DECAN_S1_Administrator∏s_Guide(Chi_Ver1.4)_Web.pdf - 第535页
16-11 Diagnosis( 诊断 ) <Blow Check> 领域 Build T ime [ms] 指示打开吹气的程度达到 90% 时 所花费的时间。 Standard Dev [3 σ ] 指示 Build Time 的离差 (3 σ ) 。 Min Build T ime [ms] 指示 Build Time 的最小值 。 Max Build T ime [ms] 指示 Build Time…
16-10
Next Generation, Multi-Functional Placer DECAN S1 Administrator’s Guide
<Spindle> 组合框
选择需要检查电磁阀的贴片头。选择“All”时,就会对<Head>组合框上的选
定悬臂的一切贴片头进行检查。
<Test> 按钮
单击该键,就会按照<Try>组合框上选择的次数对<Head>组合框与
<Spindle>组合框上选择的贴片头执行生成真空 (Vacuum On)与破坏真空
(Vacuum Off)的检查作业,然后以图表方式显示其结果。
<Detail> 按钮
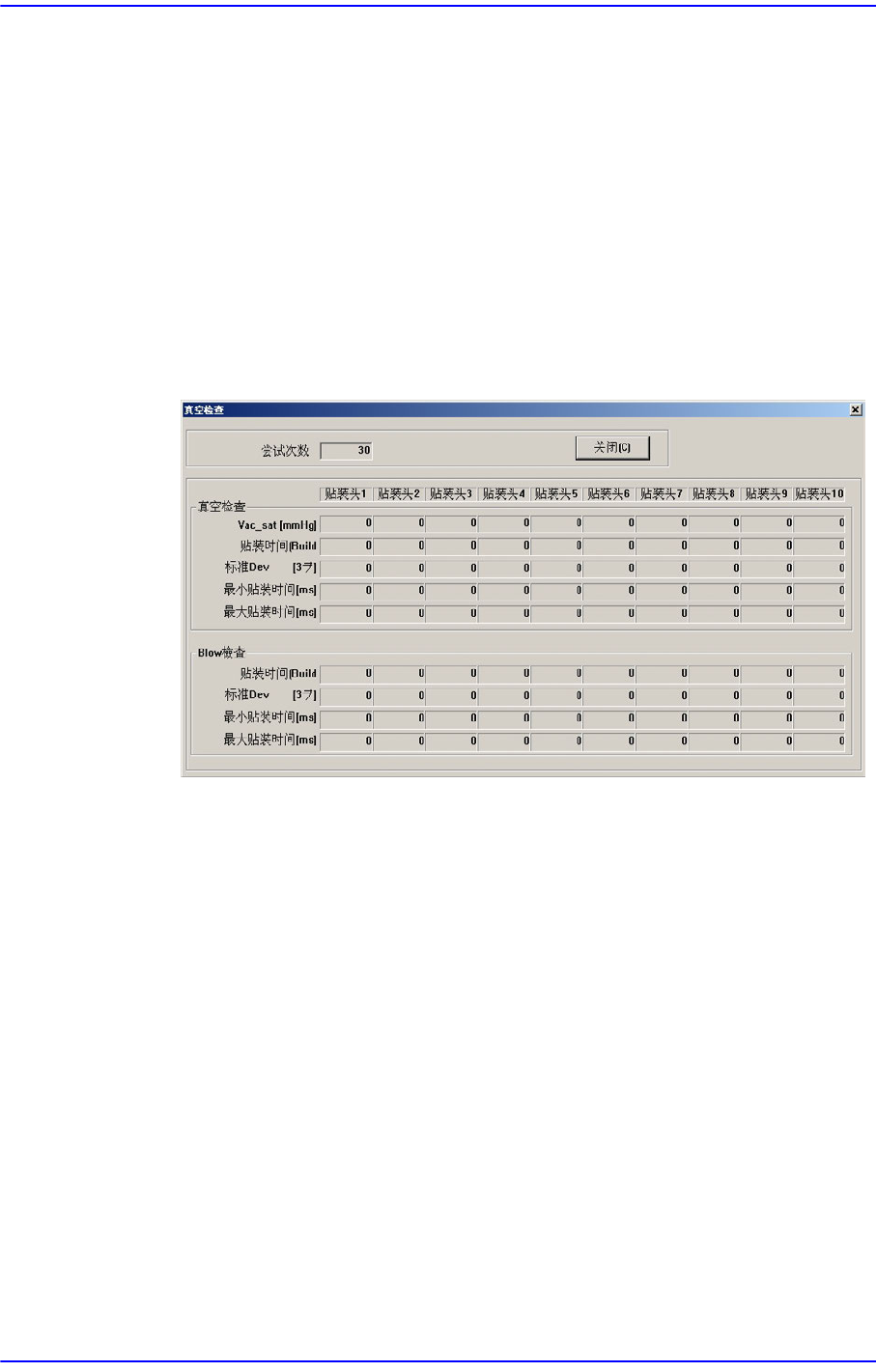
单击该键,就会出现下面的对话窗口并且以统计数据显示出针对选定贴片头
的检查结果。
<Vacuum Check> 领域
Vac_sat [mmHg]
指示执行了生成真空(Vacuum On)动作后该贴片头的平均真空程度(平均
值:-580 mmHg)。
Build Time [ms]
指示真空度达到90%时所花费的时间 。
Standard Dev [3σ]
指示Build Time的离差(3σ)。
Min Build Time [ms]
指示Build Time的最小值。
Max Build Time [ms]
指示Build Time的最大值。
16-11
Diagnosis(
诊断
)
<Blow Check> 领域
Build Time [ms]
指示打开吹气的程度达到90%时所花费的时间。
Standard Dev [3σ]
指示Build Time的离差(3σ)。
Min Build Time [ms]
指示Build Time的最小值。
Max Build Time [ms]
指示Build Time的最大值。
<SaveAs> 按钮
单击该键就会出现对话窗口,可以选择把结果数据保存为文本文件时的路
径。
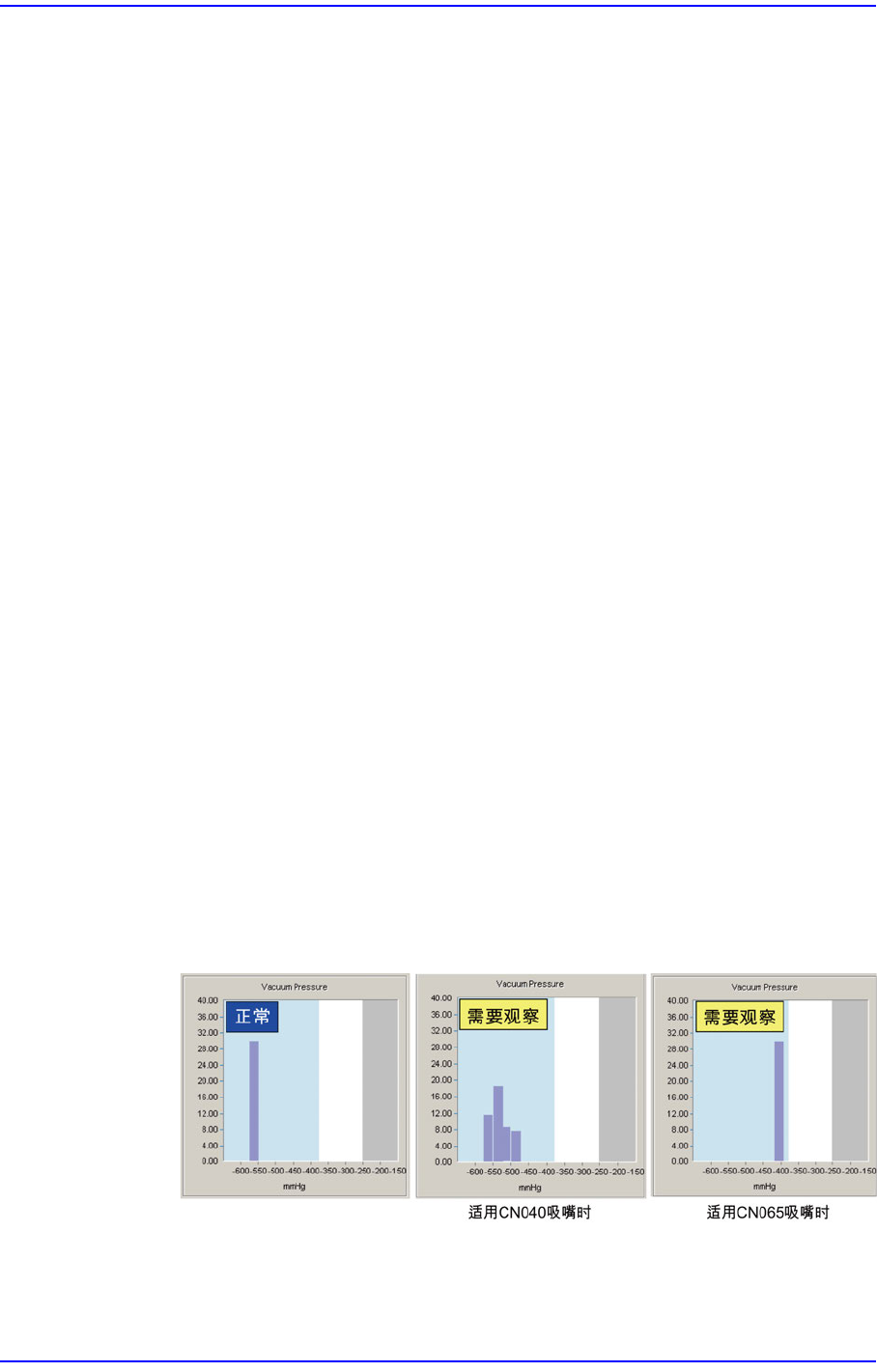
<Vacuum Pressure>
以图形方式显示出执行了生成真空(Vacuum On)动作后贴片头真空度达到
90%时的真空程度。
X轴
指示执行了生成真空(Vacuum On)动作后的贴片头平均真空程度 (平均
值:-580 mmHg)。
Y轴
表示相当于X轴所示真空程度的次数。各棒状图指示的次数之和等于在
<Try> 组合框上所选择的次数。
一边查看图表一边检查真空压力是否达到了所需程度。如果在天蓝色区域里
存在着结果值则表示正常,如果在白色区域显示着结果值则表示异常而需要
持续观察,如果在灰色区域里显示着结果值则表示不正常而需要联系STS或
当地代理店后接受精密检查。
如果是CN040吸嘴,只要高于400mmHg就能正常作业。

16-12
Next Generation, Multi-Functional Placer DECAN S1 Administrator’s Guide
<Vacuum On>
指示真空度达到90%时所花费的时间。以平均值为基准,离差越少越好 (平
均值:34 ms)。
如果在天蓝色区域里存在着结果值则表示正常,如果在白色区域显示着结果
值则表示异常而需要持续观察,如果在灰色区域里显示着结果值则表示不正
常而需要更换该元器件。
在天蓝色区域里面以平均值为中心,所有的结果值的离差越少越好;离差越
大越能判定为异常而需要持续观察。
<Vacuum Off>
指示破坏真空达到90%时所花费的时间(平均值:32 ms)。
如果在天蓝色区域里存在着结果值则表示正常,如果在白色区域显示着结果
值则表示异常而需要持续观察,如果在灰色区域里显示着结果值则表示不正
常而需要联系STS或当地代理店后接受精密检查。
在天蓝色区域里面以平均值为中心,所有的结果值的离差越少越好;离差越
大越能判定为异常而需要持续观察。