高速引脚元件轴向插件机.pdf - 第51页
AVK3 操作手册 3.2 机器动作 插入机构图 说明 当元件用完时, ZR 移到它的备用 位置。 ZR 在备用位置补充元件完毕后, 再移回供料位置,再继续进行插 件。 上料器 下料器 ZR 平台 X-Y 工作台 ZL 平台 上料器 下料器 ZR 平台 ZL 平台 X-Y 工作台 D77OCC-13-100-A0 3.2-14
AVK3
操作手册
3.2 机器动作
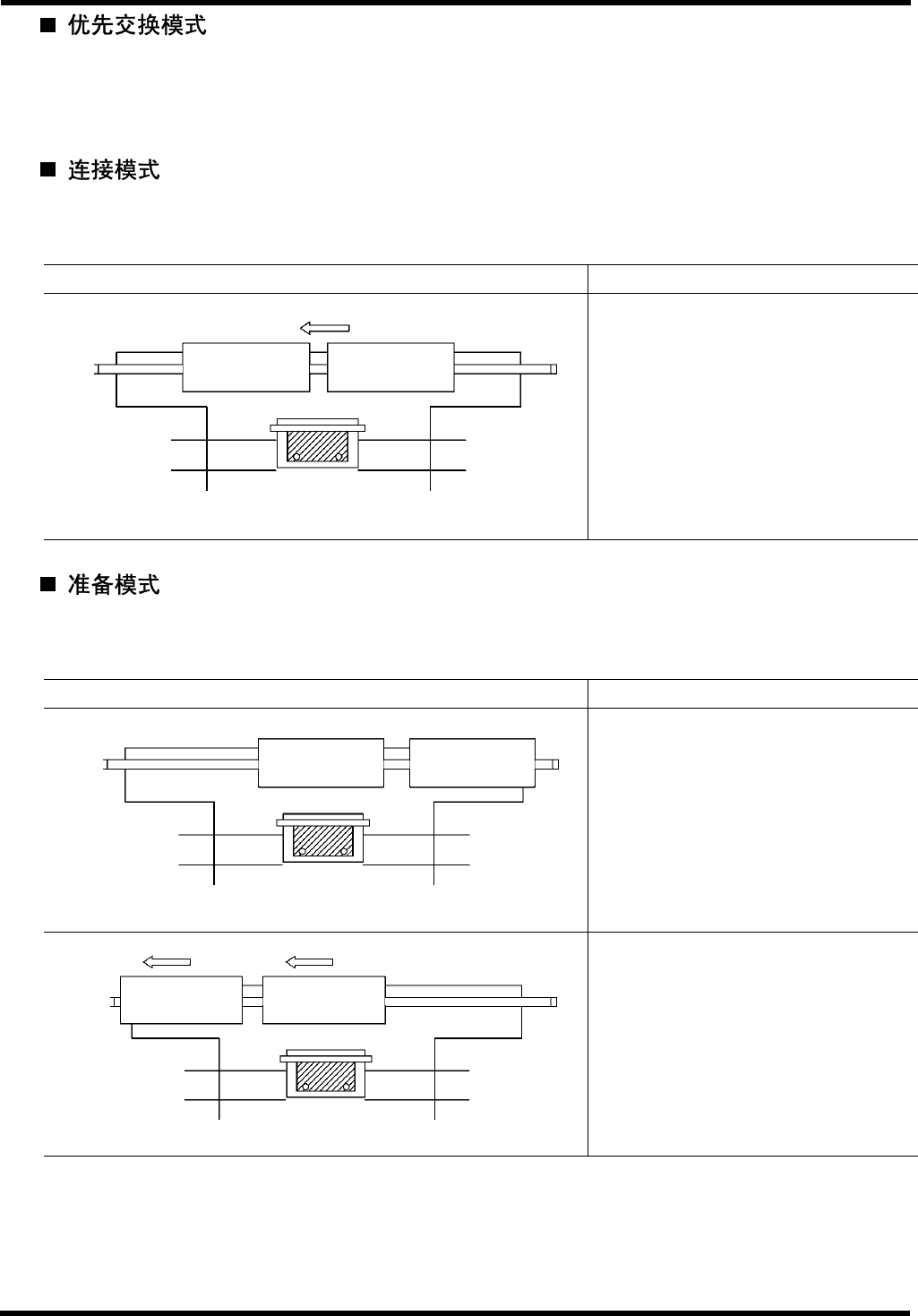
在 ZL 和 ZR 供料器料架上放置相同的元件,在插件机初始设定时规定其中一个料架为优
先料架。优先料架的元件用完后才用另一料架。当优先料架元件补充完毕时,即使在用料架
上还有元件,在 EOP 插入完毕后优先料架即返回插件位置。
ZL 料架和 ZR 料架可以连接起来一起输送,就象一个料架一样,能使料架供给 120 种元
件。
插入机构图 说明
通过 ZL 与 ZR 连接起来,生产中
可供给 120 种元件。
上料器
下料器
ZR
平台
60 站设备
X-Y
工作台
ZL
平台
60 站设备
这种模式只能使用其中的一个生产料架,即当前不使用的料架可以用下一次生产用的元件进
行设置。这样可以减少生产准备时间。
插入机构图 说明
将元件装在指定的料架上。
在自动模式和半自动模式中均可以设
定 ZL 和 ZR。
(在该例中,ZR 是指定的)。
ZR 移到供料位置,ZL 移到备用位置。
当 ZR 用于生产时,ZL 在设置下一次
生产用的元件。
上料器
下料器
ZR 平台
X-Y 工作台
ZL 平台
X-Y 工作台
上料器
下料器
ZR 平台
ZL 平台
D77OCC-13-100-A0
3.2-13
AVK3
操作手册
3.2 机器动作
插入机构图 说明
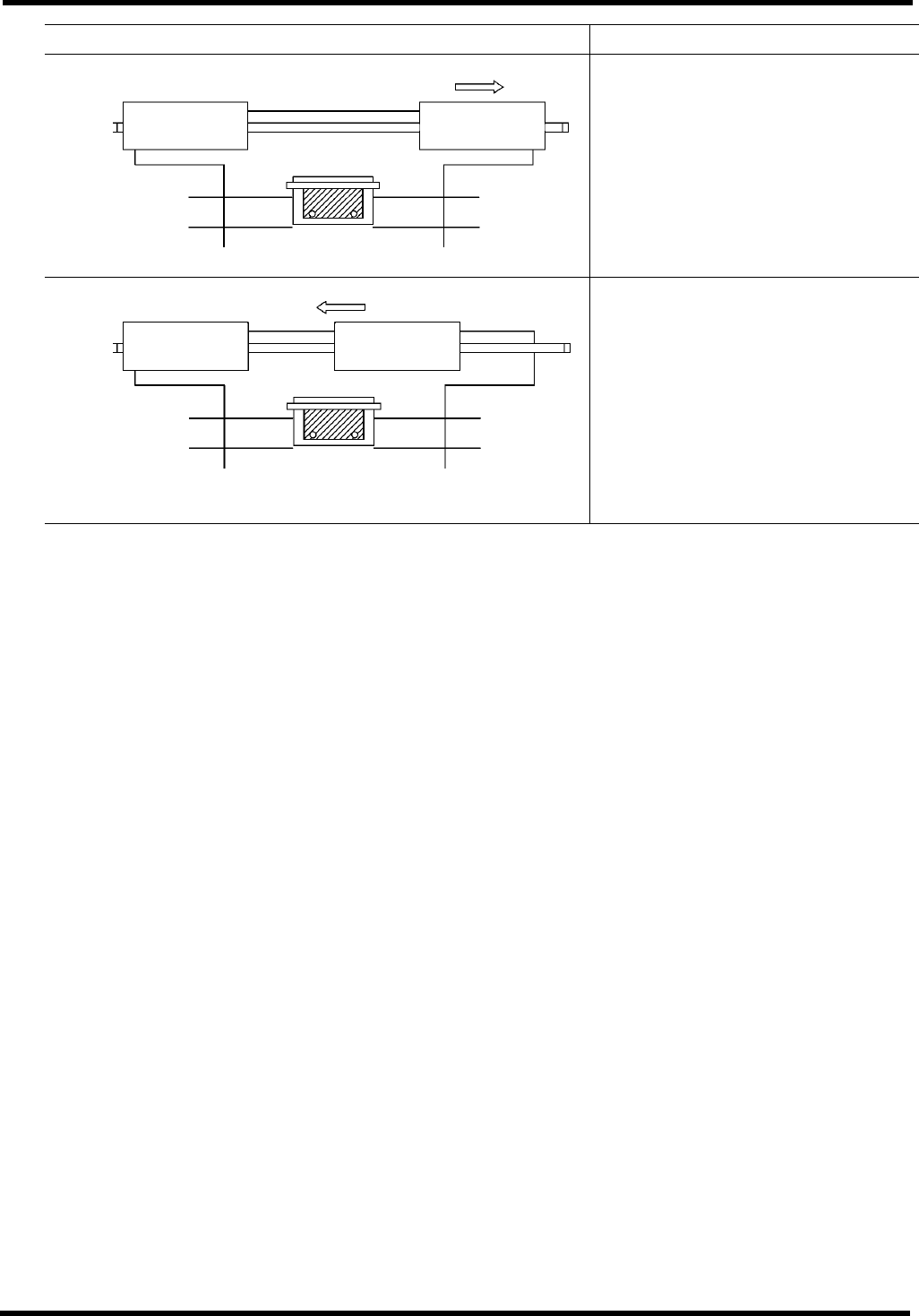
当元件用完时,ZR 移到它的备用
位置。
ZR 在备用位置补充元件完毕后,
再移回供料位置,再继续进行插
件。
上料器
下料器
ZR 平台
X-Y 工作台
ZL 平台
上料器
下料器
ZR 平台
ZL 平台
X-Y 工作台
D77OCC-13-100-A0
3.2-14
AVK3
操作手册
3.2 机器动作
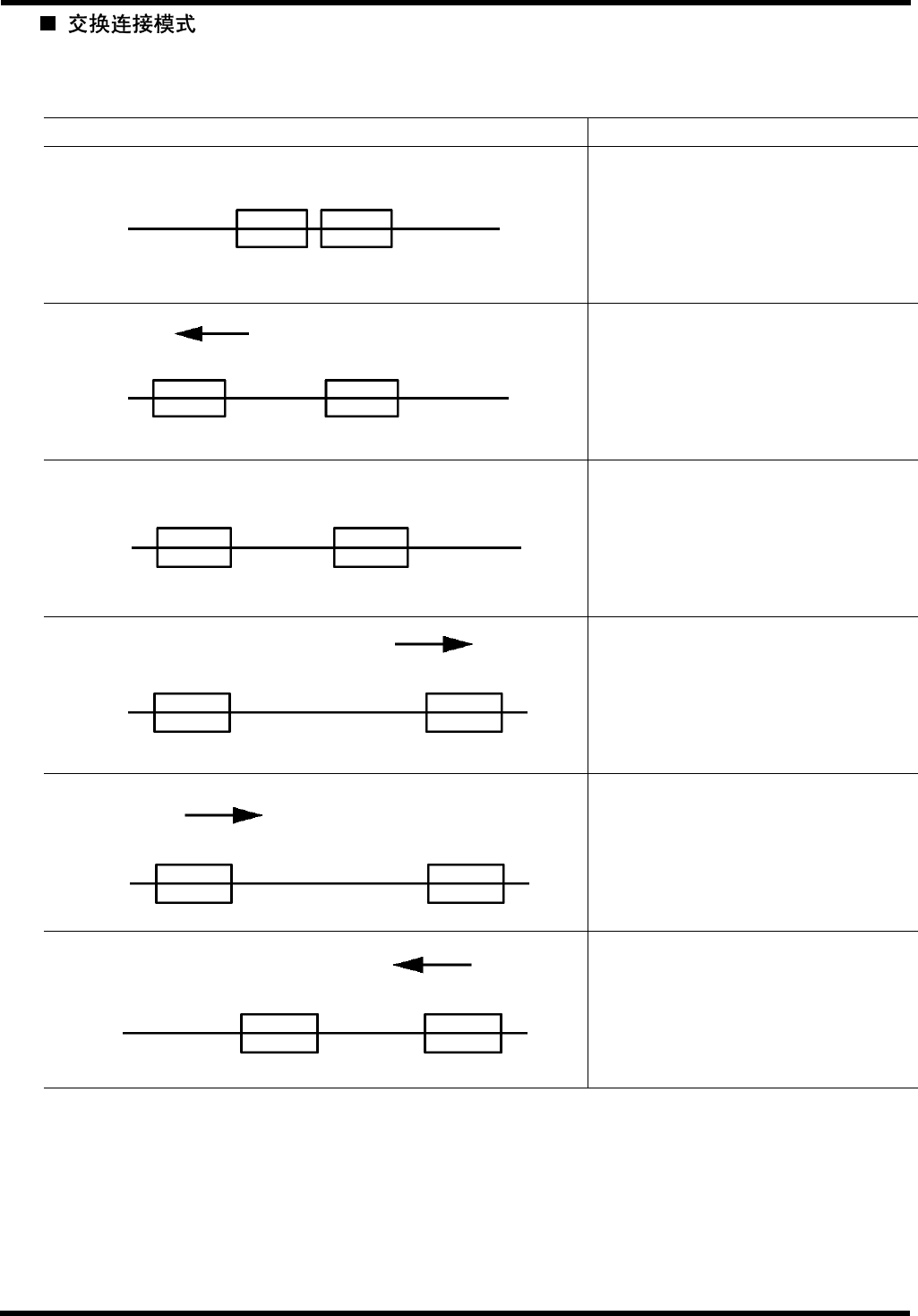
这种模式通过将 ZL 和 ZR 料架连接起来,最多可装入 120 种元件,在第一个供料架上
元件用完后可以象交换模式那样,用另一个供料架供料对印刷线路板进行插件。
插入机构图 说明
ZL 和 ZR 连接起来一起工作,可
以生产带有 120 种元件的印刷线
路板(就像连接模式一样)。
当 ZL 的元件用完时,在等到 ZL
的程序段插件全部完毕后 ZL 移到
备用位置。
接着用 ZR 继续进行生产。
同时可更换 ZL 上的元件。
当 ZR 的元件用完时,在 EOP 程
序段插件完成后 ZR 移到备用位
置。
此时 ZL 上的元件已补充完毕,ZL
移到供料位置,再开始进行刚才没
有插的部份。
此时,ZR 上的元件更换完毕,ZR
移到供料位置,再开始进行刚才没
有插的部份。
ZL
ZR
ZL ZR
ZL ZR
ZRZL
ZRZL
ZR
ZL
D77OCC-13-100-A0
3.2-15