00195721-0102_UM_X-Serie_SR605_DE.pdf - 第146页
3 Technische Daten des Automaten Betrieb sanleitung SIPLACE X-Serie 3.7 LP-Transportsystem Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE 146 3.7.3.4 Doppeltransport im Modus "Einfachtransport" Der Doppel tran…
Betriebsanleitung SIPLACE X-Serie 3 Technische Daten des Automaten
Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE 3.7 LP-Transportsystem
145
nicht von der Dicke der Leiterplatte ab. Dementsprechend ist auch die Bestückrate nicht von der
LP-Dicke abhängig. Darüber hinaus lässt sich die LP-Markenzentrierung optimieren. Durch den
gleichbleibenden Abstand zwischen LP-Oberfläche und LP-Kamera ist der Fokus der LP-Kamera
immer gleich scharf auf die LP-Oberfläche eingestellt. Die LP-Markenkonturen werden optimal auf
dem CCD-Chip der LP-Kamera abgebildet.
Die Breite des Leiterplatten-Transports wird elektronisch von einem integrierten Regelkreis einge-
stellt und überwacht. Sie lässt sich per Programmaufruf wählen. Dazu aktiviert die Regelelektronik
die Schrittmotoren so lange, bis die gewünschte Breite erreicht ist. Die Breitenverstellung ist also
unabhängig von anderen Maschinenkomponenten.
Die Transporthöhe lässt sich am Automaten so wählen, dass diese in Linien mit 830, 900, 930
oder 950 mm Transporthöhe integriert werden können.
Die Kommunikation zwischen den LP-Transporten der einzelnen Automaten erfolgt über die
SMEMA-Schnittstelle oder die optionale Siemens-Schnittstelle.
Für den Doppeltransport und auch für den Einfachtransport kann die feste Transportseite rechts
oder links gewählt werden. Eine Umrüstung der festen Transportseite von rechts auf links oder
umgekehrt ist bei diesem Transport leicht per Stationssoftware möglich.
Der Transport der Leiterplatten wird mit optischen Sensoren überwacht und gesteuert. Hat die Lei-
terplatte den Bestückbereich erreicht und die Lichtschranke passiert, wird sie abgebremst. Eine
Laserlichtschranke erfasst die Position der Leiterplatte. Sobald die Leiterplatte ihre Sollposition
erreicht hat, wird das Transportband gestoppt und die Leiterplatte von der Unterseite her ge-
klemmt.
3.7.3 Definition der Transportspuren und Transportarten
Die rechte Transportspur (in Transportrichtung gesehen) wird als "Transport 1" bezeichnet, die
linke Transportspur als "Transport 2" (siehe Abb. 3.7 - 4, Seite 147).
3.7.3.1 Definition der Transportspurbreite
3.7.3.2 Standardbreite
Die Standardbreite der Transportspur ist die maximale Transportbreite, die durch die Sollposition
der festen Transportwange vorgegeben ist. Sie beträgt maximal 216 mm pro Spur.
3.7.3.3 Überbreite Transportspur
Durch Verschieben der festen Transportwange aus Ihrer Sollposition lässt sich die Transportspur
auf maximal 250 mm verbreitern.
3 Technische Daten des Automaten Betriebsanleitung SIPLACE X-Serie
3.7 LP-Transportsystem Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE
146
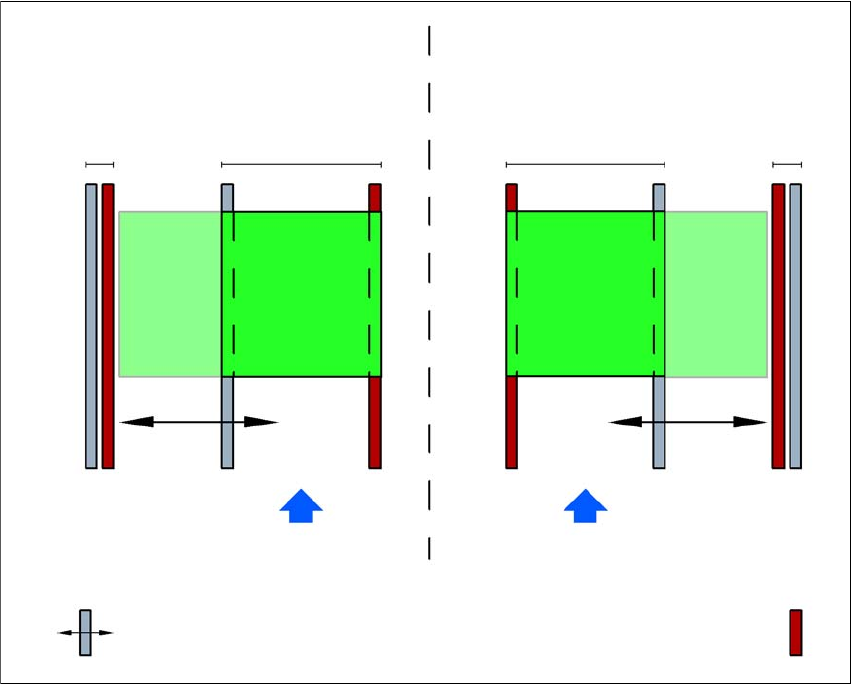
3.7.3.4 Doppeltransport im Modus "Einfachtransport"
Der Doppeltransport kann online zu einem Einfachtransport konfiguriert werden. Dazu wird eine
Transportspur vollständig zusammenfahren und deaktiviert (siehe Abb. 3.7 - 3). Dies ergibt eine
Transportspurbreite von maximal 450 mm.
3
Abb. 3.7 - 3 Flexibler Doppeltransport im Modus "Einfachtransport"
3.7.3.5 Transportarten
Der flexible Doppeltransport lässt sich in zwei Modi betreiben:
– Transportart synchron
– Transportart asynchron
3.7.3.6 Transportart asynchron
Beschreibung 3
Im asynchronen Betrieb wird immer eine Leiterplatte in einer Transportspur bestückt, während
eine andere in der zweiten Transportspur in die Bestückposition gefahren wird. Damit wird die
Doppeltransport mit verbreiterter Transportspur 2
(feste Transportwange links)
Transportspur 2
deaktiviert
Transportspur 1 Transportspur 2 Transportspur 1
deaktiviert
LP-Transportrichtung LP-Transportrichtung
Feste Transportwange
Doppeltransport mit verbreiterter Transportspur 1
(feste Transportwange rechts)
Bewegliche Transportwange
Betriebsanleitung SIPLACE X-Serie 3 Technische Daten des Automaten
Ab Softwareversion SR.605.xx Ausgabe 07/2008 DE 3.7 LP-Transportsystem
147
volle Transportzeit eingespart, was speziell bei Leiterplatten mit geringer Taktzeit zu einer erheb-
lichen Leistungssteigerung führt.
Ist die Maschine mit Auftragsdaten (Nutzen, Rüstung) versorgt, werden zu jedem Zeitpunkt des
Bestückbetriebs die auf den Eingabebändern anstehenden Leiterplatten in das jeweilige Bearbei-
tungsband transportiert (bei freiem Bearbeitungsband). Der Bestückablauf startet, sobald eine LP
in das jeweilige Bearbeitungsband transportiert wurde. Die Leiterplatten werden nacheinander
bestückt.
Wird der Bestückablauf unterbrochen, so wird die Transportschnittstelle gesperrt und die Leiter-
platten, die zu diesem Zeitpunkt in den Bearbeitungsbändern liegen, werden fertigbestückt.
Die Transportschnittstelle wird für beide Transportspuren gleichzeitig gesperrt bzw. freigegeben.
3
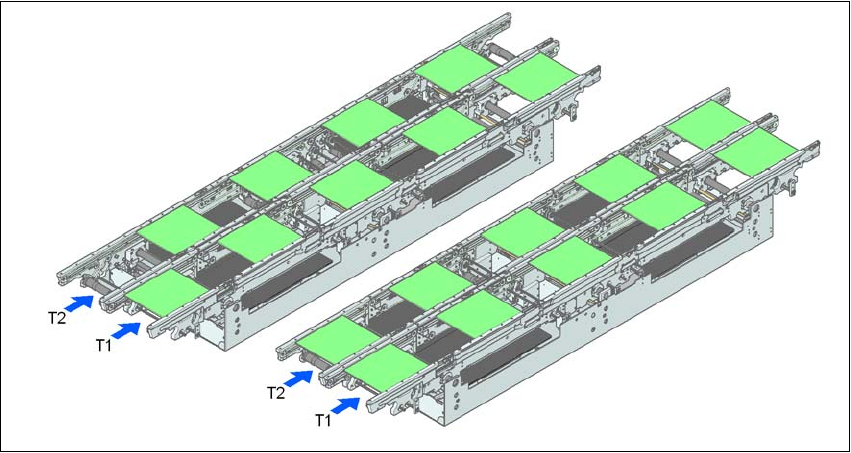
Abb. 3.7 - 4 Transportarten
3.7.3.7 Transportart synchron
Beschreibung 3
Im synchronen Betrieb werden zwei Leiterplatten gleicher Größe gleichzeitig in die Bestückposi-
tion gebracht. Sie müssen als gemeinsamer Nutzen bearbeitet werden.
Damit wird die Bearbeitung von Ober- und Unterseite einer Leiterplatte in einer Linie ermöglicht.
Die Zeit, die für den Leiterplattentransport anfällt, reduziert sich, da immer zwei Leiterplatten
gleichzeitig transportiert werden. Zudem wird eine bessere Auslastung der Pipettenkonfiguration
erzielt.
Leiterplatten auf den Transportspuren 1 und 2 werden synchron (d.h. die Transportbänder sind
unabhängig voneinander, werden aber synchron angesteuert) auf den Transportstrecken bewegt.
Transportart synchronTransportart asynchron