高速引脚元件轴向插件机.pdf - 第151页
AVK3 操作手册 7.5 错误代码:与动作有关的错误( MC ) MC0641 不能设置空置料盒 (更换连 接模式) ( 120 站设备) ON NG 超过 2000 程序段的 NC 数据 设置 于更换连接模式下, 并试图开始运 行。 想在选择 EOP 补插模式后以及 试图开始操作时,设定了备用盒 。 选取更换连接模式以外的任何模 式。 不使用 EOP 补插 设置 MC0642 NC 数 据模块 ( 2000 ) 超出 (更换连接模式…
AVK3
操作手册
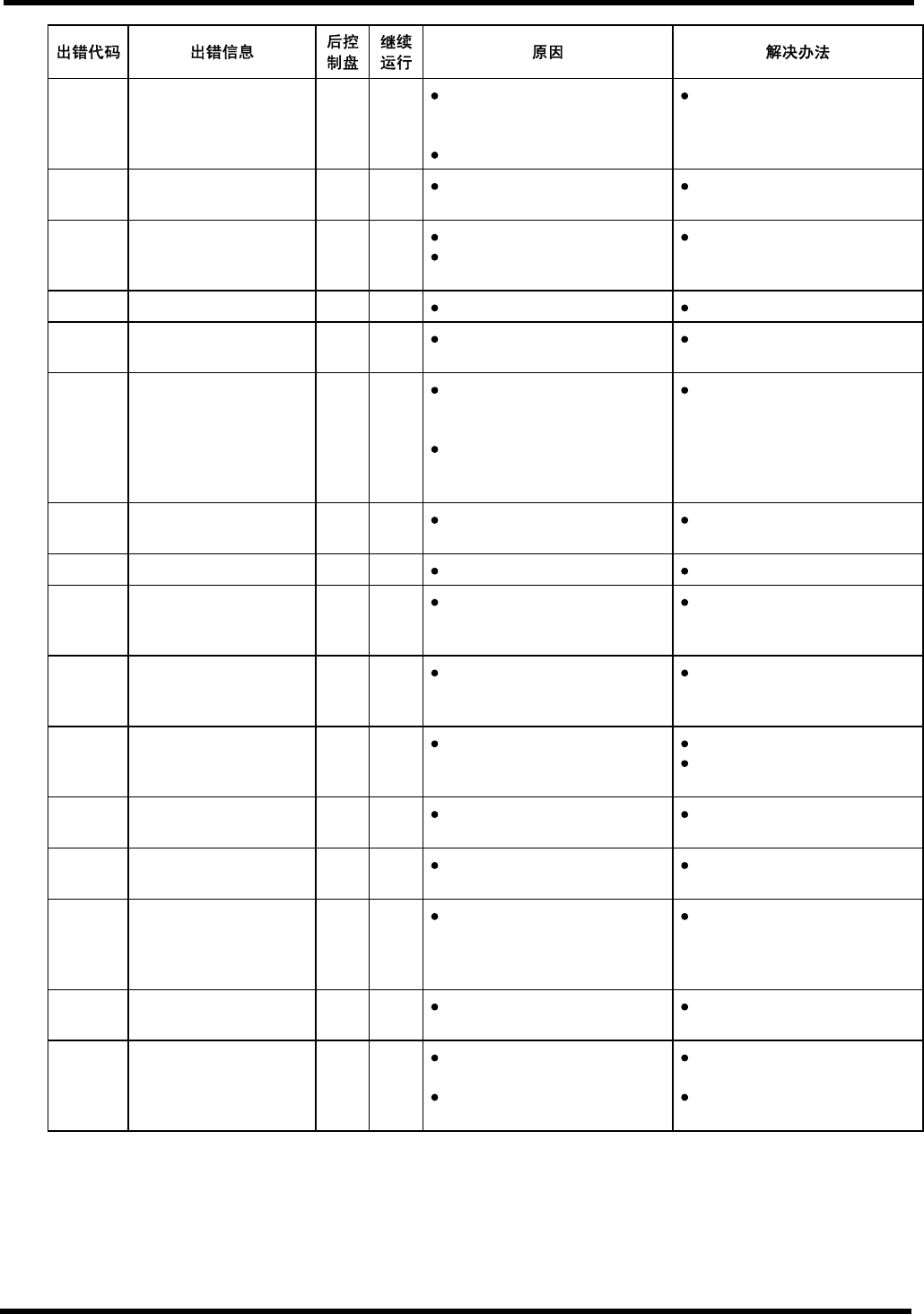
7.5 错误代码:与动作有关的错误(MC)
MC0604
起始段设定错误
ON OK
没有指定的起始段。
(例如不存在的起始段、指定段被
跳过或在当前段之前。)
跳过不良标记。
按 “RESET”(复置)。
MC0606
无 NC 程序
ON OK
在还没有选定 NC 程序时按了
“START”(开始) 。
选择 NC 数据。
MC0607
无程序设定错误
ON NG
选定了不可执行的 NC 数据。
当选定不可执行的 NC 数据时,按
了 “START”(开始) 。
使用数据编辑菜单中的诊断功能
检查 NC 数据,并进行必要的改
正。
MC0618
无元件数据
ON OK
尚未选择元件数据即按了启动键。 选择元件数据。
MC0621
遗漏设定元件数据
ON NG
元件数据中引线直径或元件厚度
为 0。
检查元件数据,使用元件数据编辑
功能并进行更改。
MC0628
多原点数据错误
ON NG
在指定的元件供给(Z)模式中可能
出现的多原点比最大供料器数目
更多。
在指定的元件供给(Z)模式中可能
出现的到位供料器数目比最大供
料器数目更多。
检查多原点供料器编号和 Z 模式,
并更改数据。
MC0630
料盒型式错误(26/52)
ON NG
准备的元件供料器与数据不匹配。 检查元件数据和元件料盒、并更改
数据,或者更改元件料盒。
MC0632
无示教段
ON OK
试图在回原点段示教。 在回原点段之外的板块进行示教。
MC0633
遗漏设定料盒编号(Z 模式
不匹配)
ON NG
在指定的元件供给(Z)模式中可能
出现供料器数目比最大供料器数
更多。
检查 NC 数据料盒编号 Z 轴模式选
择。
MC0634
超过跨距数据极限(26 料
盒)
ON NG
当跨距大于 26mm 料盒元件的
13.03mm。(在从转动夹接取元
件数停止。)
检查 NC 数据插入跨距和元件数
据,并更改数据。
MC0635
T 轴位置异常
ON NG
当滑动夹移回时 T 轴不回到正确
位置。
检查 T 轴位置和 T 轴定位传感器。
检查是否有三分之二以上的 T 轴
定位传感器 LCD 处在 ON 状态。
MC0636
从滑动夹取下元件
ON OK
当滑动夹夹住元件时按下启动键。 在手动模式下,移除滑行夹部件,
并在副控制盘上按下元件移除键。
MC0637
从转动夹取下元件
ON OK
在转动夹或输送夹夹持着元件时
按了启动键。
在手动模式下,移除旋转夹部件,
并在副控制盘上按下元件移除键。
MC0638
矫正数据依然错误
ON NG
矫正保证数据被删除,矫正数据保
证功能不能正常工作。
(关于恢复保证功能,请参阅“参
考手册”。)
按 “RESET”(复置)。
MC0639
供料器料架位置异常
ON NG
在供料器料架工作时,决定位置的
料盒损坏。
按 “RESET”(复置)。
MC0640
不能设置多原点
(更换连接模式)
ON NG
多原点设置于更换连接模式下,并
试图开始运行。
想在选择 EOP 补插模式后以及
试图开始操作时,设定多个原点
选取更换连接模式以外的任何模
式。
不使用 EOP 补插设置
标有(M)的说明仅适用于维修保养。
D77OCC-91-100-A0
7.5-3
AVK3
操作手册
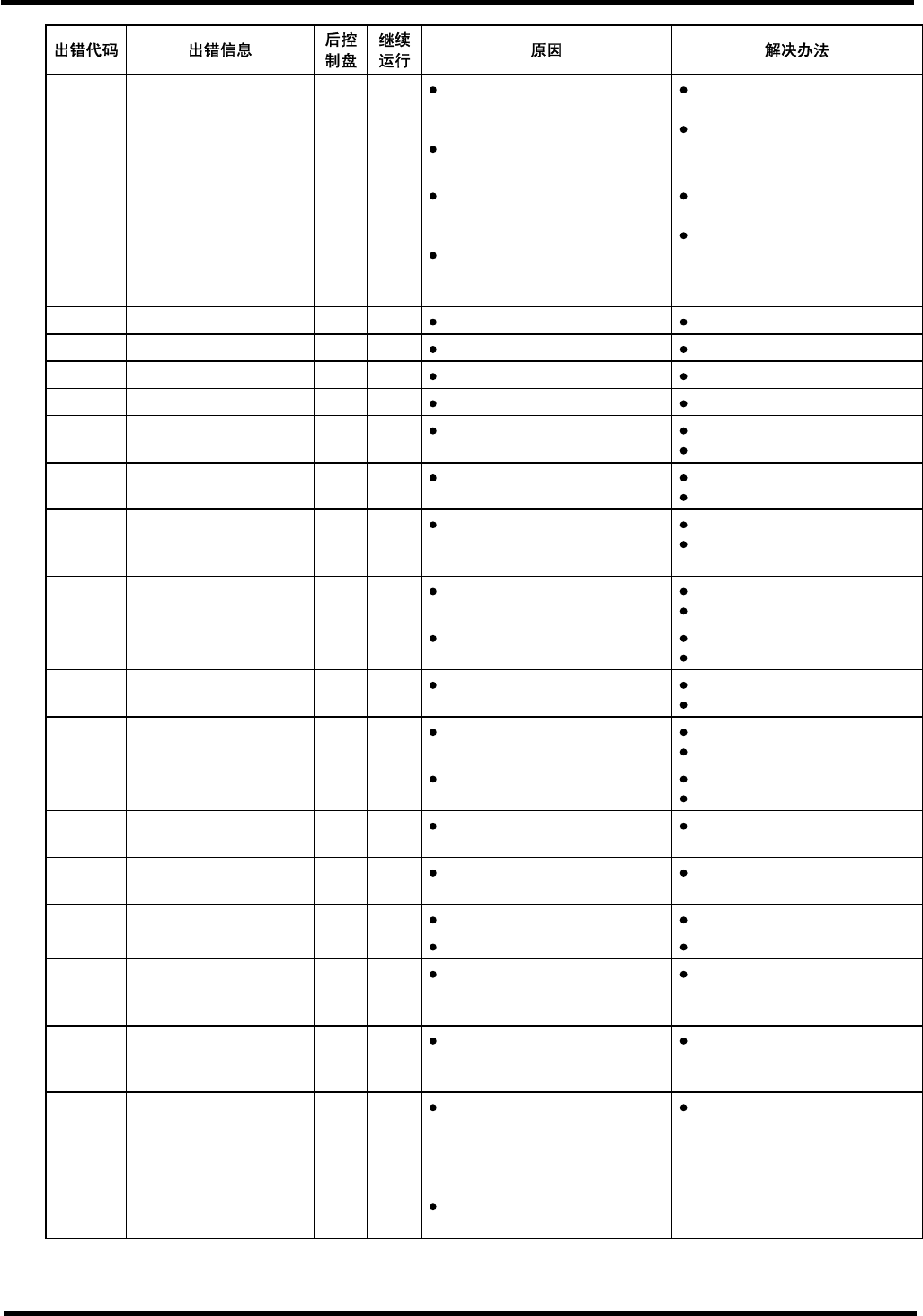
7.5 错误代码:与动作有关的错误(MC)
MC0641
不能设置空置料盒(更换连
接模式)
(120 站设备)
ON NG
超过 2000 程序段的 NC 数据设置
于更换连接模式下,并试图开始运
行。
想在选择 EOP 补插模式后以及
试图开始操作时,设定了备用盒。
选取更换连接模式以外的任何模
式。
不使用 EOP 补插设置
MC0642
NC 数据模块(2000)超出
(更换连接模式)
(120 站设备)
ON NG
超过 2000 程序段的 NC 数据设置
于更换连接模式下,并试图开始运
行。
想在选择 EOP 补插模式后以及
试图开始操作时,选择了超过
2000 个程序块的 NC 数据。
选取更换连接模式以外的任何模
式。
不使用 EOP 补插设置
MC1000
X 轴正软限位
ON NG
X 轴移动欲超出+288.00mm。 检查 NC 数据中的 X 轴坐标。
MC1001
X 轴负软限位
ON NG
X 轴移动欲超出-333.00mm。 检查 NC 数据中的 X 轴坐标。
MC1002
Y 轴正软限位
ON NG
Y 轴移动欲超出+37.00mm。 检查 NC 数据中的 Y 轴坐标。
MC1003
Y 轴正软限位
ON NG
Y 轴移动欲超出-391.00mm。 检查 NC 数据中的 Y 轴坐标。
MC1004
ZL 轴正软限位
(120 站设备)
ON NG
ZL 轴移动欲超出+1831.00mm。 进行清除 RAM 操作。
请联系本公司服务中心
MC1005
ZL 轴负软限位
(120 站设备)
ON NG
Z 轴移动欲超出-5.00mm。 进行清除 RAM 操作。
请联系本公司服务中心
MC1006
ZR 轴正软限位
ON NG
ZR 轴移动欲超出+1831.00mm
(120 站设备)/ +1111.00mm(60
站设备)。
进行清除 RAM 操作。
请联系本公司服务中心。
MC1007
ZR 轴负软限位
ON NG
ZR 轴移动欲超出-5.00mm。 进行清除 RAM 操作。
请联系本公司服务中心。
MC1014
H 轴正软限位
ON NG
θH 轴移动欲超出+184.50 度。 进行清除 RAM 操作。
请联系本公司服务中心。
MC1015
H 轴负软限位
ON NG
θH 轴移动欲超出-94.14 度。 进行清除 RAM 操作。
请联系本公司服务中心。
MC1016
A 轴正软限位
ON NG
θA 轴移动欲超出+94.14 度。 进行清除 RAM 操作。
请联系本公司服务中心。
MC1017
A 轴负软限位
ON NG
θA 轴移动欲超出-4.14 度。 进行清除 RAM 操作。
请联系本公司服务中心。
MC1018
WH 轴正软限位
ON NG
WH 轴的移动欲超出+21.40mm。 检查 NC 数据中的插入跨距,并检
查元件数据中的引线直径和体径。
MC1019
WH 轴负软限位
ON NG
WH 轴的移动欲超出+0.00mm。 检查 NC 数据中的插入跨距,并检
查元件数据中的引线直径和体径。
MC1020
WA 轴正软限位
ON NG
WA 轴的移动欲超出+21.40mm。 检查 NC 数据中的插入跨距。
MC1021
WA 轴负软限位
ON NG
WA 轴的移动欲超出+0.00mm。 检查 NC 数据中的插入跨距。
MC1022
V 轴正软限位
ON NG
V 轴移动欲超出+4.37mm。 检查元件数据中的引线直径、本体
直径,以及印刷线路板数据的印刷
线路板厚度。
MC1023
V 轴负软限位
ON NG
V 轴移动欲超出-0.24mm。 检查元件数据中的引线直径、本体
直径,以及印刷线路板数据的印刷
线路板厚度。
MC1100
X 轴联锁
ON NG
当 X 轴开始移动或者在起动点的
时候,上料器的返回极限、定位器
的返回极限和下料器的返回极限
没有被各自的感应器探测到。
(M)
在手动模式下,当 H 轴移离机器
原点的时候,Y 轴移动。
检查上料器返回极限传感器、定位
器返回极限传感器和下料器返回
极限传感器和每个阀门。
标有(M)的说明仅适用于维修保养。
D77OCC-91-100-A0
7.5-4
AVK3
操作手册
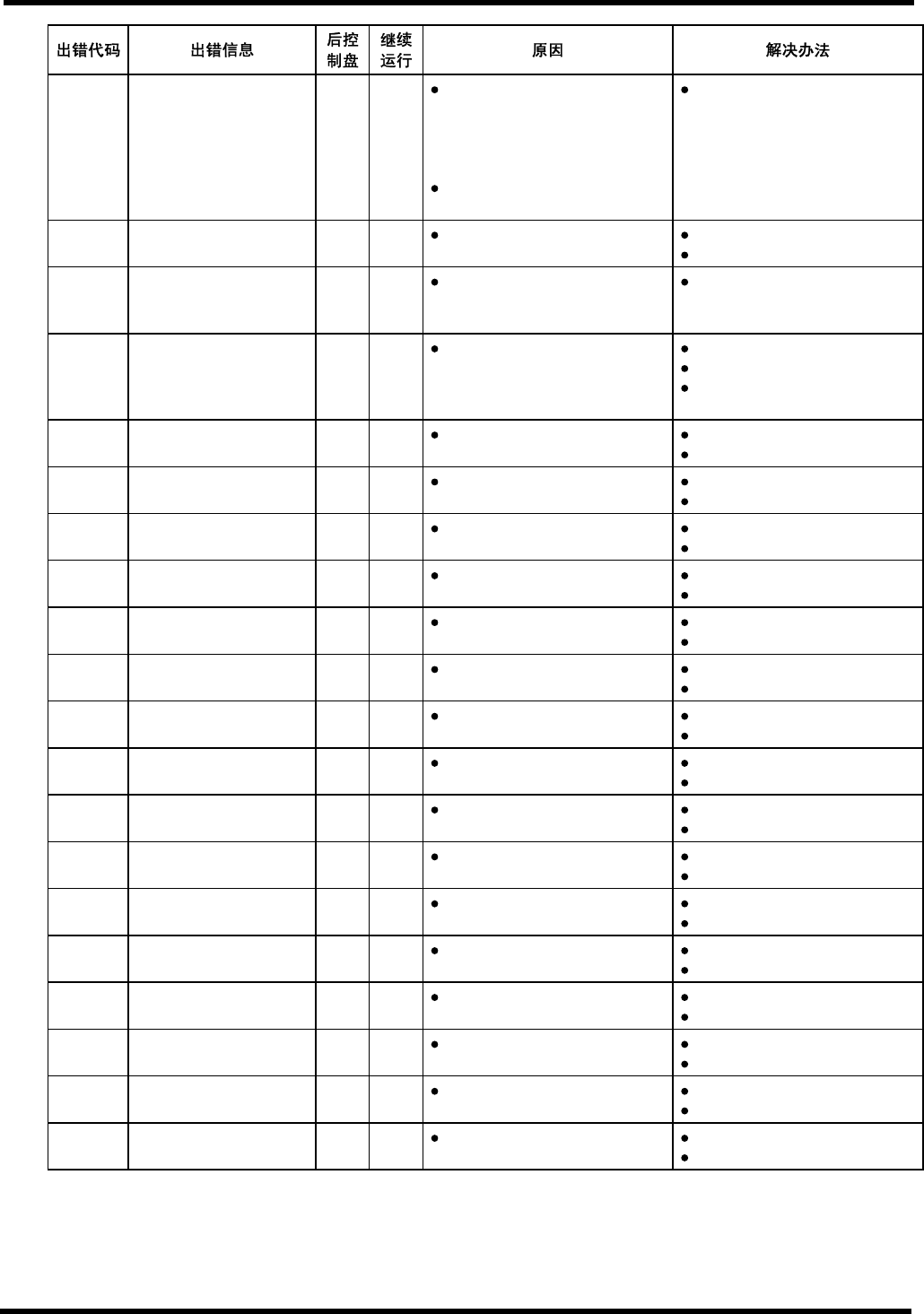
7.5 错误代码:与动作有关的错误(MC)
MC1101
Y 轴联锁
ON NG
当 Y 轴开始移动或者在起动点的
时候,上料器的返回极限,定位器
的返回极限和下料器的返回极限
没有被各自的感应器探测到。
(M)
在手动模式下,当 H 轴移离机器
原点的时候,Y 轴移动。
检查上料器返回极限传感器、定位
器返回极限传感器和下料器返回
极限传感器和每个阀门。
MC1104
T 轴联锁
ON NG
T 轴移动超出范围。 检查循环定时器设置(CH15)。
检查 T 轴位置和 T 轴定位传感器。
MC1105
U 轴联锁
ON NG
U 轴移动时或在原点时,JW 单元
的前进和返回极限传感器都处于
关闭的状态。
检查 JW 单元的前进/返回极限传
感器。
MC1106
H 轴联锁
ON NG
H 轴在移动中,手轮已压上或轴已
用某种方式机械制动。(M)
检查手轮的位置。
检查 H 轴电机制动继电器的状况。
检查“H 轴 break release”开关
的状况。
MC1231
X 轴原点达到最大限位
ON NG
X 轴回原点的速度超过 765,加速
度超过 515。
需要改变 X 轴回原点的速度。
请联系本公司服务中心。
MC1232
X 轴原点达到最小限位
ON NG
X 轴回原点的速度低于 735,加速
度低于 485。
需要改变 X 轴回原点的速度。
请联系本公司服务中心。
MC1233
X 轴低速示教达到最大限
位
ON NG
X 轴的低速示教高于 53,加速度
高于 40。
需要改变 X 轴的低速示教速度。
请联系本公司服务中心。
MC1234
X 轴低速示教达到最小限
位
ON NG
X 轴的低速示教低于 23,加速度
低于 10。
需要改变 X 轴的低速示教速度。
请联系本公司服务中心。
MC1235
X-轴高速示教达到最大限
位
ON NG
X 轴的高速示教高于 265,加速度
高于 115。
需要改变 X 轴的高速示教速度。
请联系本公司服务中心。
MC1236
X 轴高速示教示教达到最
小限位
ON NG
X 轴的高速示教低于 235,加速度
低于 85。
需要改变 X 轴的高速示教速度。
请联系本公司服务中心。
MC1237
X 轴位置 1 达到最大限位
ON NG
X 轴位置 1 的速度超过 6682,加
速度超过 285。
需要改变 X 轴位置 1 的速度。
请联系本公司服务中心。
MC1238
X 轴位置 1 达到最小限位
ON NG
X 轴位置 1 的速度低于 6652,加
速度低于 235。
需要改变 X 轴位置 1 的速度。
请联系本公司服务中心。
MC1331
Y 轴原点达到最大限位
ON NG
Y 轴回原点的速度超过 765,加速
度超过 515。
需要改变 Y 轴回原点的速度。
请联系本公司服务中心。
MC1332
Y 轴原点达到最小限位
ON NG
Y 轴回原点的速度低于 735,加速
度低于 485。
需要改变 Y 轴回原点的速度。
请联系本公司服务中心。
MC1333
Y 轴低速示教达到最大限
位
ON NG
Y 轴的低速示教高于 53,加速度
高于 40。
需要改变 Y 轴的低速示教速度。
请联系本公司服务中心。
MC1334
Y 轴低速示教达到最小限
位
ON NG
Y 轴的低速示教低于 23,加速度
低 10。
需要改变 Y 轴的低速示教速度。
请联系本公司服务中心。
MC1335
Y 轴高速示教达到最大限
位
ON NG
Y 轴的高速示教高于 265,加速度
低 115。
需要改变 Y 轴的高速示教速度。
请联系本公司服务中心。
MC1336
Y 轴高速示教示教达到最
小限位
ON NG
Y 轴的高速示教低于 235,加速度
低 85。
需要改变 Y 轴的高速示教速度。
请联系本公司服务中心。
MC1337
Y 轴位置 1 达到最大限位
ON NG
Y 轴位置 1 的速度超过 6682,加
速度超过 285。
需要改变 Y 轴位置 1 的速度。
请联系本公司服务中心。
MC1338
Y 轴位置 1 达到最小限位
ON NG
Y 轴位置 1 的速度低于 6652,加
速度低于 255。
需要改变 Y 轴位置 1 的速度。
请联系本公司服务中心。
标有(M)的说明仅适用于维修保养。
D77OCC-91-100-A0
7.5-5