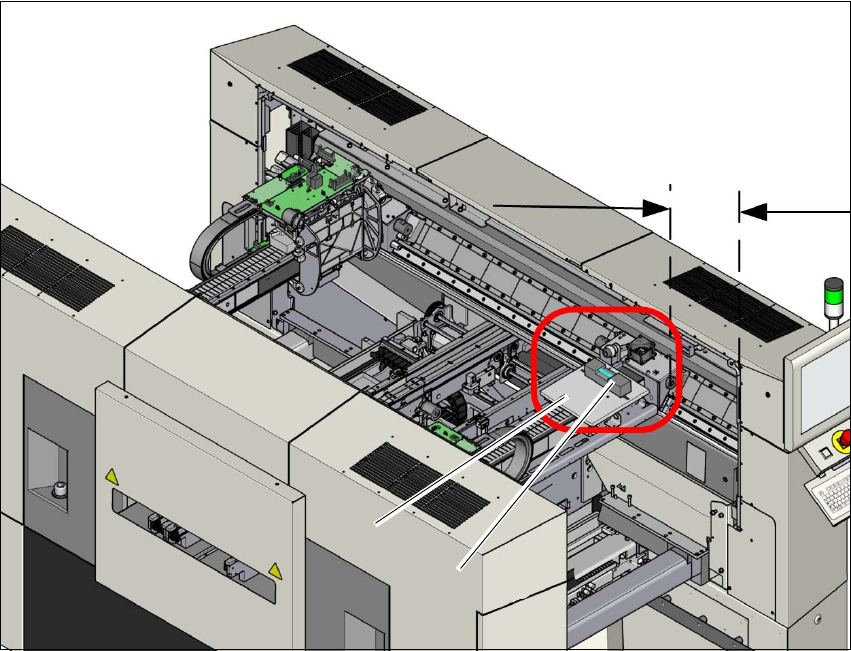
그림 4.3 - 8 X 및 Y 방향으로 장비 조정 - 측정 (SX2 의 예 )
→ 측정은 갠트리 1 에서 수행됩니다 .
→ 갠트리를 Y 방향으로 밀어 넣습니다 . 두 범퍼의 거리는 약 300 mm( 또는 선형 가이드에서
약 4-5 빨간색 점 ) 정도 되어야 합니다 .
→ 3 개의 지지핀이 작업 표면과 자석 사이의 빈 영역에 위치하도록 지지판 (1) 을 갠트리 위에
놓습니다 . 3 개의 지지핀은 고르게 닿도록 하십시오 .
→ 장비 수평계 (0.02 mm 의 측정 정확도 ) 를 지지판에 놓고 3 포인트에서 측정합니다 .
– 유동 베어링 쪽과 고정 베어링 쪽에 Y 축 정렬 .
– X 갠트리 중앙에 X 축 정렬 . 헤드 마운트는 X 갠트리의 중앙에 와야 합니다 .
300 mm
(1)
(2)