高速引脚元件轴向插件机.pdf - 第63页
AVK3 操作手册 3.4 副操纵盘 使后操纵盘可用。 ( 该指示灯亮 ) 。 “ REAR (后)”键起动后,以下这些键可用。 按下此键时, 可 以将 ZL 和 ZR 供 料架 ( 1 20 站设备) 或 ZR 供料架( 60 站设备)送到备用位置(指示灯亮)。 再按此键将供料架送回到原来位置。 ( 指示灯熄灭 ) 。 在自动模式时当“ R EAR( 后 ) ”键亮且由于元件用完等停止 运行时用。 将供料架 (Z 轴 ) 在键上所 …
AVK3
操作手册
3.4 副操纵盘
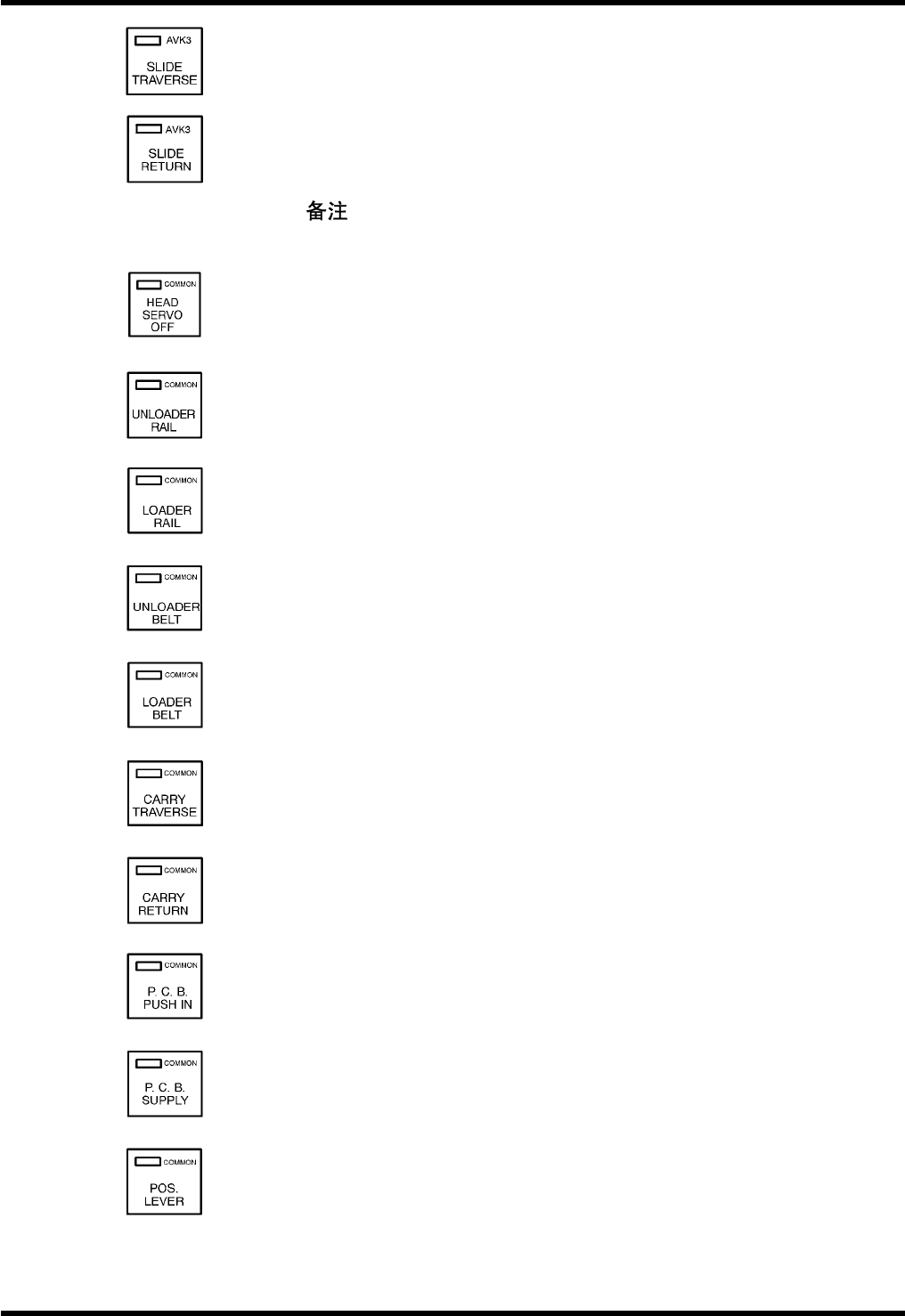
在手动模式时用于放松滑动夹停止缸(在此状态下滑动夹能向前移
动)。
在手动模式时用于锁定滑动夹停止缸(在此状态下滑动夹不能向前
移
动)。
= =
当 T 轴倾斜时,以上两键不起作用。
关断插件头轴(H 轴)的励磁电流。
驱动下料器轨道气缸。
驱动上料器轨道气缸。
驱动下料器皮带。
驱动上料器皮带。
将印刷线路板输送单元移向左侧。
将印刷线路板输送单元移向右侧。
驱动印刷线路板推入气缸。
驱动印刷线路板供给电动机。
接通/关断定位器的移动。
D77OCC-13-030-A0
3.4-3
AVK3
操作手册
3.4 副操纵盘
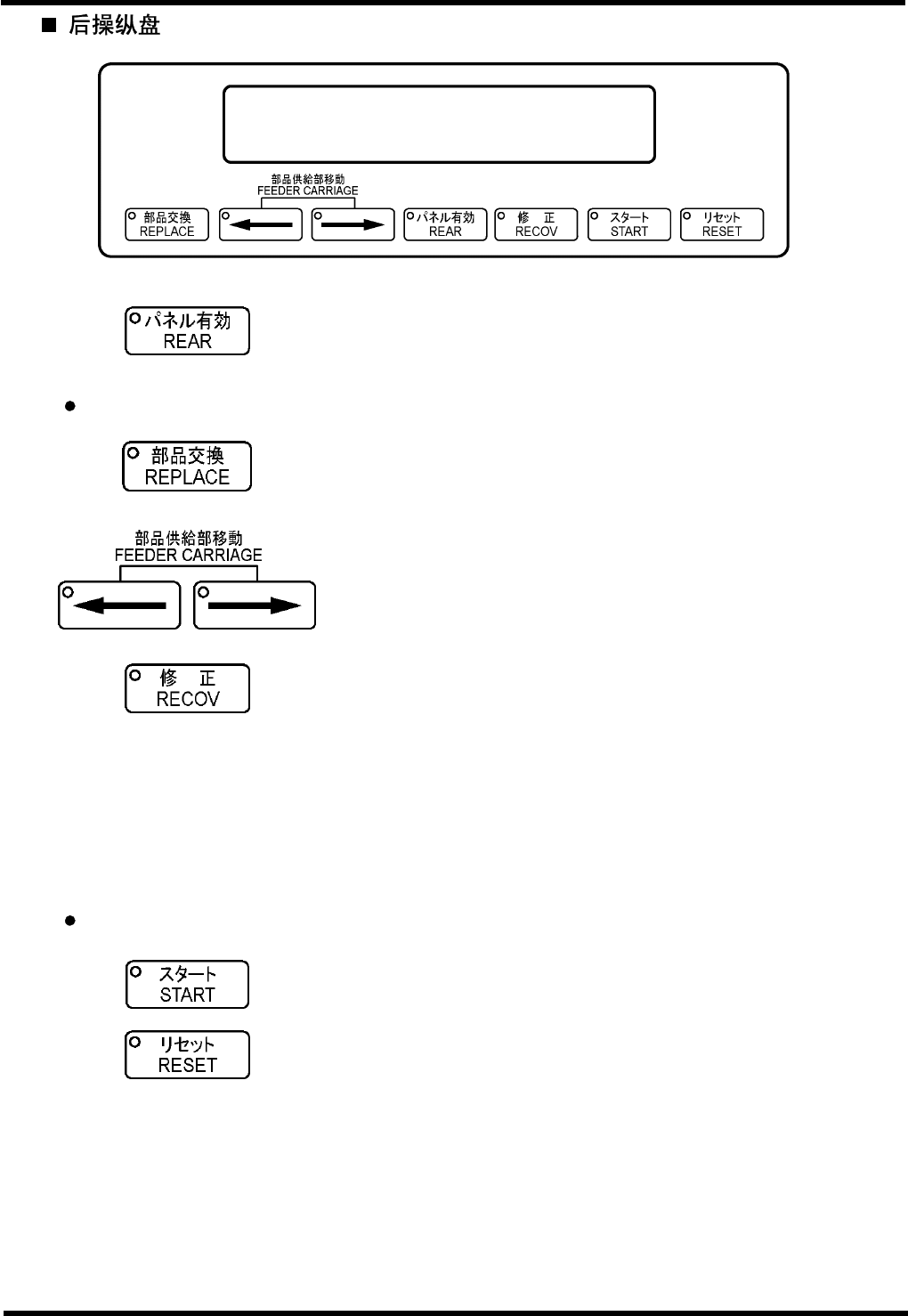
使后操纵盘可用。(该指示灯亮)。
“REAR(后)”键起动后,以下这些键可用。
按下此键时,可以将 ZL 和 ZR 供料架(120 站设备)或 ZR
供料架(60 站设备)送到备用位置(指示灯亮)。
再按此键将供料架送回到原来位置。(指示灯熄灭)。
在自动模式时当“REAR(后)”键亮且由于元件用完等停止
运行时用。
将供料架(Z 轴)在键上所印的方向输送。
在自动模式时当一种插入错误使插件机停止运行时用。
当按“RECOV(恢复)”键时(指示灯熄灭);
忽略插入错误。按“START”键,则重新开始运行。
放弃插入该错误的一段。
当不按“RECOV(恢复)”键时(指示灯亮);
按“START”键,则重新尝试插入元件。(恢复插入)
其它键
起动自动运行。
当屏幕上出现出错信号时用。
当出现一个出错信息时;
排除出错原因后,按此键清除出错信息。
D77OCC-13-030-A0
3.4-4
AVK3
操作手册
3.4 副操纵盘
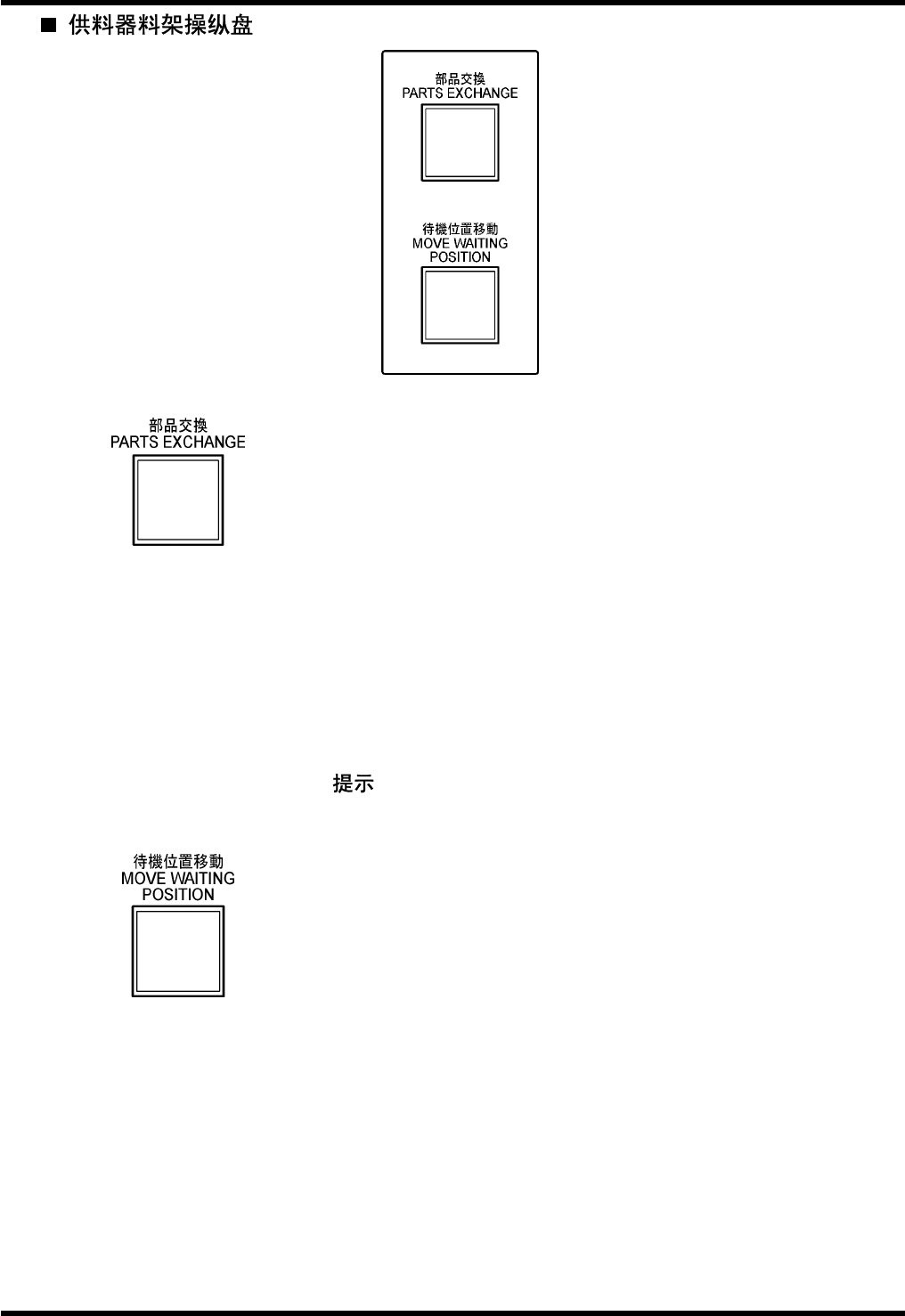
当供料器料架已经用“移动等待位置”键移动到备用位置时:
按下此键使供料器料架(120 站设备的 ZL 或 ZR)或 60 站设备的
(ZR)准备就绪,可以随时更换元件。(指示灯亮。)
元件更换以后,按此键使 ZL 和 ZR(120 站设备)或 ZR(60 站设
备)返回备用状态。(指示灯熄灭。)
当供料器料架由于元件用完而被移动到备用位置时:
“更换元件”指示灯自动亮,使供料器料架 120 站设备的(ZL 或
ZR)或 60 站设备的(ZR) 准备就绪,可以随时更换元件。元件更
换后,按此键使 ZL 或 ZR (120 站设备)/ZR (60 站设备)返回到
备用位置。(指示灯熄灭)(在有些 Z 模式(120 站设备)时,供
料器料架返回原来位置,重新开始生产。)
= =
当按下开关而不更换元件(即不打开罩盖)时,“更换元件”键指
示灯不熄灭,并显示确认错误(用“START”键清除此错误)。
按下该键将 Z 工作台输送到备用位置。
要将 Z 工作台返回到原来的位置,可执行手动模式下的原位返
回,或在自动/半自动模式下按“START”(开始)键。
D77OCC-13-030-A0
3.4-5