IPC 7711A.pdf - 第199页
EQUIPMENT REQUIRED Soldering system Soldering handpiece Chisel tip MATERIALS Flux Flux-cored solder Insulative tubing NOTE The contact area between the two wires shall be a minimum of three wraps (not twist) of each wire…

NOTES
IPC-7711A
Number: 8.1.1
Revision:
Date: 2/98
Subject: Mesh Splice
Page2of2
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale
No reproduction or networking permitted without license from IHS
--``,``,-`-`,,`,,`,`,,`---
EQUIPMENT REQUIRED
Soldering system
Soldering handpiece
Chisel tip
MATERIALS
Flux
Flux-cored solder
Insulative tubing
NOTE
The contact area between the two wires shall be a minimum of three wraps (not
twist) of each wire around the other.
PROCEDURE
1. Install tip.
2. Start with tip temperature of approximately 260°C and change as necessary.
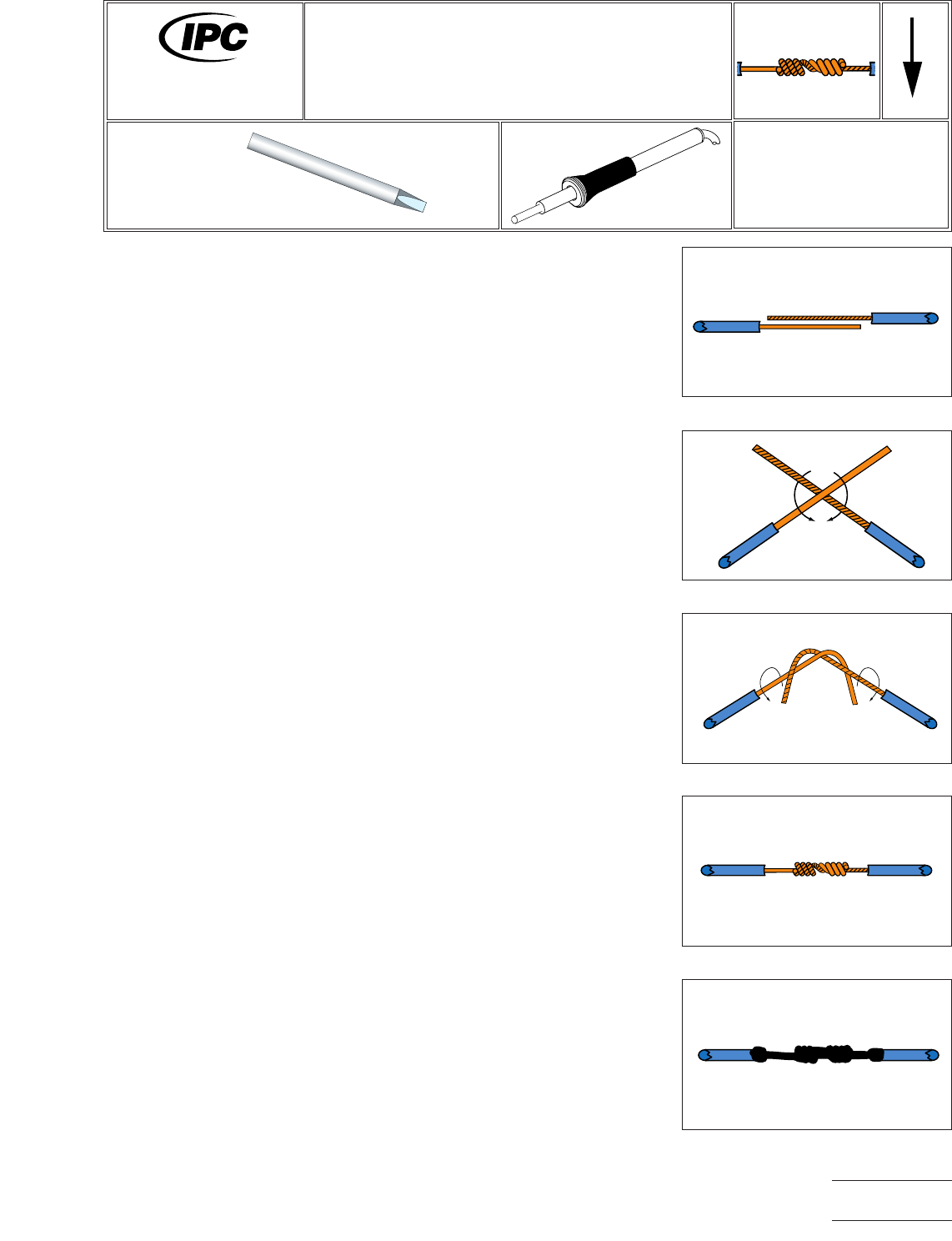
3. Strip and pre-tin stranded wires in accordance with guidelines identified in para-
graph 7 in 8.1. (See Figure 1.)
4. Place sleeving/tubing/wire designations, etc. onto wire. Ensure that the sleeving/
tubing length is sufficient to extend over the wire’s insulation, on both sides of the
spliced area, a distance of three times the wire insulation diameter. The tubing’s
inside diameter should be selected to facilitate (after shrinking) a snug, firm fit over
the wire insulation.
WIRE SPLICING
5. Position wires in an ‘‘X’’ pattern. Securing one wire firmly, begin the wrap motion
of the opposite wire until one turn is completed. (See Figures2&3.)
6. Firmly secure the remaining wire and begin wrap motion in the opposite direction.
(See Figure 3.) Upon completion of one wrap on each wire, complete the wrap-
ping process to obtain the three wire wrap minimum requirement. (See Figure 4.)
7. Terminate any remaining wire length using a flush cut pattern. (This eliminates any
wire protrusion that could extend beyond the outer circumference of the wrap
and cause damage to the insulation/tubing that could result in a short.) (See Fig-
ure 4.)
8. Select appropriate heating element to establish a heat bridge and minimize the
effect of solder wicking beneath insulation. Solder in accordance with paragraph
8 in 8.1.
Figure 1 Strip and Tin
Figure 2 Position in An ‘‘X’’
Figure 3 Wrap in Opposite Directions
Figure 4 Solder Connection
Figure 5 Cover with Heat-Shrinkable
Tubing
7711A
Rework of
Electronic Assemblies
Revision:
Date: 2/98
Wrap Splice
Number: 8.1.2
Product Class: N/A
Skill Level: Intermediate
Level of Conformance: Low
Material in this manual, IPC-7711 Rework of Electronic Assemblies, was voluntarily established by Technical Committees of
IPC. This material is advisory only and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the
use, application, or adaptation of this material. Users are also wholly responsible for protecting themselves against all claims
or liabilities for patent infringement. Equipment referenced is for the convenience of the user and does not imply endorsement
by IPC.
Page1of2
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale
No reproduction or networking permitted without license from IHS
--``,``,-`-`,,`,,`,`,,`---

NOTE
Flux contained in flux-cored solders should be sufficient to clean and solder splices.
If external flux is used, the chance of solder wicking beneath the insulation of
stranded wire is increased.
9. Clean, as required, and inspect.
10. Position insulation sleeve/tubing over the spliced area, apply heat to shrink to a
snug fit over the splice and wire insulation. (See Figure 5.)
IPC-7711A
Number: 8.1.2
Revision:
Date: 2/98
Subject: Wrap Splice
Page2of2
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale
No reproduction or networking permitted without license from IHS
--``,``,-`-`,,`,,`,`,,`---