1、JT300系列 AOI说明书.pdf - 第38页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料) z 激活绿色元件本体框,象在调整上一个例子一样调整元件本体颜 色属性。 z 激活元件焊接区域中的引脚区域,如下图 调整蓝色引脚的颜色区域, 确认引脚存在, 注意保持引脚区域的一端与焊接区域的一端在一条线上。 z 激活元件焊接区域,如下图 将焊接的蓝色调整显示出来, 确定正常焊接的比例。 调整好之后, 勾选 复制大小 、 复制颜色 , 然后单击 复制属性 。 其它两脚已与此脚具有相同的…
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
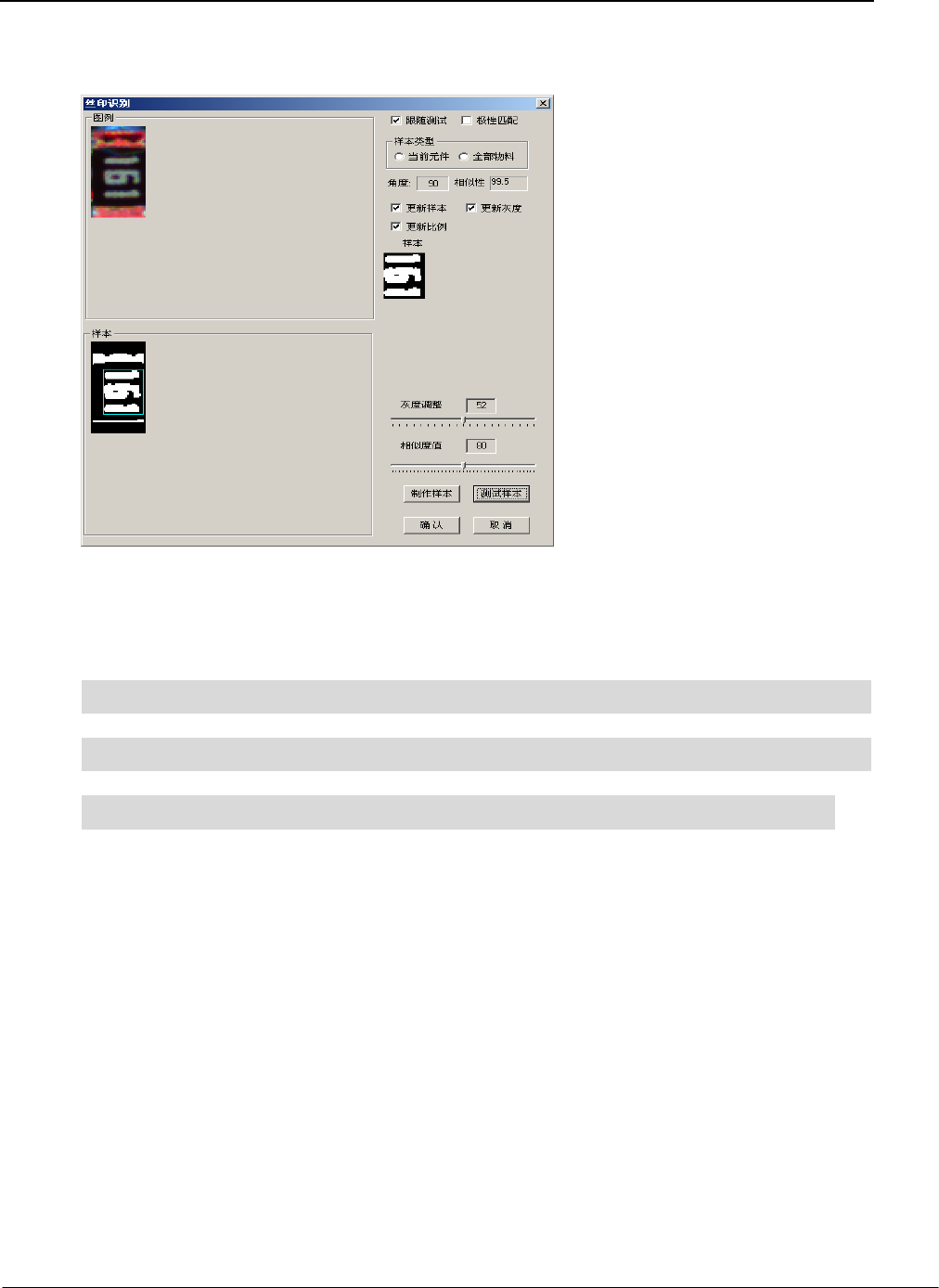
系统都按照极性匹配方式检测。对于自定义元件,则按照用户定义方式来处理极性匹配。
2、当前元件与全部元件是指当测试的元件与其它元件有差别时,单独对该元件的取样。否则为全
部元件都采用相同样本。
移动样本框的大小和位置,获取希望检测的样本。点击制作样本。
调整相识度值,使系统检测误判与漏判之间在一个合理的范围内。
在点击确认以前,请确认是否需要更新样本,更新灰度以及更新比例。这三个控制相可以单独
调整。
调整技巧 调整灰度值,使相识度最大即可。对位置偏差比较大的元件,
如 SOT, PSOT,相似比例可以适当降低。对 IC 等位置相对比较固定的,
比例则可适当提高。如果对丝印有严格要求,则相似比例可更高。
带极性 CHIP 类型与 CHIP 类型元件相比,只是多了一个极性检测框,做带极性的 CHIP 类型
元件时,只需将极性调整为当前元件的极性颜色,并设定好“最小”数就可以了。其他方面的调试
和 CHIP 类型元件的方法是一样的。
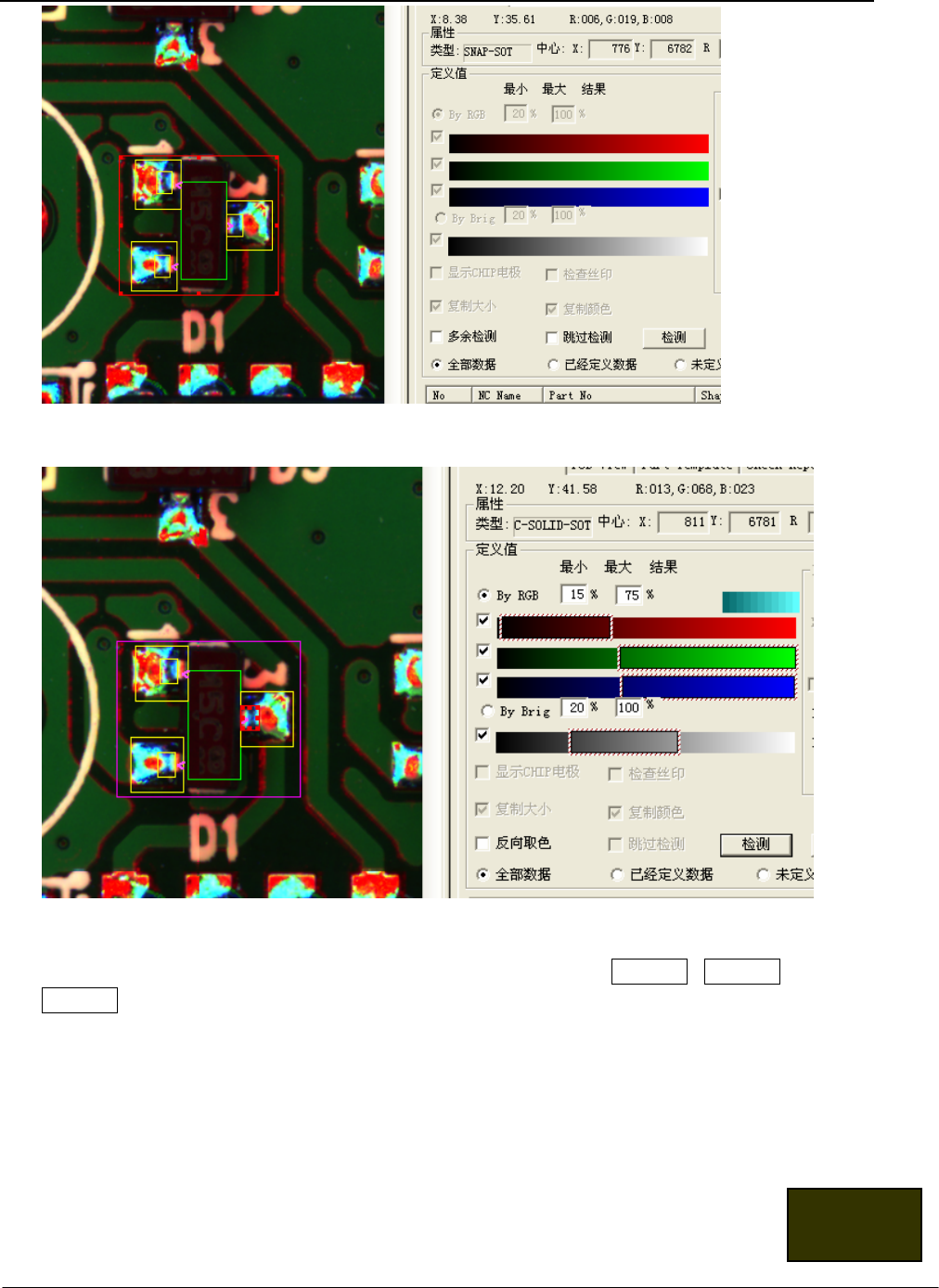
4.4.2 三极管编辑 如下图:
第 37 页 共 54 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
z 激活绿色元件本体框,象在调整上一个例子一样调整元件本体颜色属性。
z 激活元件焊接区域中的引脚区域,如下图
调整蓝色引脚的颜色区域,确认引脚存在,注意保持引脚区域的一端与焊接区域的一端在一条线上。
z 激活元件焊接区域,如下图
将焊接的蓝色调整显示出来,确定正常焊接的比例。调整好之后,勾选复制大小、复制颜色,然后单击
复制属性。其它两脚已与此脚具有相同的属性了。然后在确认那两个焊接区域的设置,如果测试不能通
过,再略作调整即可。
返回目录
第 38 页 共 54 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
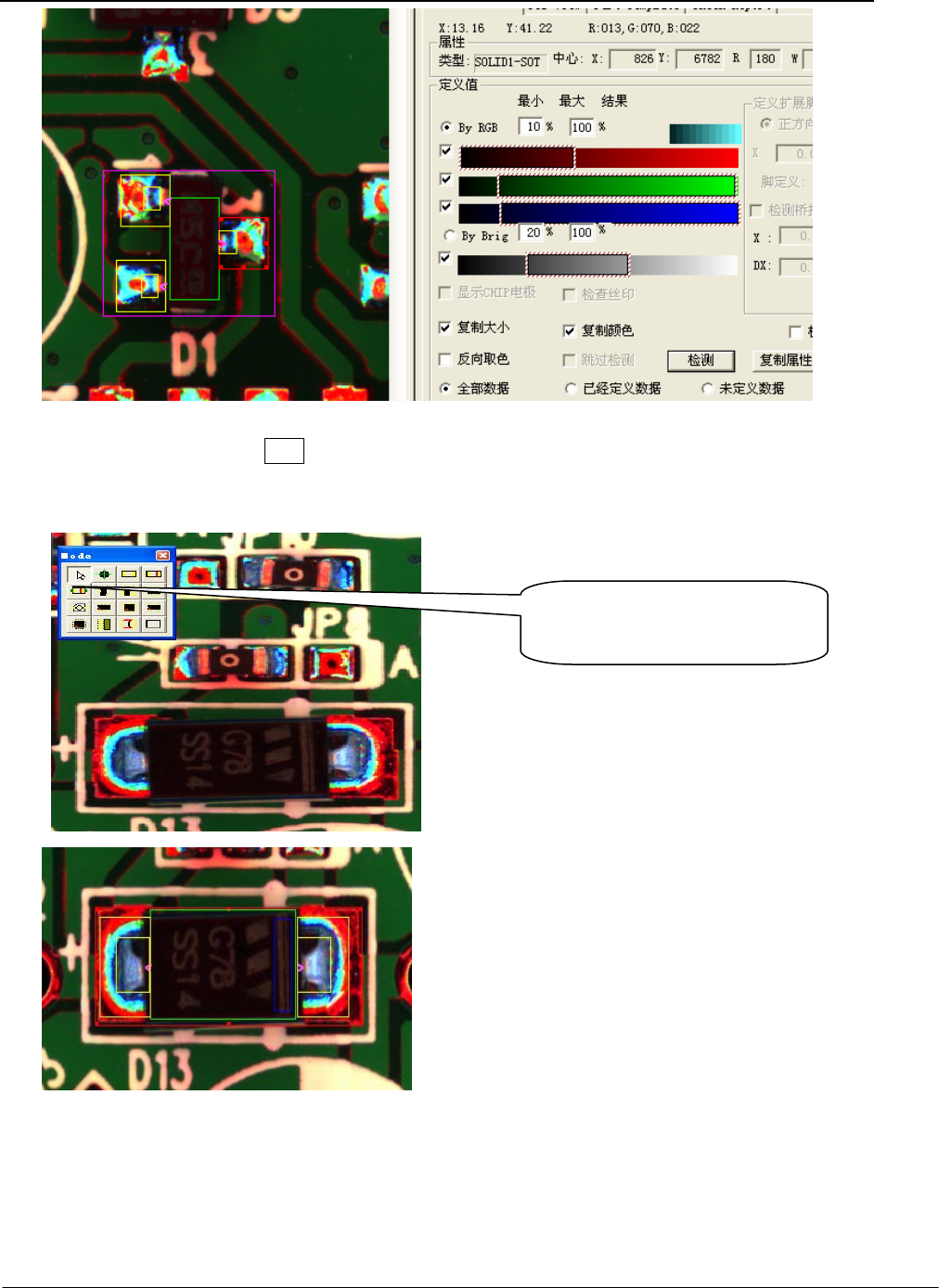
z 激活元件最外框(紫红框)
激活元件最外框后,单击检测,即可确认整个元件有无通过测试。
4.4.3 钽电容的编辑 如下图:
选择此类型有两引脚元件的识
别方式(增加二极管定义框)
在上图中焊接区域的调整方法与三极管一样,与前面元
件不同的是多了蓝色极性框。激活极性框,将极性框移动到能代表极性的位置,调整代表颜色。但
对有极性的元件要注意,在调整好的元件所有的检测内容并检测通过后,要将整个元件检测框旋转
180 度后检测极性框,检测不出极性的内容才可以。然后再将整个元件检测框旋转 180 度回到原来
的状态。
4.4.4 电源三极管的编辑 如下图:
第 39 页 共 54 页