5. SM411F_Operation_Training(Kor_Ver4).pdf - 第117页
3-59 MMI 따라하기 Ⅱ “ 생략 ” 또는 “ 생략 해제 ” 을 선 택하십시오 . AR 장착점 이 속한 Array PCB 의 번호를 선 택합니다 . FID 부품 피두셜마크 데이터가 설정된 장착점의 경우에 “Y” 가 표시되고 , 피두셜마 크 데이터가 설정되지 않은 경우에 “N” 가 표시됩니다 . 특정 부품에 대해서 부품 피두셜마크의 데이타를 설정하려면 해당 부품을 선택 하고 &l…
3-58
Samsung Component Placer SM411/411N Operation Training
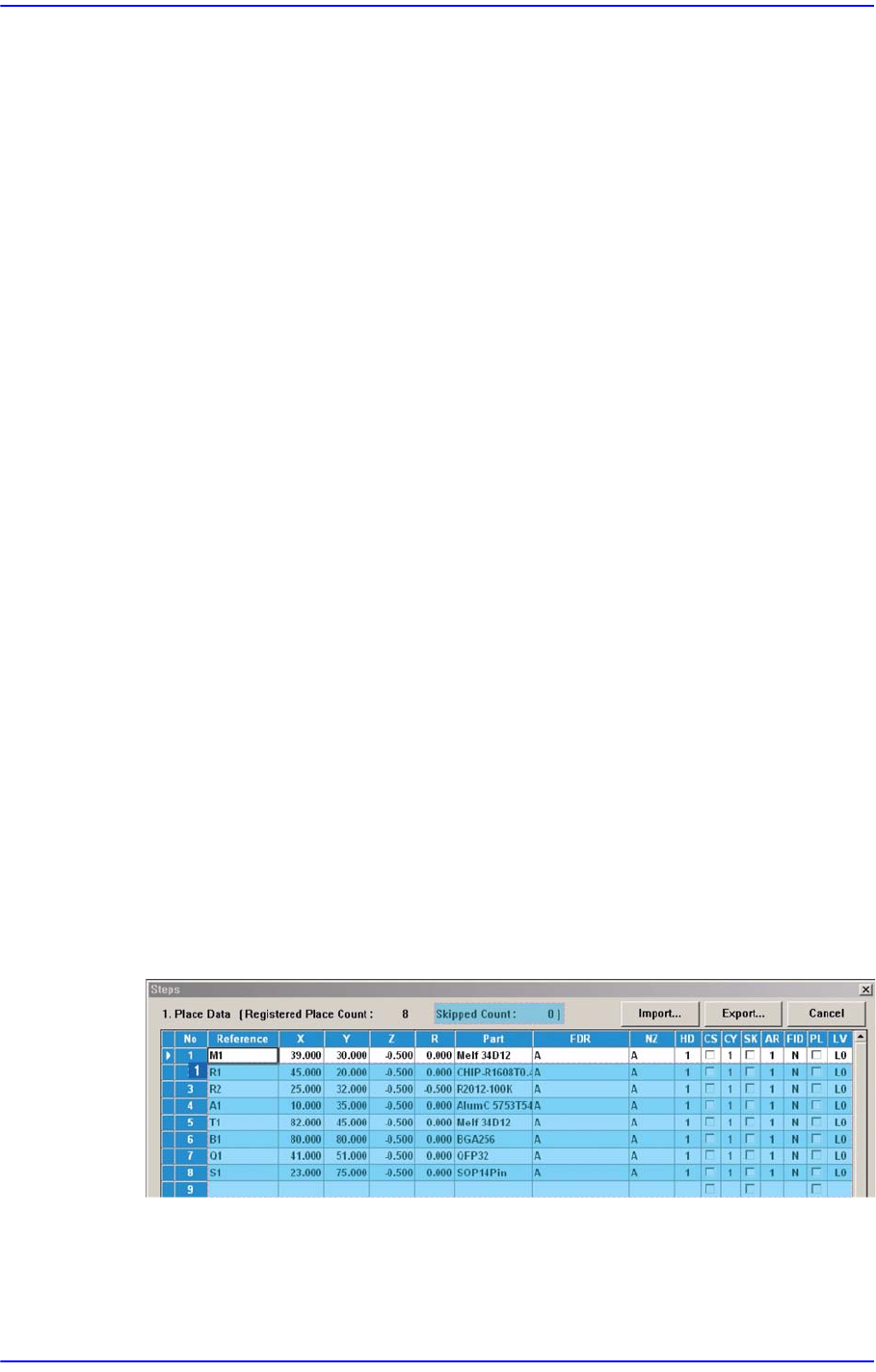
Reference
장착하고자 하는 위치의 명칭(이름)을 입력합니다 . 일반적으로 PCB기판에 있
는 R1, R2, C1, C2 등의 값을 입력합니다. (최대 8자)
동일한 이름이 2점 이상 존재하는 경우, 프로그램 다운로드 시 에러가 발생합니
다.
X, Y, Z, R
티칭박스를 이용하여, 피두셜카메라를 이용해서 장착점을 티칭하여 좌표를 등
록합니다. R값은 장착하려는 부품의 각도를 입력합니다 .
Part
만일 Feeder가 배치되기 전 이라면 , Optimizer를 사용하여 Feeder의 배치
를 최적
화할 때, Part 이름만 선택합니다.
FDR
장착할 부품을 공급하는 Feeder를 선택합니다.
HD
부품을 장착할 헤드를 선택합니다.
CS
Cycle Start의 약자로 각 Cycle의 시작을 의미합니다 .
CY
몇 번 싸이클에서 해당 부품을 장착하는지를 표시합니다.
SK
장착점에 대한 작업을 하지 않고 생략할 경우에 체크박스를 선택합니다. 작업하
지 않고 스킵한 장착점 수가 ‘스킵 스텝수’ 에 표시
됩니다.
마우스를 이용하여 스킵하려는 장착점을 선택하고 선택된 장착점들에 대해서
한꺼번에 작업을 생략할 수 있습니다 . 반대로 작업을 생략한 장착점들을 한꺼번
에 선택해 생략하지 않도록 설정할 수도 있습니다.
1:
마우스를
이용한
Drag
선택
마우스를 이용해서 장착점을 선택하십시오.(마우스 Drag 기능 이용)
오른
쪽 마우스 클릭하면 팝업메뉴가 나타납니다.

3-59
MMI
따라하기
Ⅱ
“생략 ” 또는 “생략 해제”을 선택하십시오.
AR
장착점
이 속한 Array PCB의 번호를 선택합니다.
FID
부품 피두셜마크 데이터가 설정된 장착점의 경우에 “Y”가 표시되고, 피두셜마
크 데이터가 설정되지 않은 경우에 “N”가 표시됩니다.
특정 부품에 대해서 부품 피두셜마크의 데이타를 설정하려면 해당 부품을 선택
하고 <피두셜 > 버튼을 클릭하여 피두셜마크 데이터를 설정하십시오
PL
이미 장착작업을 완료한 장착점에 대해서 체크표시합니다 . 본 장비는 “장착 등
록” 대화상자에서 특정 장착점
을 선택하여 해당 장착점에 대한 장착작업을 수
행할 수 있도록 하는 기능을 제공합니다.
이 기능에 따라 장착작업을 수행하면 부품이 장착된 장착점에 대해서 자동으로
체크표시를 하여 이후 장착작업의 수행시 중복 장착하는 것을 방지하도록 합니
다.
<Filltering> 버튼
“장착 등록” 대화상자에 보여지는 장착점을 표시할 조건을 설정합니다. 자세한
사항은 Administrator’s Guide의 “제 9장. 장착점 등록”에서 “필터 ” 부분
을 참조
하십시오.
<Refresh Feeder> 버튼
“Feeders” 대화상자에서 Feeder의 설정이 변경되었을 때, 이 버튼을 클릭하면 “
장착 등록” 대화상자에서 변경된 Feeder를 다시 재설정할 수 있도록 합니다.
<Refresh Nozzle> 버튼
ANC상의 노즐의 배치가 변경되었을 때, 이 버튼을 클릭하면 “장착 등록” 대화
상자에서 변경된 노즐을 다시 재설정할 수 있도록 합니다.
<Clear Cycle> 버튼
장착 사이클을 초기화합니다.
<POP S
teps Only> 버튼
전체 장착점 중에서 POP 부품(플럭스 부품)의 장착점만 대화상자에 표시하기
위해서 선택합니다.
<Import…>버튼
외부에서 작성한 ASCII데이터를 본 장비의 장착점 데이터로 변환하는 기능을
수행합니다.
자세한 사항은 Administrator’s Guide의 “제 9장. 장착점 등록”에서 “장착점 가
3-60
Samsung Component Placer SM411/411N Operation Training
져오기” 부분을 참조하십시오 .
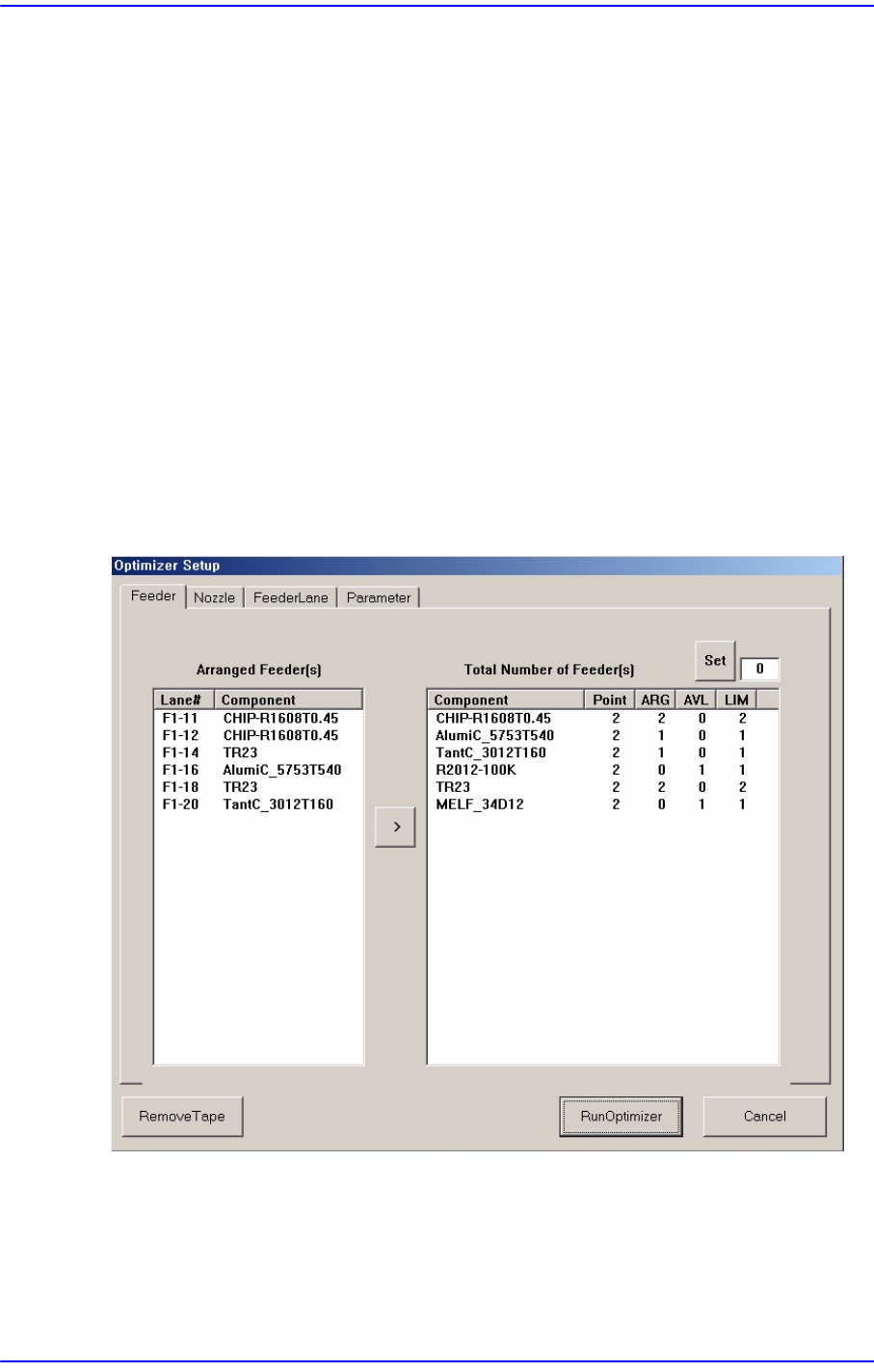
3.5. Optimizer
Optimizer는 테이프 피더와 노즐, ANC 등의 배치 위치와 작업의 순서를 최적화하여
생산 효율을 극대화할 수 있도록 자동으로 프로그램하는 기능을 수행합니다. 최대
의 생산 효율을 얻기 위한 방법은 다음과 같습니다.
겐트리간 밸런싱
노즐 교환 횟수의 최소화
피더의 동시 흡착 횟수의 최대화
XY 겐트리의 이동시간을 최소화할 수 있도록 피더를 배치
최적의 장착 작업 순서 결정
3.5.1. Tape Feeder
<Arranged Feeder> 리스트박스
이미 전/후면 Feeder Base에 설정되어 있는 Tape Feeder의 내용을 나타냅니다 .
<Total Number of Feeder(s)> 리스트박스
사용 예정인 부품의 명칭, 장착점수, 배치된 Feeder의 수량, Optimizer로 배치할