高速引脚元件轴向插件机.pdf - 第101页
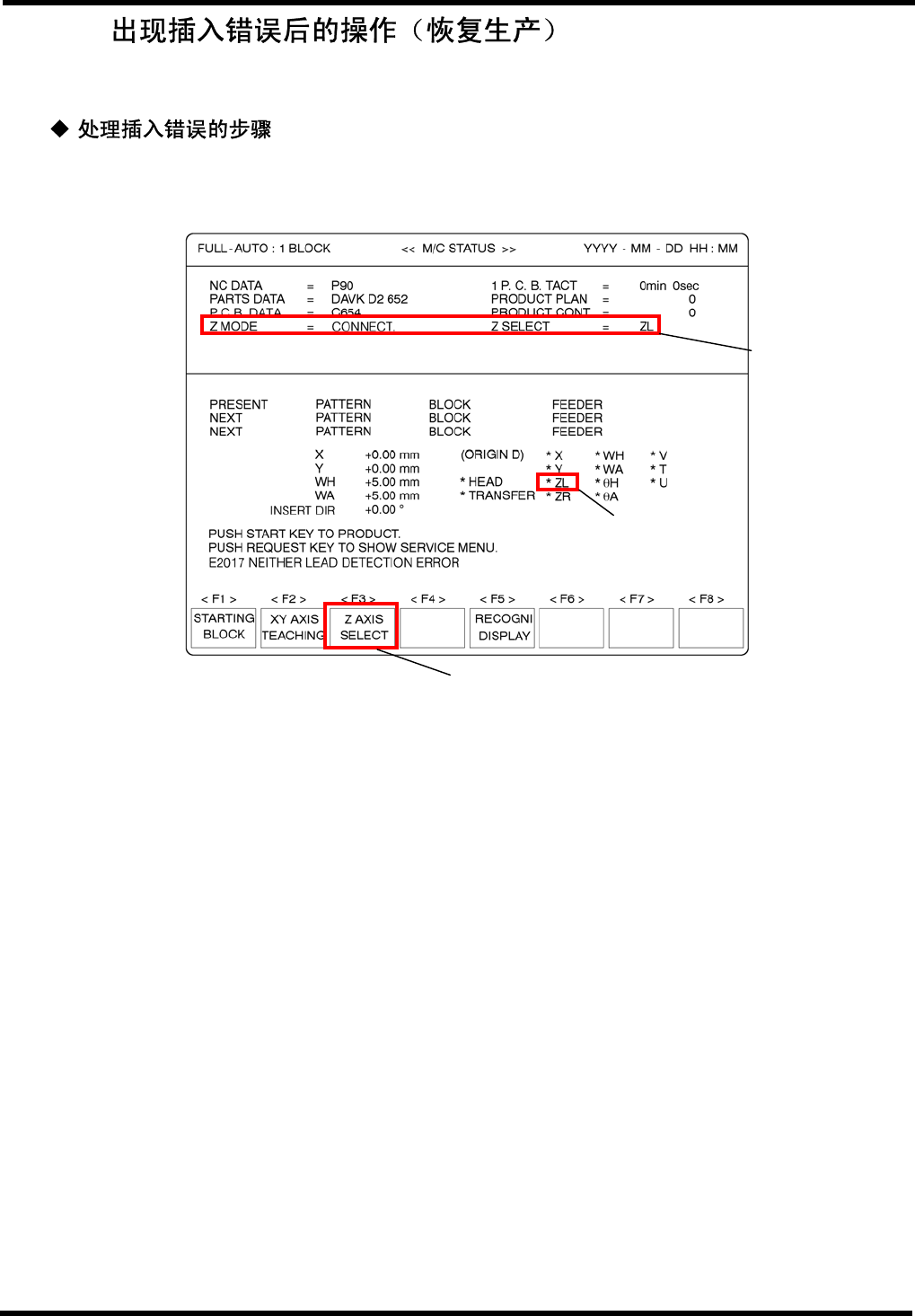
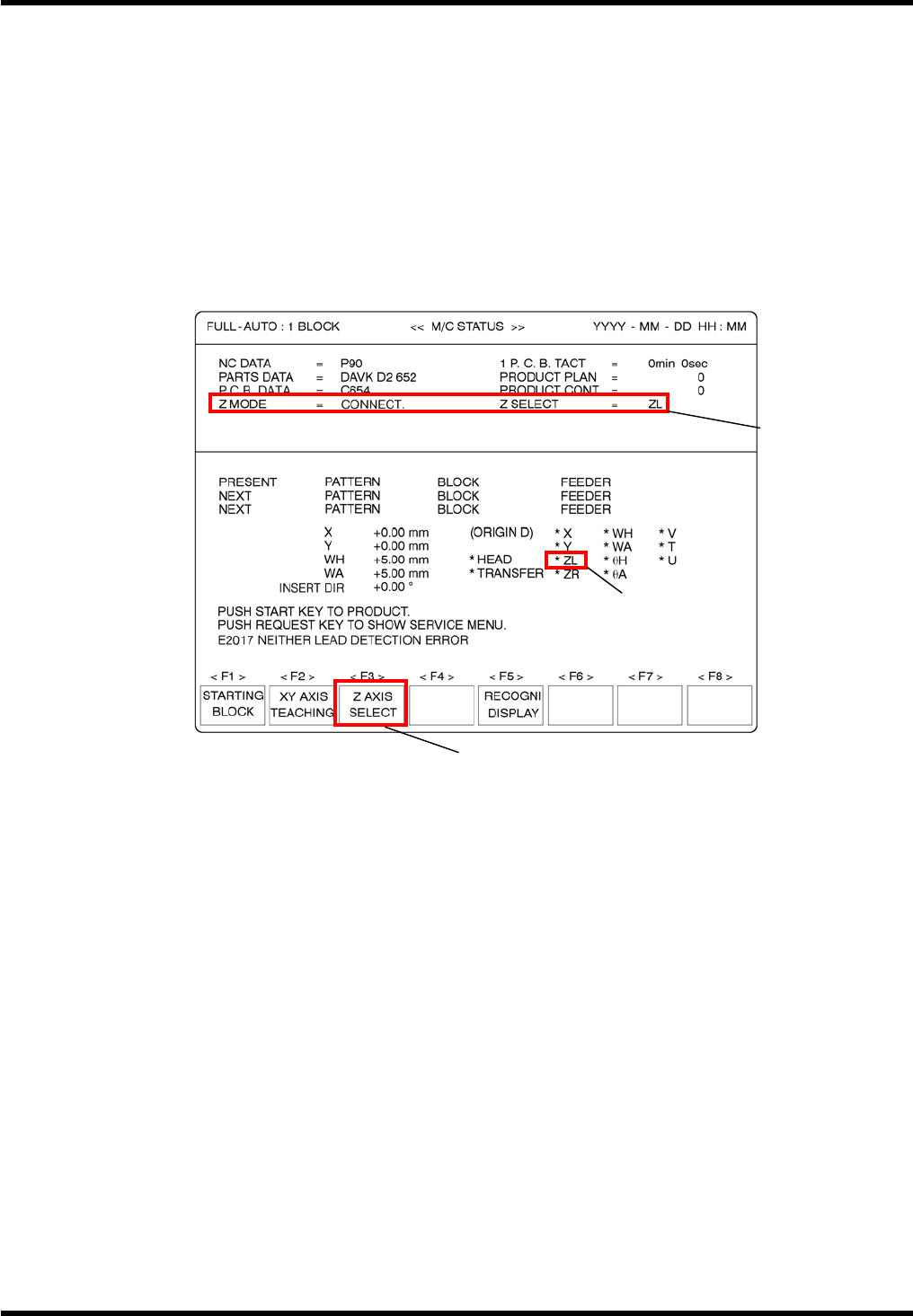
AVK3 操作手册 5.2 生产 5.2 .3 出现插入错误后的操作随矫正模式 ( 矫正后继续模式和矫正后停机模式 ) 而异。 显示器能同时显示最多 3 个程序段的插入错误。 2. 1. 当出现插入错误时, 插件 机显示出错信息并停止运行。 主操纵盘上 “ RECOV ” 的发 光二极 管亮。 ( 120 站设备) ( 120 站设备) ( 120 站设备) D77OCC-31-040-A0 5.2-6
AVK3
操作手册
5.2 生产
5.2.2
可能是 NC 数据的 X-Y 座标值全部错了。
可能元件移动操作(阀)有问题。(可在手动模式转动阀门开/关来检查)。
可能是 NC 数据的 X-Y 座标值部分错了。
NC 数据的程序补偿值可能有错。
在指定的 Z 编号中已无元件。可能 NC 数据当前指定的 Z 编号处无供料器,或在 NC 数
据指定的 Z 编号处未装供料器。
26/52
可能是元件数据中的夹头间距与装在供料器号码处的供料器间距不匹配。
可能是 NC 数据中的 X-Y 座标、插入角度和跨距错误。
插件机初始设定数据可能有错。
转动夹号检测传感器可能有检测错误。
D77OCC-31-040-A0
5.2-5
AVK3
操作手册
5.2 生产
5.2.3
出现插入错误后的操作随矫正模式(矫正后继续模式和矫正后停机模式)而异。
显示器能同时显示最多 3 个程序段的插入错误。
2.
1.
当出现插入错误时,插件机显示出错信息并停止运行。主操纵盘上“RECOV”的发光二极
管亮。
(120 站设备)
(120 站设备)
(120 站设备)
D77OCC-31-040-A0
5.2-6
AVK3
操作手册
5.2 生产
2.
如果产生插入错误的程序段已把元件留在印刷线路板上,应该取下元件。(用眼观察在印刷
线路板上检查插入错误的程序段)。
(1) 打开前盖,按“Safety Stop”(安全暂停)键停止设备运作。
(2) 切断主操纵盘上的“SERVOMOTOR(伺服电机)”键,并用手将 X-Y 工作台移到插件机
前侧。
(3) 从印刷线路板上取下元件。
(4) 合上主操纵盘上的“SERVOMOTOR”(伺服电机)键。
(5) 关上前盖,按“START”(开始) 键,释放“Safety Stop”(安全暂停)键。其后,X-Y 工
作台将回到其先前的位置。(即其手工移动之前的位置)。
(120
站设备
)
(120 站设备)
(120 站设备)
D77OCC-31-040-A0
5.2-7