高速引脚元件轴向插件机.pdf - 第77页
AVK3 操作手册 4.1 启动(接通电源) 4.1 .4 当按主操纵盘上的紧急停机开关、实行联锁或关断“运行准备完毕”键插件机停止运行 后,可以通过下述步骤使插件机重新开始运行。 5. 1. 从 X-Y 工作台、上料器和下料器上取下印刷线路板。 2. 按“ OPERATION ON( 运行接通 ) ”键。 按 3. 关断插件头制动开关, 用操作手轮转动 H 轴, 把循环定时器转动至角度 353 ° 至 358 ° 之间。 = = 此…
AVK3
操作手册
4.1 启动(接通电源)
3.
1.
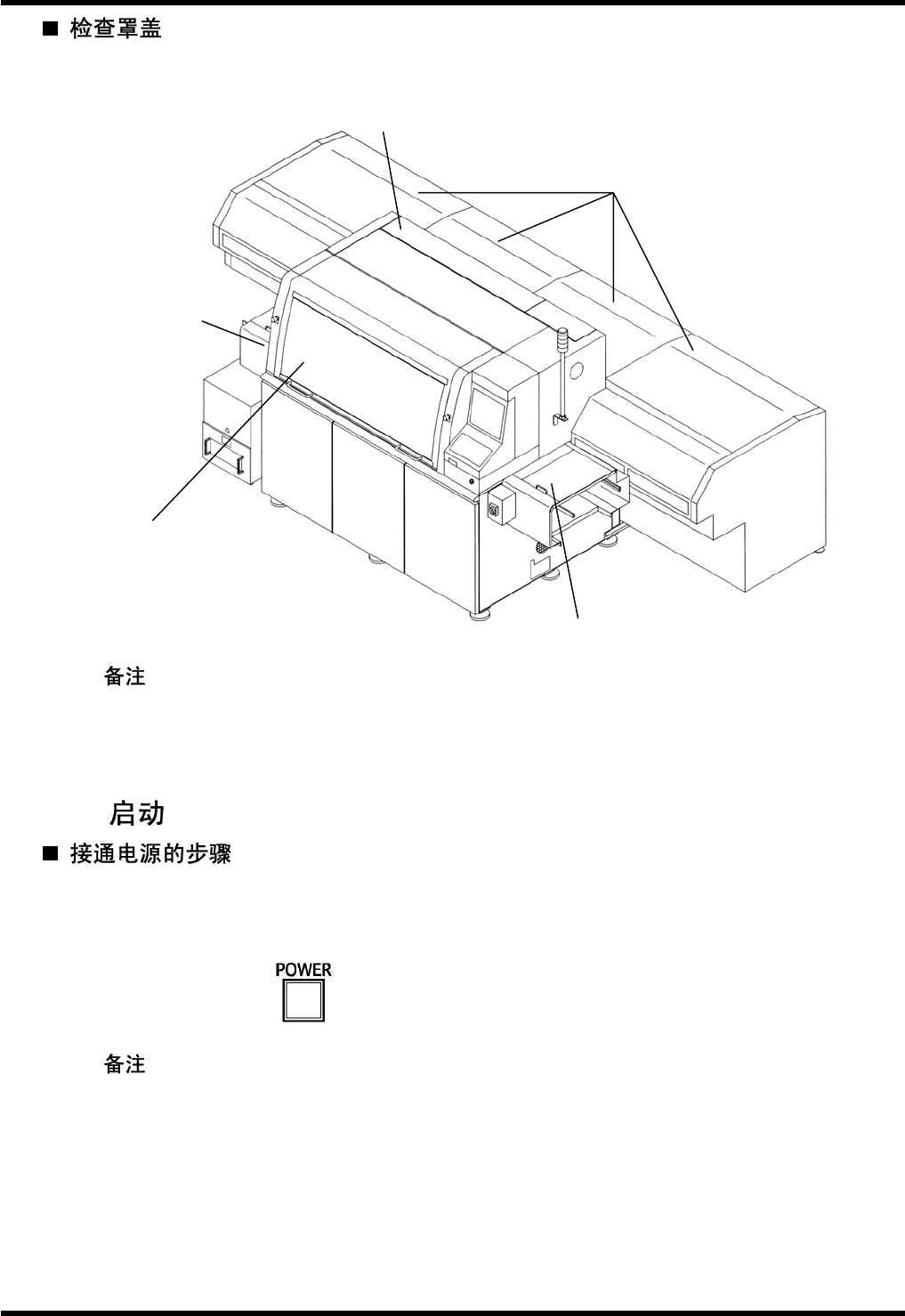
确保所有罩盖都已关上。
= =
在运行中,打开上图所示的各罩盖时,插件机会停止运行(在初始位置)以保安全。
上料器罩盖
下料器罩盖
前罩盖
Z 轴罩盖
后罩盖
* NM-AA30
4.1.3
4.
1.
按主操纵盘上的电源开关。
当出错时,参阅出错信息。
按
= =
务必取出软盘后方可关断电源。
D77OCC-30-010-A0
4.1-3
AVK3
操作手册
4.1 启动(接通电源)
4.1.4
当按主操纵盘上的紧急停机开关、实行联锁或关断“运行准备完毕”键插件机停止运行
后,可以通过下述步骤使插件机重新开始运行。
5.
1.
从 X-Y 工作台、上料器和下料器上取下印刷线路板。
2.
按“OPERATION ON(运行接通)”键。
按
3.
关断插件头制动开关,用操作手轮转动 H 轴,把循环定时器转动至角度 353°至 358°之间。
= =
此时应检查 T 轴的位置应准确。
当 T 轴有倾斜时,用手调整好 T 轴的位置然后才可用手转动 H 轴,并按“RESET(复
位)”键。
4.
关上所有安全防护盖(前罩盖和安全杆)。
5.
取消安全停机。
按
6.
将轴移回到它的原来位置。
按
7.
设定为自动模式。
按
8.
开始生产。
按
( )
6.
1.
关上所有安全防护盖(前罩盖和安全杆)。
2.
取消安全停机。(插件机回到实行联锁前的模式)。
按
D77OCC-30-010-A0
4.1-4
AVK3
操作手册
4.1 启动(接通电源)
4.1.5
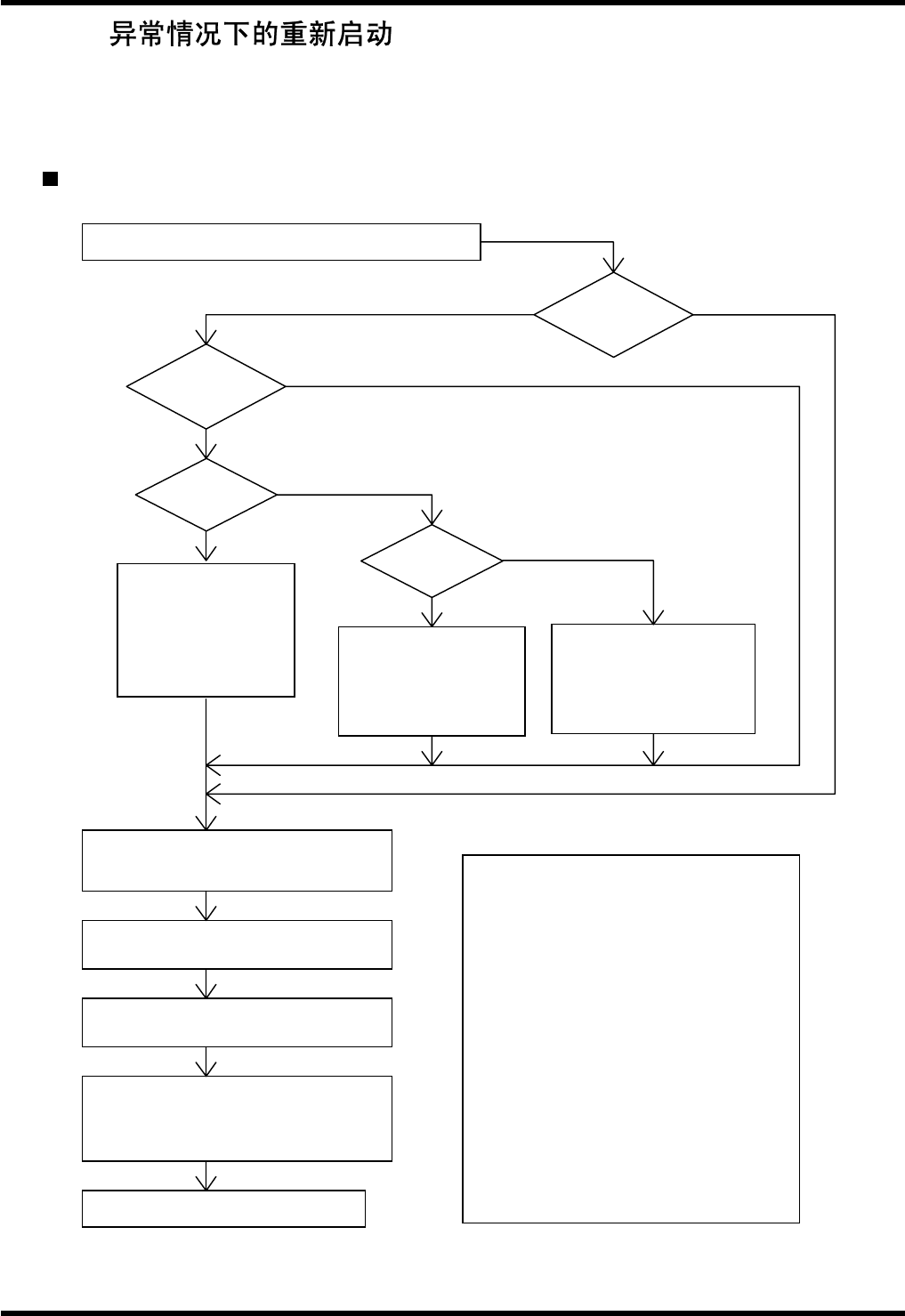
如果由于在自动运行时出错,或按主操纵盘上的紧急停机开关或“Power(电源)”开关后
插件机不停在它的原点位置,可按以下步骤重新起动插件机。若不按照以下步骤,旋转夹、
滑动夹和插入单元可能会损坏。
在自动运行时出错而插件机不停在它的原点位置;
按开始键(START)重新开始生产,(注 3)
如果滑动夹中有元件,则返回手动模式,取下元件。
还要按副操纵盘上的“COMPLETED REMOVING
A
PART(已取下元件)”键,返回自动模式。
开通主操纵盘上的“SERVOMOTOR”键,伺服
锁定所有的轴。
按“RESET(复位)”键取消错误。
(如果按“RESET”仍不能取消错误,关断电源。)
关闭插件头制动开关 SW,接通插件头制动释放使能开
关,用手柄手动旋转插件头,调整循环定时器角度至
353°~358°。
注 1:
在原点或 T 轴的 353° ~130°运行范围内不会产生干涉。
注 2:
在原点或θH 轴的 165° ~10°运行范围内不会产生干涉。
注 3:
根据数据恢复补偿功能,进行持续的插入操作。
(详见参考手册/3.3“数据恢复补偿功能”)
注 4:
有关手柄操作,参阅操作手册‘5.3.1’ 。
用于将转动夹移到正确位置
(如果转动夹与滑动夹或编
带切刀干涉,则用手轮移动
插件头轴到不再干涉的位
置。 注) 1, 4
用手将插入单元移到正确位置
(如果插入单元与滑动夹干涉,
则用手轮移动插件头轴到不再
干涉的位置)。 注) 2, 4
用手将转动夹和插入单元移动到
右边位置(如果转动夹与滑动夹或
编带切刀干涉,则用手轮移动插件
头轴到不再干涉的位置)。 注) 1,
2, 4
插入单元不
在正确位置
转动夹不在
正确位置
旋转夹或插入
单元不在正确位置
滑动夹停止
气缸放松
关断主操作盘上“SERVOMOTOR”(伺服电机)“键,放松全
部轴的伺服电机。
否
是
否
是
是
否
否 是
D77OCC-30-010-A0
4.1-5