高速引脚元件轴向插件机.pdf - 第114页
AVK3 操作手册 5.3 手动操作 5.3. 3 每种操作都是在手动模式中应用副操纵盘上进行的。 ( 有些操作可在部分手动模式外进 行 ) 。 键的功能 操作 上料→复位 从上料器输送印刷线路板。 ( 仅在半自动一自动模式中 ) 插件头示教 将插件头升高/降低到印刷线路板。 ( 仅在插件头示教功能中 ) △ 当插件头轴降低到印刷线路板时将插件头逆时针转动。 ▽ 当插件头轴下降到印刷线路板时将插件头顺时针转动。 1 号转 动夹 移动 …
AVK3
操作手册
5.3 手动操作
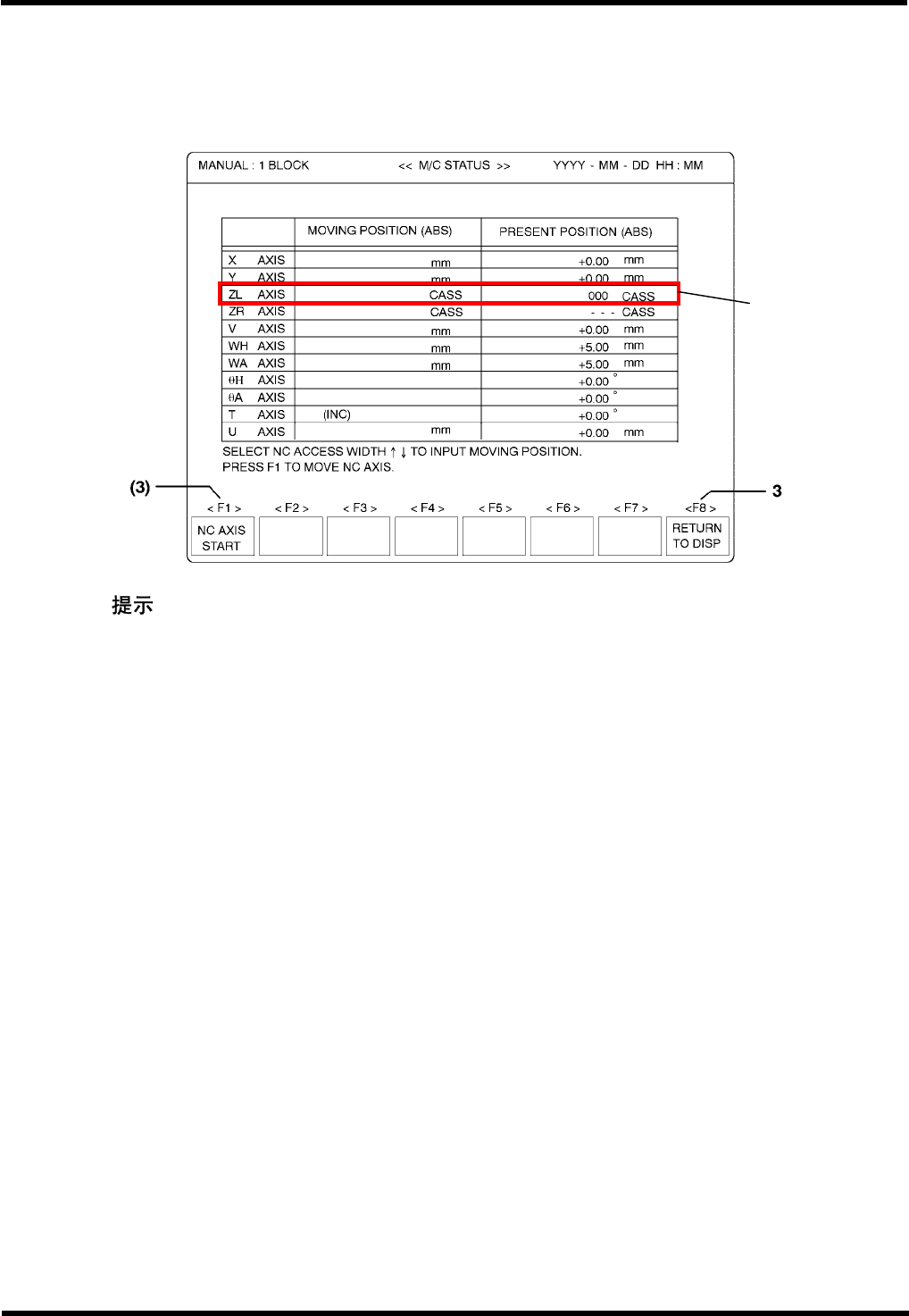
当用多路输入移动 NC 轴时;
(1) 按“F2”(轴移动检查)。
(2) 输入要移动轴的数值。
(3) 按“F1”(NC 轴起动)使轴移动。
= =
如果输入的数值不在容许的范围内,按“F1”,则会显示软件超位错误而轴并不移
动。清除错误后再按“RESET”。
(120 站设备)
3.
按“F8”(返回显示器)结束此操作。
D77OCC-31-090-A0
5.3-4
AVK3
操作手册
5.3 手动操作
5.3.3
每种操作都是在手动模式中应用副操纵盘上进行的。(有些操作可在部分手动模式外进
行)。
键的功能 操作
上料→复位 从上料器输送印刷线路板。(仅在半自动一自动模式中)
插件头示教 将插件头升高/降低到印刷线路板。(仅在插件头示教功能中)
△ 当插件头轴降低到印刷线路板时将插件头逆时针转动。
▽ 当插件头轴下降到印刷线路板时将插件头顺时针转动。
1 号转动夹
移动 1 号转动夹的夹头。
移动 3 号转动夹的定心夹。
2 号转动夹
移动 2 号转动夹的夹头。
移动 3 号转动夹的定心夹。
3 号转动夹
移动 3 号转动夹的夹头。
移动 1 号转动夹的定心夹。
4 号转动夹
移动 4 号转动夹的夹头。
移动 2 号转动夹的定心夹。
改变 26/52 间距 移动滑动夹内的 26/52 转换单元。
26 输送夹 将夹头移动滑动夹的跨距 26 mm。
52 输送夹 将夹头移动滑动夹的跨距 52 mm。
JW 设定
移动跳线供给单元。当跳线设定/重置,H 轴(插件头)在顺时针/
逆时针方向旋转约 30°。
编带切刀翻转器 开关编带切刀操作。
横向滑动 取消滑动夹后移。
向后滑动 滑动夹向后移动。
元件已取下 确认因出错而留在滑动夹内的元件已经取下。
插件头伺服电机关断 开/关插件头轴的伺服电机。
下料器轨道 升高/降低下料器轨道。
下料器皮带 开/关下料器皮带的运动。
上料器轨道 升高/降低上料器轨道。
上料器皮带 开/关上料器皮带的运动。
输送器横移 将印刷线路板输送单元移向左边。
输送器返回 将印刷线路板输送单元移向右边。
印刷线路板推入 选购件
印刷线路板供料 选购件
定位杆 定位器运动的启/停。
D77OCC-31-090-A0
5.3-5
AVK3
操作手册
5.3 手动操作
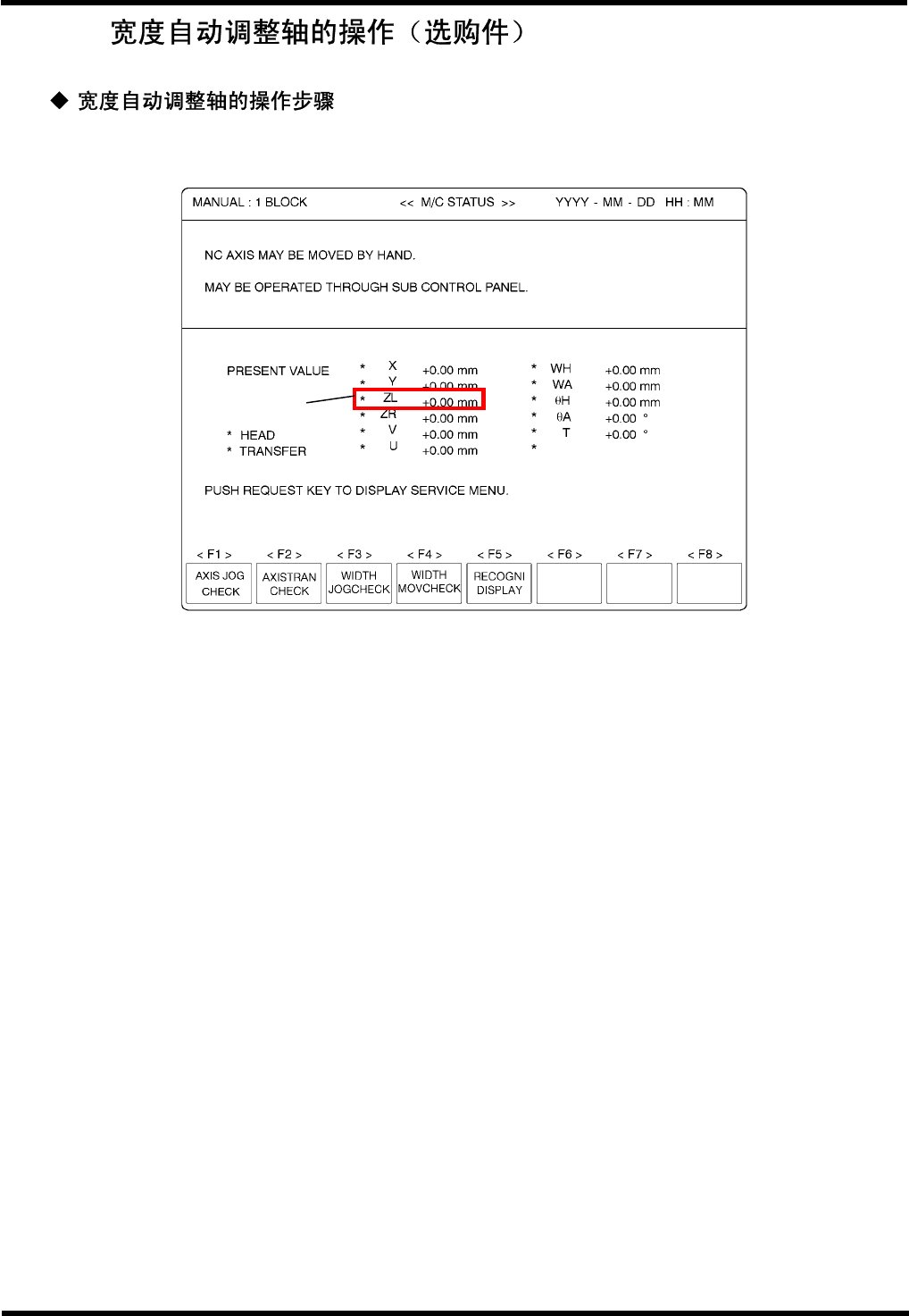
5.3.4
宽度自动调整轴的操作是在插件机状态显示栏上用手动模式进行的。
3.
1.
检查屏幕应是手动模式的插件机状态显示栏。
(120 站设备)
D77OCC-31-090-A0
5.3-6