OM-1466-001_w.pdf - 第31页
28 4. 動作概要 4. 動作概要 (1) 部品をフィーダから吸着(取出)します。 (2) 部品認識を行います。 (3) リード浮き検出を行う位置にヘッドが移動します。 • ヘッドが移動する間に、次の動作が行われます。 ヘッドのスキャン開始位置での待機 部品認識結果に基づく吸着部品の X、Y、Z 補正 吸着部品のスキャン開始角度での待機 (4) リード浮き検査を行います。 • 一括検出の場合は、一括スキャン • 分割検出の場合は、2 …
27
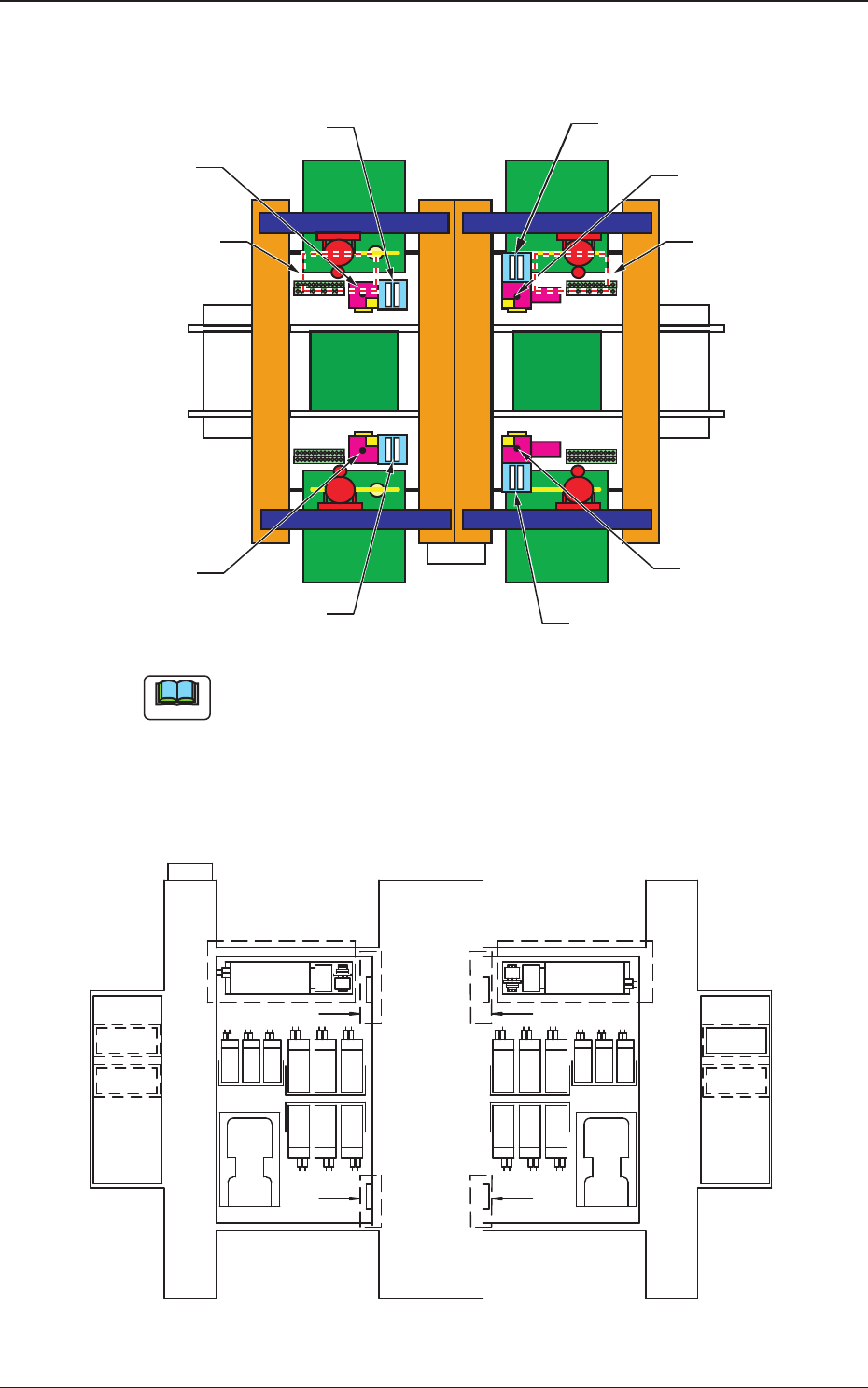
3. 概観図
部品認識カメラ
リード浮き検出ユニット :CD-G110
(FP-G***非搭載およびFP-G100搭載の場合)
部品認識カメラ
リード浮き検出ユニット :CD-G110
(FP-G200搭載の場合)
部品認識カメラ
部品認識カメラ
リード浮き検出ユニット :CD-G060
(FP-G200搭載の場合)
リード浮き検出ユニット
コントローラ
リード浮き検出ユニット
コントローラ
リード浮き検出ユニット :CD-G060
(FP-G***非搭載およびFP-G100搭載の場合)
Fig. 1
ノート
(a) Fig. 1 は CD-G110 が装置後面に設置された場合を示します。
(b) FP-G*** 非搭載および FP-G100 搭載の場合と FP-G200 搭載の場
合では、リード浮き検出ユニットの配置が異なります。
(c) 各ステージに各 1 台、最大 4 台を設置可能です。
装置前面
照明ユニット:A
照明ユニット:B
照明ユニット:C
照明ユニット:D
バックアップ
X軸
カッターA
カッターB
Y1軸
Y2軸 X軸
Y1軸
Y2軸
X軸
Y1軸
Y2軸 X軸
Y1軸
Y2軸
バックアップ
カッターC
カッターD
真空ポンプ1
真空ポンプ2
装置後面
FE
DC
BA
GXH-3架台下レイアウト
3. 概観図
0710-001
28
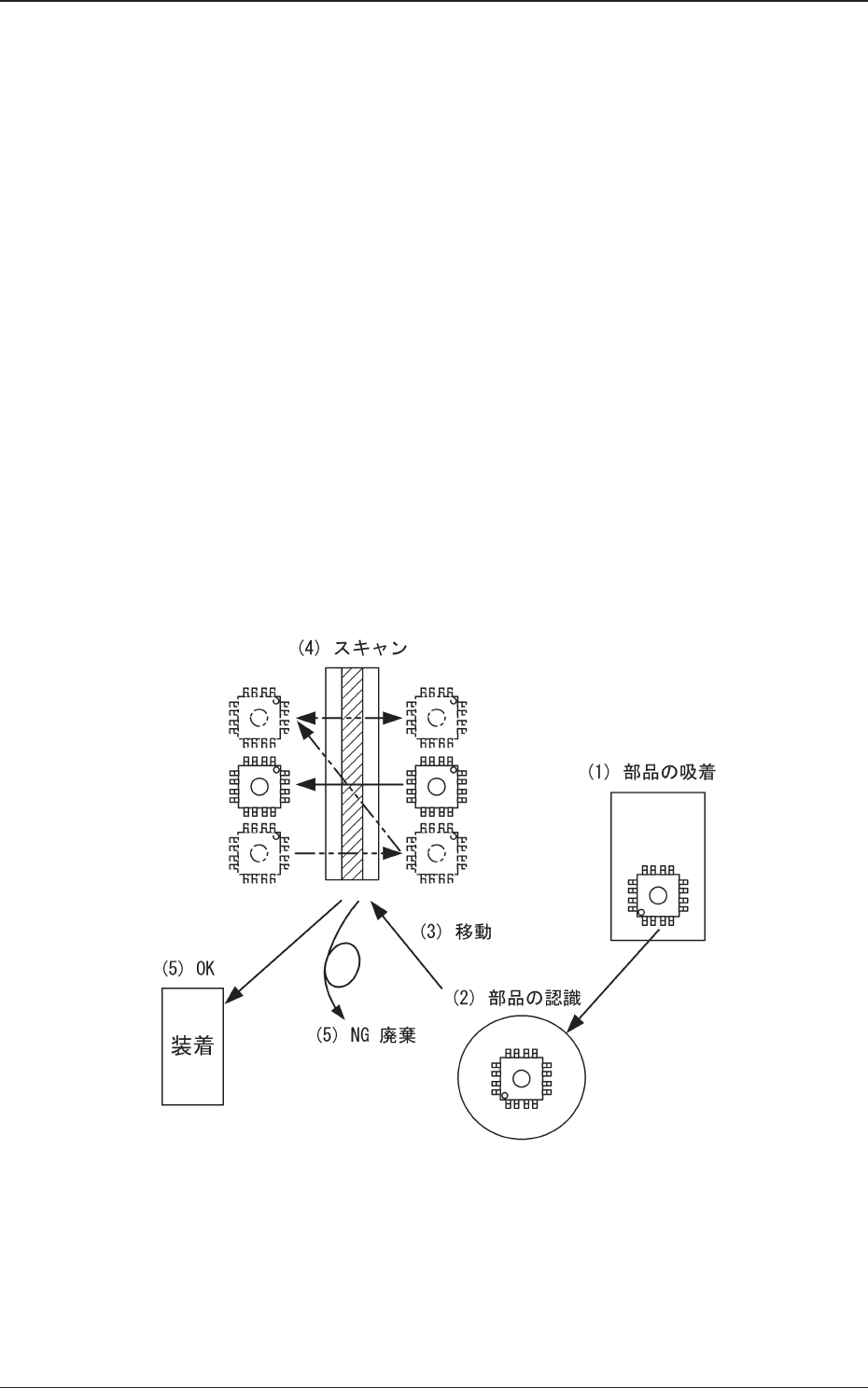
4. 動作概要
4. 動作概要
(1) 部品をフィーダから吸着(取出)します。
(2) 部品認識を行います。
(3) リード浮き検出を行う位置にヘッドが移動します。
•
ヘッドが移動する間に、次の動作が行われます。
ヘッドのスキャン開始位置での待機
部品認識結果に基づく吸着部品の X、Y、Z 補正
吸着部品のスキャン開始角度での待機
(4) リード浮き検査を行います。
•
一括検出の場合は、一括スキャン
•
分割検出の場合は、2 回スキャン
(5) リード浮き検査の結果により次のように処理されます。
OK : 部品を装着します。
NG : 部品を廃棄します。
参考 : リード浮きの判定基準は、部品ライブラリデータで設定
します。
Fig. 3
0710-001
29
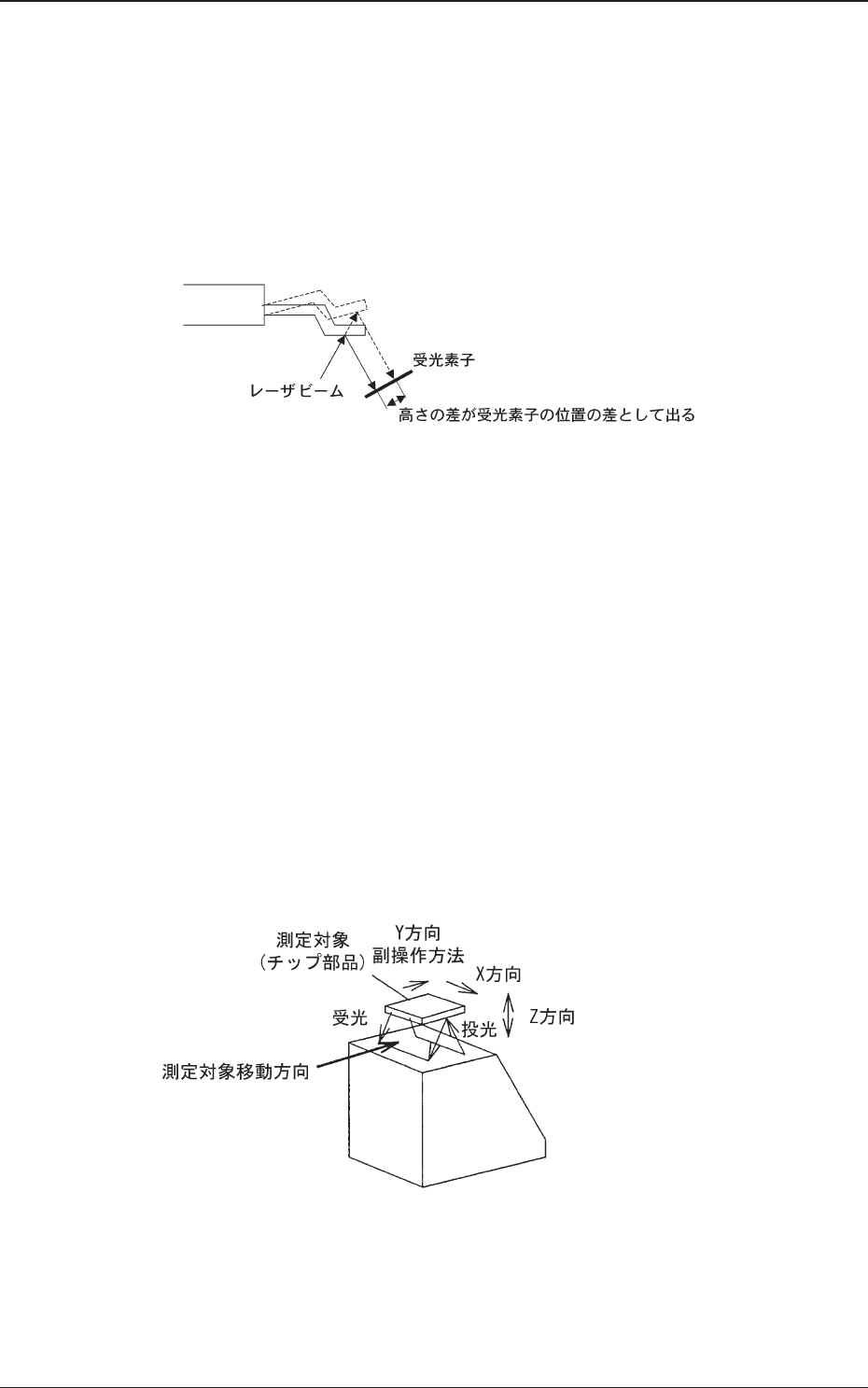
4.1 測定原理
4.1 測定原理
リード浮き計測の原理
•
レーザビームをリードに照射し、その反射を受光素子にて検出
します。
•
リードの高さが変ると受光素子の検出位置が変りますので、受
光素子の検出位置の変化を得ることによりリードの高さを検出
します。
Fig. 4
リード浮き量の検出方法
•
リード浮き量の検出には、走査型レーザ変位計 ( 赤外線半導体
レーザ、クラス 1) を使用しています。
•
レーザビームをポリゴンミラーにて X 方向にスキャンさせるこ
とにより、測定対象部品の X 方向の連続した高さデータを得る
ことができます。さらに測定対象部品を Y 方向に走査すること
により、測定対象部品底面の 3 次元情報を得ることができます。
得られた 3 次元情報よりリード位置を抽出し、リード浮き量を
検査します。
参考 : クラス 1 のレーザ光は、設計上安全とされるものです。100
秒間その光を瞬き無しに見続けても、網膜に損傷を与えない
レベルです。
リード浮き検出ユニット
(レーザ操作方向)
Fig. 5
0710-001