高速引脚元件轴向插件机.pdf - 第147页
AVK3 操作手册 7.4 错误代码:与插件头有关的错误( HC ) HC0303 在起始位置旋转编号检测 异常 ON NG 在 T 轴返回原点后 , T 轴定位传 感 器逻辑电路不正确。 检查 T 轴是否移动到原点适当位 置。 检查 T 轴定位传感器。 HC0304 旋转编号逻辑电路不匹配 ( NC/SC ) ON NG 旋转编号传感器逻辑电路与 T 轴 定位位置之间有差异。 检查 T 轴是否移动到适当定位角 度。 检查 T 轴定位传…
AVK3
操作手册
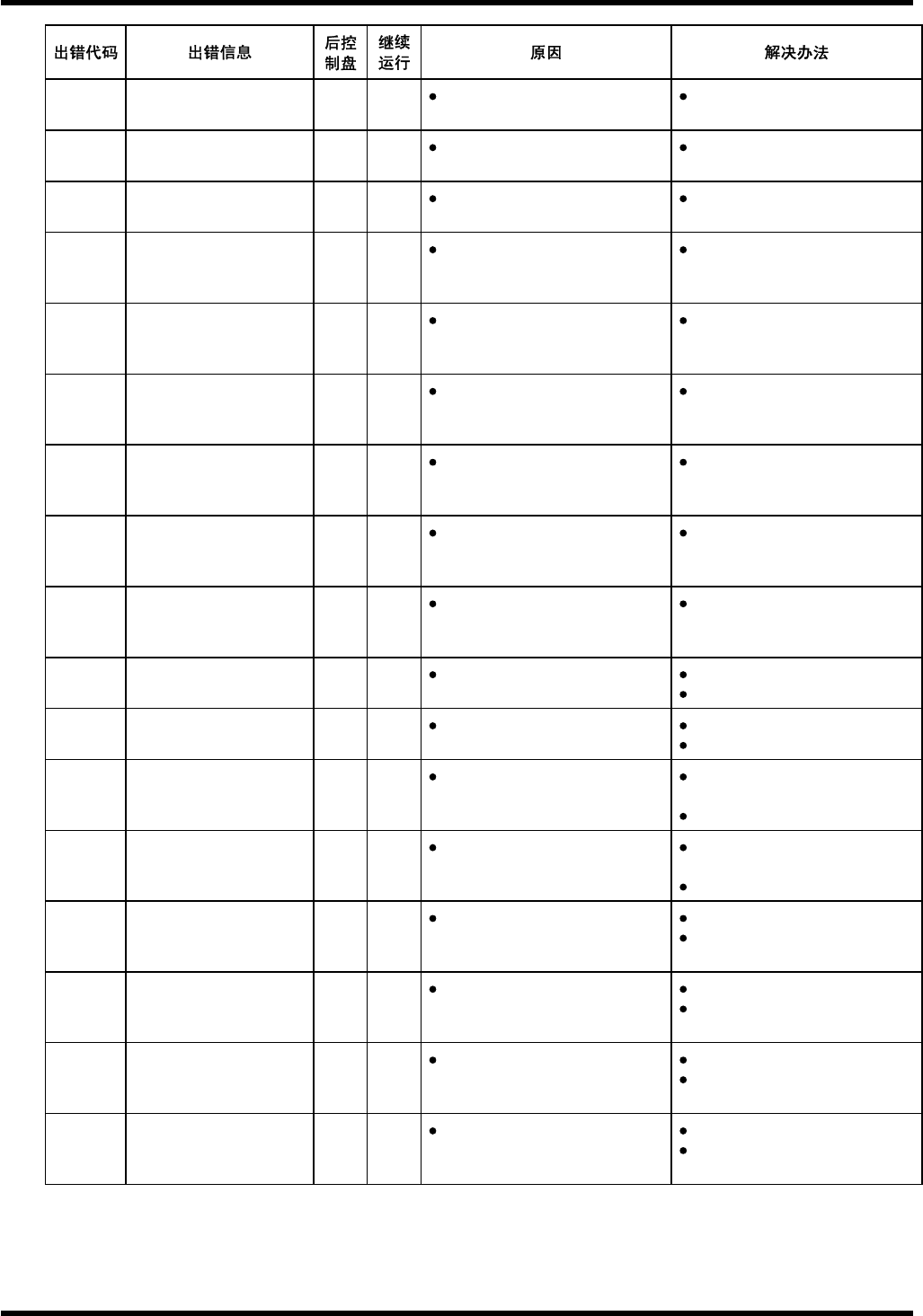
7.4 错误代码:与插件头有关的错误(HC)
HC0104
左与右砧座不足错误
ON NG
右/左引脚插入检测输出被确认为
置空
检查砧座单元的左边和右边部分
HC0105
左砧座不足错误
ON NG
左引脚插入检测输出被确认为置
空
检查砧座单元的左边单元
HC0106
右砧座不足错误
ON NG
右引脚插入检测输出被确认为置
空
检查砧座单元的右边单元
HC0110
两端引线检测有错 2
ON OK
在 ONLINE 或 AUTO 模式下,发
生插入错误后,在下一个插入段检
测到两端引线插入错误。
进行矫正插入或跳过。
HC0111
右端引线检测有错 2
ON OK
在 ONLINE 或 AUTO 模式下,发
生插入错误后,在下一个插入段检
测到一端(右端)引线插入错误。
进行矫正插入或跳过。
HC0112
左端引线检测有错 2
ON OK
在 ONLINE 或 AUTO 模式下,发
生插入错误后,在下一个插入段检
测到一端(左端)引线插入错误。
进行矫正插入或跳过。
HC0120
两端引线检测有错 3
ON OK
在 ONLINE 或 AUTO 模式下,发
生插入错误后,在再下一个插入段
检测到两端引线插入错误。
进行矫正插入或跳过。
HC0121
右端引线检测有错 3
ON OK
在 ONLINE 或 AUTO 模式下,发
生插入错误后,在再下一个插入段
检测到一端(右端)引线插入错误。
进行矫正插入或跳过。
HC0122
左端引线检测有错 3
ON OK
在 ONLINE 或 AUTO 模式下,发
生插入错误后,在再下一个插入段
检测到一端(左端)引线插入错误。
进行矫正插入或跳过。
HC0200
滑动夹拉回时间超过
ON NG
在滑动夹气缸接通后 5 秒钟,前行
极限传感器尚未发出信号。
检查滑动滑动夹气缸的移动情况。
检查滑动气缸的前行限位传感器。
HC0201
滑动夹推出时间超过
ON NG
在滑动夹气缸切断后 5 秒钟,返回
极限传感器尚未发出信号。
检查滑动滑动夹气缸的移动情况。
检查滑动气缸的前行限位传感器。
HC0202
26mm 夹头松开时间超过
ON NG
在 26 mm 夹头退回放松气缸切断
后 5 秒钟,52 mm 夹头检测传感
器尚未发出信号。
检查 26 mm 夹头退回放松汽缸
移动情况。
检查 52 mm 夹头检测传感器。
HC0203
26mm 夹头分流超时
ON NG
在 26 mm 夹头退回放松气缸切断
后 5 秒钟,52 mm 夹头检测传感
器尚未发出信号。
检查 26 mm 夹头退回放松汽缸
移动情况。
检查 52 mm 夹头检测传感器。
HC0204
跳线供料单元前行时间超
过
ON NG
在 JW 单元传感器气缸接通后 5
秒钟,前行极限传感器尚未发出信
号。
检查跳线装置汽缸移动情况。
检查跳线装置前行限位传感器。
HC0205
跳线供料单元返回时间超
过
ON NG
在 JW 单元传感器气缸接通后 5
秒钟。返回极限传感器尚未发出信
号。
检查跳线装置汽缸移动情况。
检查跳线装置返回限位传感器。
HC0300
(M)
26/52 转换错误
ON NG
没有进行输送夹 26/52 跨距的转
换。
检查 52mm 夹检测传感器。
检查传感器光轴和传感器档铁位
置。
HC0302
(M)
旋转编号错误
ON NG
当 T 轴位于元件前置传感器位置,
处在前置传感模式的原点返回挡
块范围内时,发生 NC 系统错误。
检查 T 轴系统 NC 系统错误。
请联系本公司服务中心。
标有(M)的说明仅适用于维修保养。
D77OCC-91-090-A0
7.4-3
AVK3
操作手册
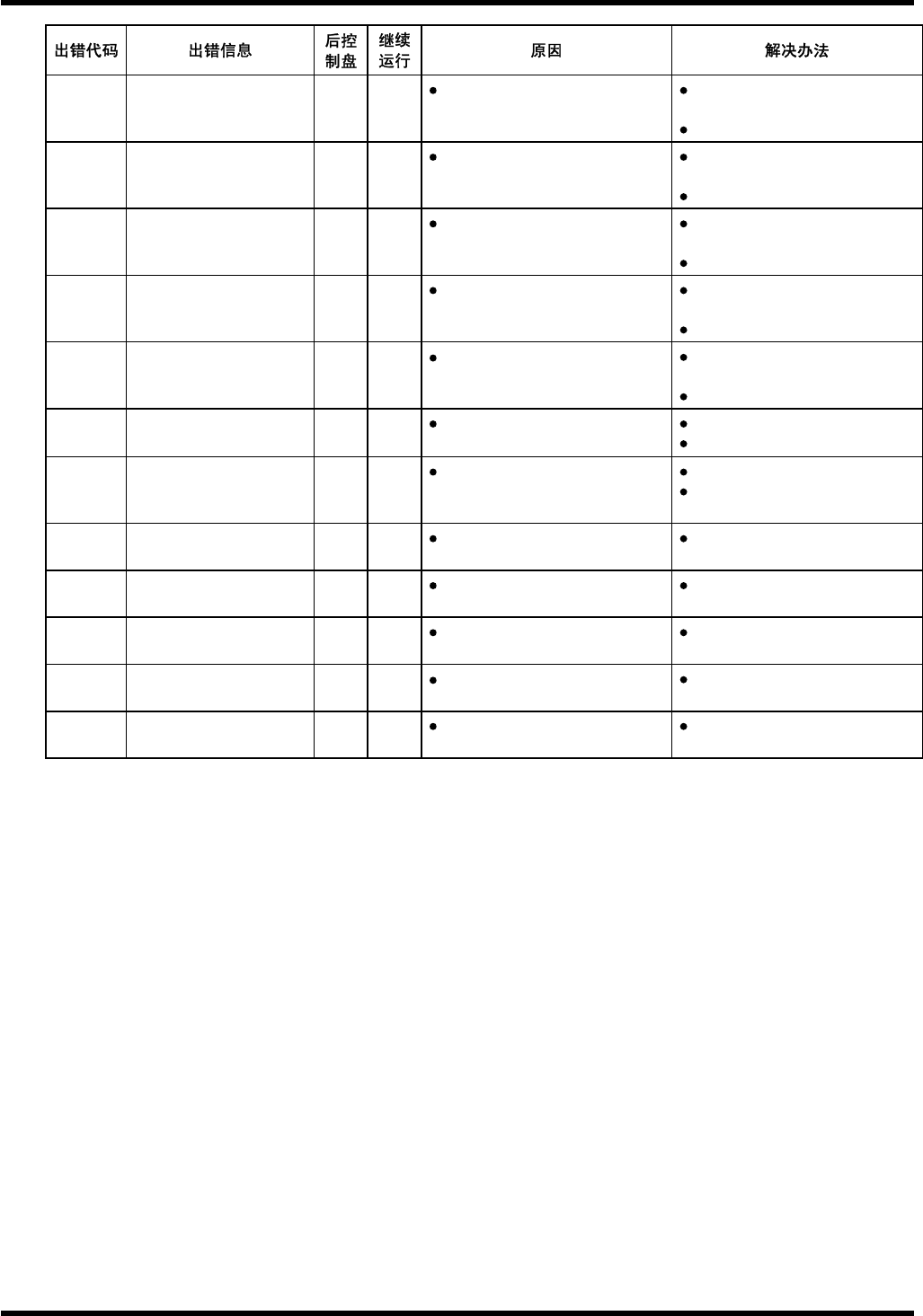
7.4 错误代码:与插件头有关的错误(HC)
HC0303
在起始位置旋转编号检测
异常
ON NG
在 T 轴返回原点后,T 轴定位传感
器逻辑电路不正确。
检查 T 轴是否移动到原点适当位
置。
检查 T 轴定位传感器。
HC0304
旋转编号逻辑电路不匹配
(NC/SC)
ON NG
旋转编号传感器逻辑电路与 T 轴
定位位置之间有差异。
检查 T 轴是否移动到适当定位角
度。
检查 T 轴定位传感器。
HC0305
旋转编号逻辑电路不匹配
(MMC/SC)
ON NG
当前定位的夹头号码和旋转编号
传感器逻辑电路不正确。
检查 T 轴是否移动到适当定位角
度。
检查 T 轴定位传感器。
HC0306
旋转编号逻辑电路 AT
INITIAL START
ON NG
旋转编号传感器逻辑电路与 T 轴
定位位置之间有差异。
检查 T 轴是否正确移动到原点位
置。
检查 T 轴定位传感器。
HC0307
在循环 8 时刻 T 轴当前位
置异常
ON NG
T 轴位置超过 90
°±
0.24
范
围。
检查 T 轴是否正确移动到原点位
置。
检查 T 轴定位传感器。
HC0308
T 轴指令值异常
ON NG
从 MMC 到 NC 的规定值超过
90
°±
0.24
。
检查 T 轴定位的命令值。
请联系本公司服务中心。
HC0309
(M)
跳线单元动作超时
ON NG
在 5 秒中之内没能设定跳线单元
的前/后位置极限。
检查跳线单元气缸运行是否正常。
检查跳线单元的前后位置极限传
感器。
HC0310
跳线单元后退不足
ON NG
当跳线单元就位时,试图将其返回
原点或者进行移动检查。
检查跳线单元的位置和前/后极限
位置传感器。
HC0311
滑行夹联锁(JW)
ON NG
在插入 JW 时,交接夹止滑缸动
作。
检查交接夹止滑缸。
HC0312
滑行夹联锁(轴向)
ON NG
在插入轴向元件时,交接夹止滑缸
关闭。
检查交接夹止滑缸。
HC0314
在循环 9 定时时,T 轴当前
位置异常
ON NG
T 轴位置超过 90
°±
0.30°范围。
检查 T 轴位置和 T 轴定位传感器。
HC0315
在循环 9 定时时,旋转编号
逻辑电路不匹配(NC/SC)
ON NG
旋转编号传感器逻辑电路与 T 轴
原点传感器之间有差异。
检查 T 轴位置和 T 轴定位传感器。
标有(M)的说明仅适用于维修保养。
D77OCC-91-090-A0
7.4-4
AVK3
操作手册
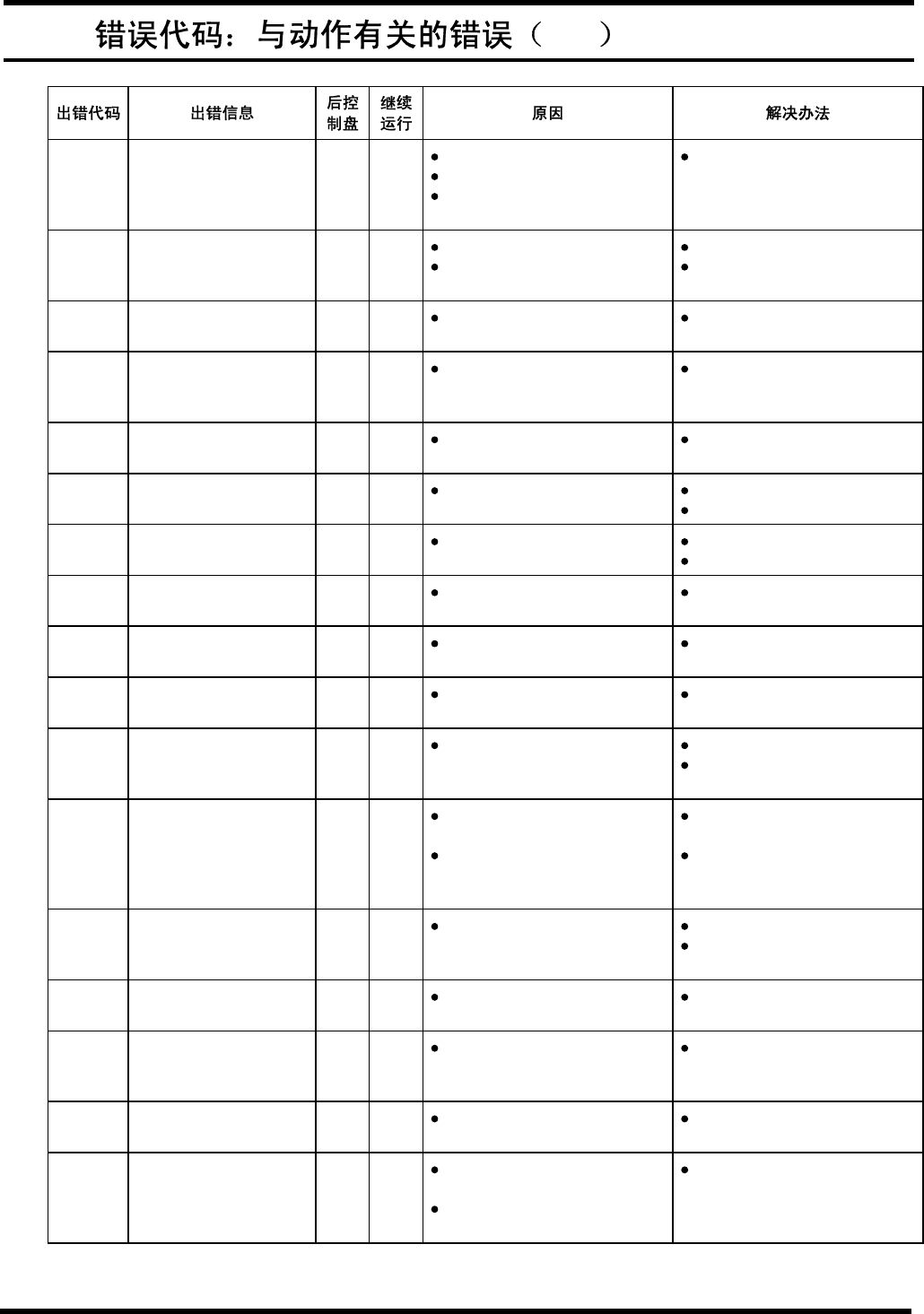
7.5 错误代码:与动作有关的错误(MC)
7.5. MC
D77OCC-91-100-A0
MC0001
空气压力低
ON OK
没有空气供应。
气压小于 0.4Mpa(M)。
气压传感器损坏或调整不当。
(M)
检查空气压力。
MC0003
所有轴的伺服
电机关断
ON OK
伺服电机锁定开关置于 OFF。
安全保护停机。
将伺服电机锁定开关置于 ON。
解决安全保护停机的原因后,按
“START”(开始)。
MC0005
安全保护停机
ON OK
安全传感器关断。 解决安全保护停机的原因后,按
“START”(开始)。
MC0006
1BLOCK 停机
ON OK
输入 1block 停机信号。 解决 1block 停机的原因后(气压
低、宽度调整处理和 H 轴制动开
关),按“START”(开始) 。
MC0008
循环计时器异常
OFF NG
没有向循环计时器输入合适的时
间。
检查循环计时器设置。
MC0009
除尘器热断路
ON NG
除尘器的热继电器跳闸。 检查除尘器是否正常启动。
检查除尘器的热继电器。
MC0010
真空泵热断路
ON NG
真空泵的热继电器跳闸。 检查真空泵是否正常启动。
检查真空泵的热继电器。
MC0012
正在维修中
ON OK
在手动模式下打开了维修保养开
关。
完成维修工作后,关断维修保养开
关。
MC0014
在安全闭锁脱开状态
ON NG
在维修时试图进行禁止的操作。 退出该操作,按 “RESET”(复
置)。
MC0020
跨按电路异常
ON NG
在非手动模式时打开了维修保养
开关。
检查维修保养开关。
MC0021
印刷线路板手轮在 1block
停止
ON OK
输入了 1 block 信号(宽度调整手
轮)。
检查宽度调整手轮是否就位。
检查宽度调整手轮的传感器的状
态。
MC0023
所有轴的伺服电机关断错
误
ON NG
在插件机运行时,断开了电机锁住
开关。
当所有轴的伺服电机都处于断开
状态时,按了 “START”(开始) 按
钮。
打开电机锁住开关,并按
“RESET”(复置)。
出现警告信息后,机器会自动矫
正。
MC0025
所有轴的伺服电机关断错
误(T 轴位置不正常)
ON OK
当所有轴向电机关断时,T 轴旋转
(编号)传感器发生不正常逻辑。
检查 T 轴位置和 T 轴定位传感器。
检查是否有三分之二以上的 T 轴
定位传感器发光二极管接通。
MC0100
计划生产已完成
ON NG
“L.STOP”或达到计划生产数目
后,生产完成。
按 “RESET”(复置),进行下一
个印刷电路板的生产。
MC0201
元件用完
ON OK
在 “ONLINE”联机或 “AUTO”
(自动)模式下,在插入过程中元件
用完。
针对用完的盒子,补充元件。
MC0204
打开/合上 Z 罩盖来修补出
错
OFF NG
发生 Z 轴相关的临界错误 打开 Z 轴罩盖,接着合上以清除
错误
MC0208
在元件用完状态
ON OK
由于元件用完,Z 轴移到到备用位
置。
尽管 Z 轴位于备用位置,但元件
补充开关已被按下。
进行元件补充。
标有(M)的说明仅适用于维修保养。
D77OCC-91-100-A0
7.5-1