高速引脚元件轴向插件机.pdf - 第39页
AVK3 操作手册 3.2 机器动作 输送机构图 说明 传送夹将 X-Y 工作台上的印刷 线路板输送到下料器轨道上, 同 时将在传感器 2 位置的印刷线 路板输送到 X- Y 工作台上。 当传送夹到达它的前极限位置 并被检测到, 上料轨道、 下料轨 道和夹头上行。 定位器气缸断开,开始插入元 件。 如果定位器导轨设有对准印刷 线路板中心, 在液晶显示屏上显 示 ‘定位器出错’ 信息, 且信号 柱亮。 当传感器 3 接通, 在下料器上的 …
AVK3
操作手册
3.2 机器动作
3.2.
D77OCC-13-100-A0
3.2.1
在插件机初始值设定中的“运行条件 1”选用“Yes(是)”时,印刷线路板在自动模式和
在线模式输送。
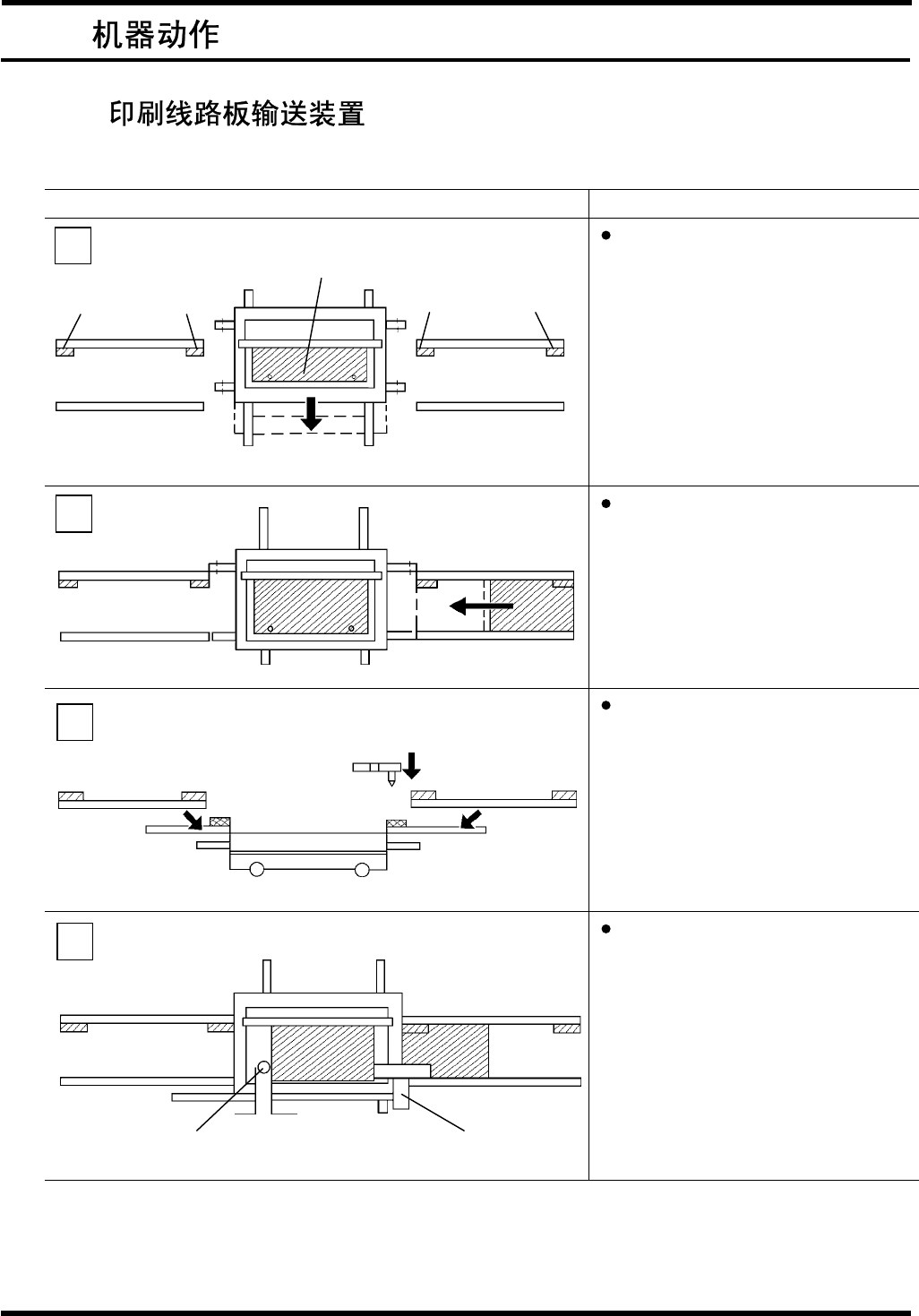
输送机构图 说明
选 择 自 动 或 在 线 模 式 , 按
“START”使 X-Y 工作台回到
原点。
在传感器 1 位置上的印刷线路
板由传送皮带输送到传感器 2
位置。
当印刷线路板到达传感器 2 的
位置,上料器和下料器轨道气缸
接通并随着传送夹下行而同步
下行。
(印刷线路板输送装置高度与定
位器导轨高度对齐,而传送夹销
对准印刷线路板导向孔。)
定位器气缸接通,定位器销下行
1
印刷线路板
传感器 4
传感器 3
下料器
X -Y 工作台
上料器
传感器 2 传感器 1
2
上料器轨道
下料器轨道
3
X-Y 工作台
定位器气缸 传送夹
4
D77OCC-13-100-A0
3.2-1
AVK3
操作手册
3.2 机器动作
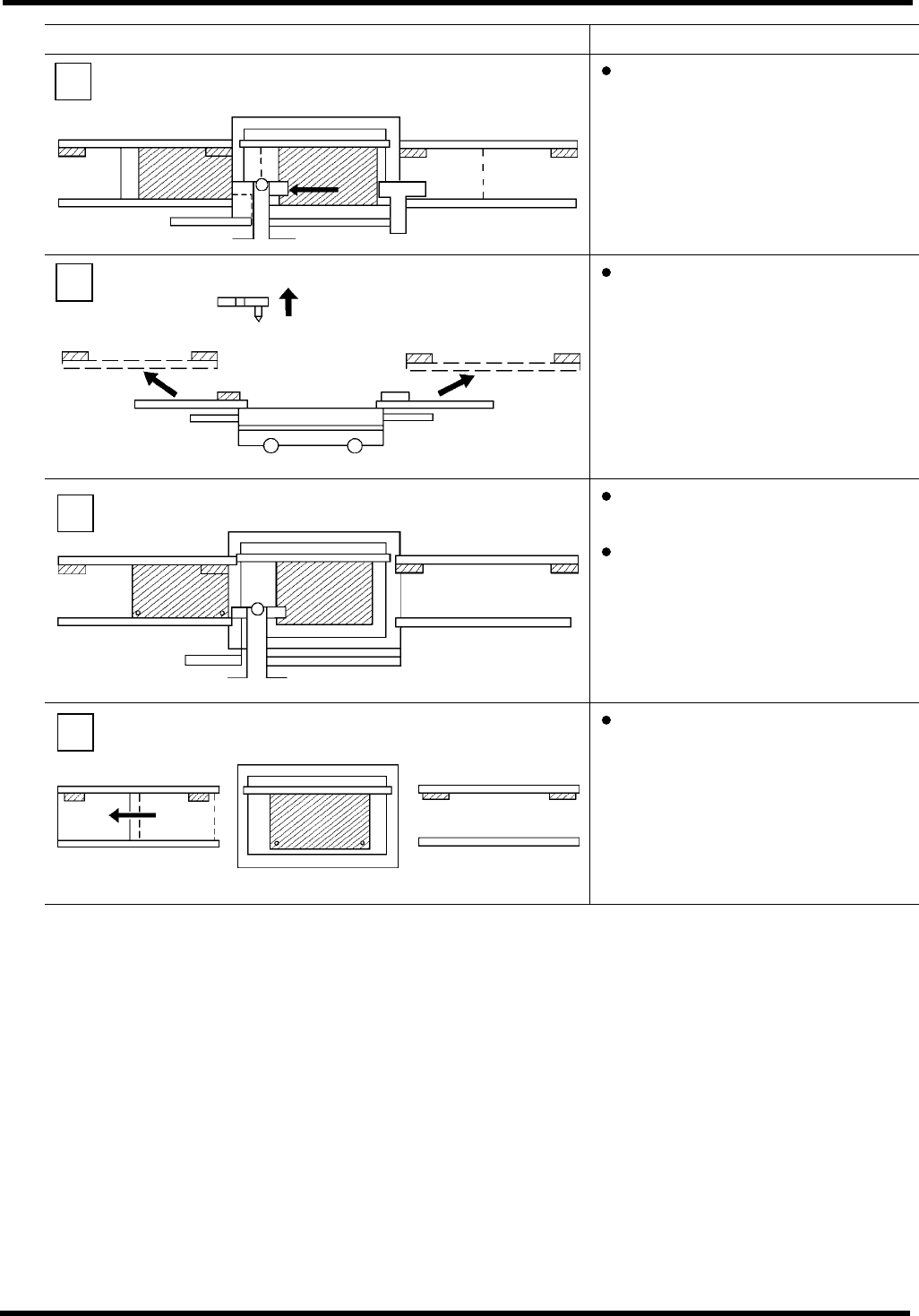
输送机构图 说明
传送夹将 X-Y 工作台上的印刷
线路板输送到下料器轨道上,同
时将在传感器 2 位置的印刷线
路板输送到 X-Y 工作台上。
当传送夹到达它的前极限位置
并被检测到,上料轨道、下料轨
道和夹头上行。
定位器气缸断开,开始插入元
件。
如果定位器导轨设有对准印刷
线路板中心,在液晶显示屏上显
示‘定位器出错’信息,且信号
柱亮。
当传感器 3 接通,在下料器上的
印刷线路板被下料器传送带送
出。
5
6
7
8
D77OCC-13-100-A0
3.2-2
AVK3
操作手册
3.2 机器动作
3.2.2
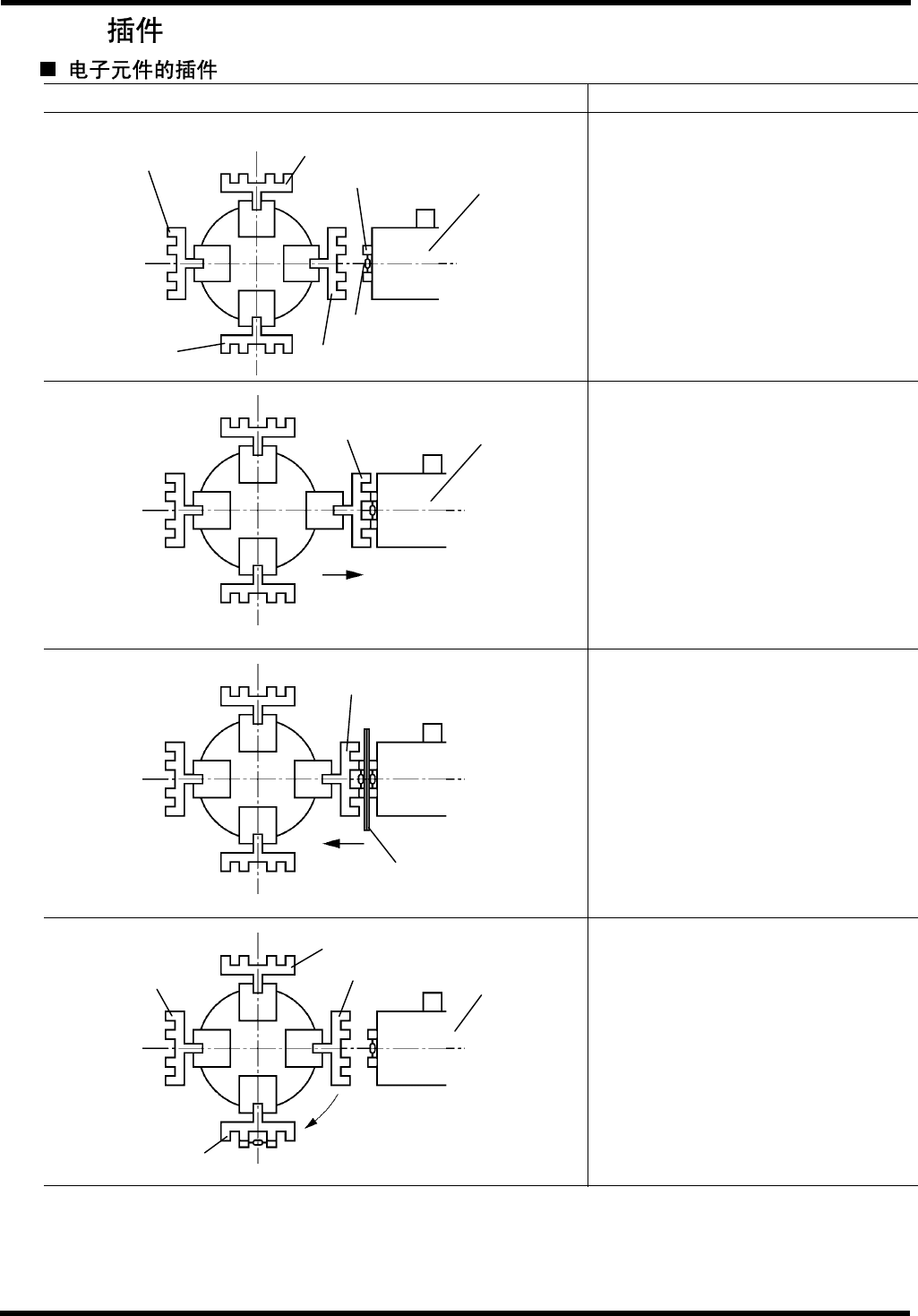
插入机构图(工序 A) 说明
2 号夹在原点位置。
2 号夹移向元件供料架,夹住编带
并随之拉出元件。
2 号夹将电子元件拉出 1 个跨距的
距离,纸带切刀切断编带。
当 2 号夹一回到它的原点位置,插
入头即旋转 90゜。
(当选定元件定中功能、在电子元
件旋转停止之后,就立即将元件对
中)。
(参见后页)
4 号夹
1 号夹
2 号夹
3 号夹
编带
电子元件
元件供料架
2 号夹
元件供料架
2 号夹
编带切刀
2 号夹
4 号夹
3 号夹
旋转 90˚
元件供料架
1 号夹
D77OCC-13-100-A0
3.2-3