高速引脚元件轴向插件机.pdf - 第56页
AVK3 操作手册 3.3 主操纵盘 向 Panadac-783F 控制器、交流伺服电机驱动器和其他单元供电, 使 AVK3 准备开始工作 切断 Panadac-783F 控制器、交流伺服电机驱动器和 其他部件的电源: 按下 此开关后, AVK3 便不能开动。 接通或切断伺服电机的励磁电流。 = = 如果切断了伺服电机的 励磁电流,则 X-Y 、 ZL 、 ZR 的轴等要用手动,当伺 服电机的励磁电流重新接 通 ( 按“ RESET …
AVK3
操作手册
3.3 主操纵盘
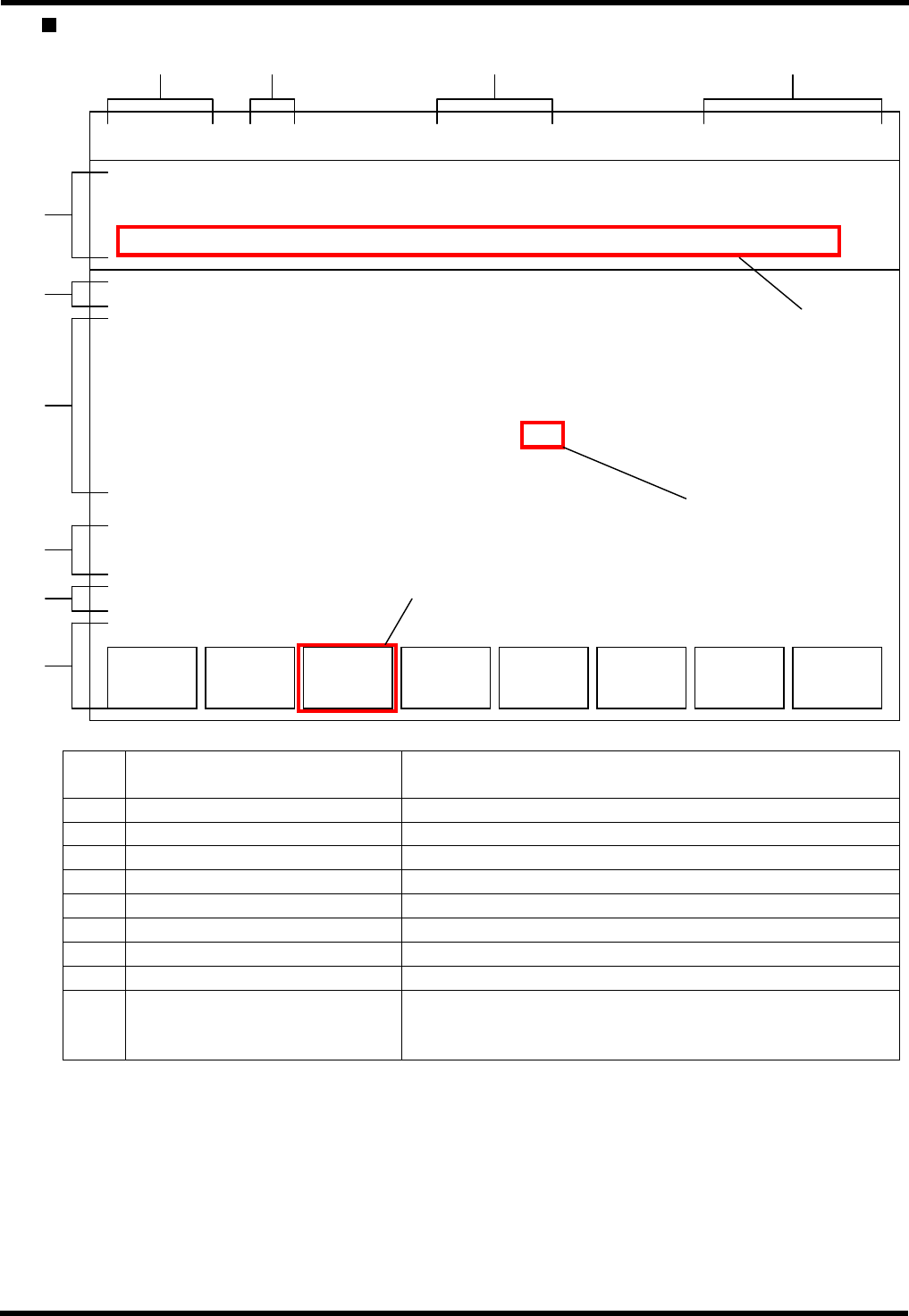
显示
1 2 3 4
DURING RECOGNITION
PRESENT BLOCK FEEDER
NEXT BLOCK 1 FEEDER 121
NEXT BLOCK 2 FEEDER 121
X +0.00 mm (ORIGIN D) ∗X ∗WH ∗V
Y +0.00 mm ∗Y ∗WA ∗T
WA +5.00 mm ∗HEAD ∗ZL ∗θH ∗U
WA +5.00 mm ∗TRANSFER ∗ZR ∗θA
INSERT DIR 0 °
PUSH START KEY TO PRODUCT.
PUSH REQUEST KEY TO SHOW SERVICE MENU.
NC DATA = PJW1 1 P. C. B. TACT = 0
PARTS DATA = D321 PRODUCT PLAN = 0
P.C.B. DATA PRODUCT COUNT =
Z MODE = CONNECT. Z SELECT = ZL
STARTING
BLOCK
XY AXIS
TEACHING
Z AXIS
SELECT
< F1 > < F2 > < F3 > < F4 > < F5 > < F6 > < F7 > < F8 >
(120 站设备)
(120 站设备)
(120 站设备)
FULL-AUTO EOP MC / STATUS YYY-MM-DDHH:MM
5
10
6
7
8
9
1
操作模式显示
显示当前的操作模式是:“手动”、“半自动”、“自动”或
“在线”。
2
作用模式显示 显示当前起作用的模式是:“1 BLOCK”、“EOP”、或“CONT”。
3
功能显示 显示当前选用的功能。
4
日期显示 显示现在的日期和时间。
5
生产显示 显示现在的生产状况。
6
数据显示 显示当前过程的数据。
7
运行信息显示 向用户显示运行中的信息。
8
出错信息显示 当出现错误时显示出错信息。
9
功能键显示 显示功能键菜单供选择。
10 机器状况显示
显示机器当前的状况。正常插件时无显示内容。显示条目为:
“老化模式”、“在识别中”、“识别错误”、“不良标记运
行。”
D77OCC-13-020-A0
3.3-2
AVK3
操作手册
3.3 主操纵盘
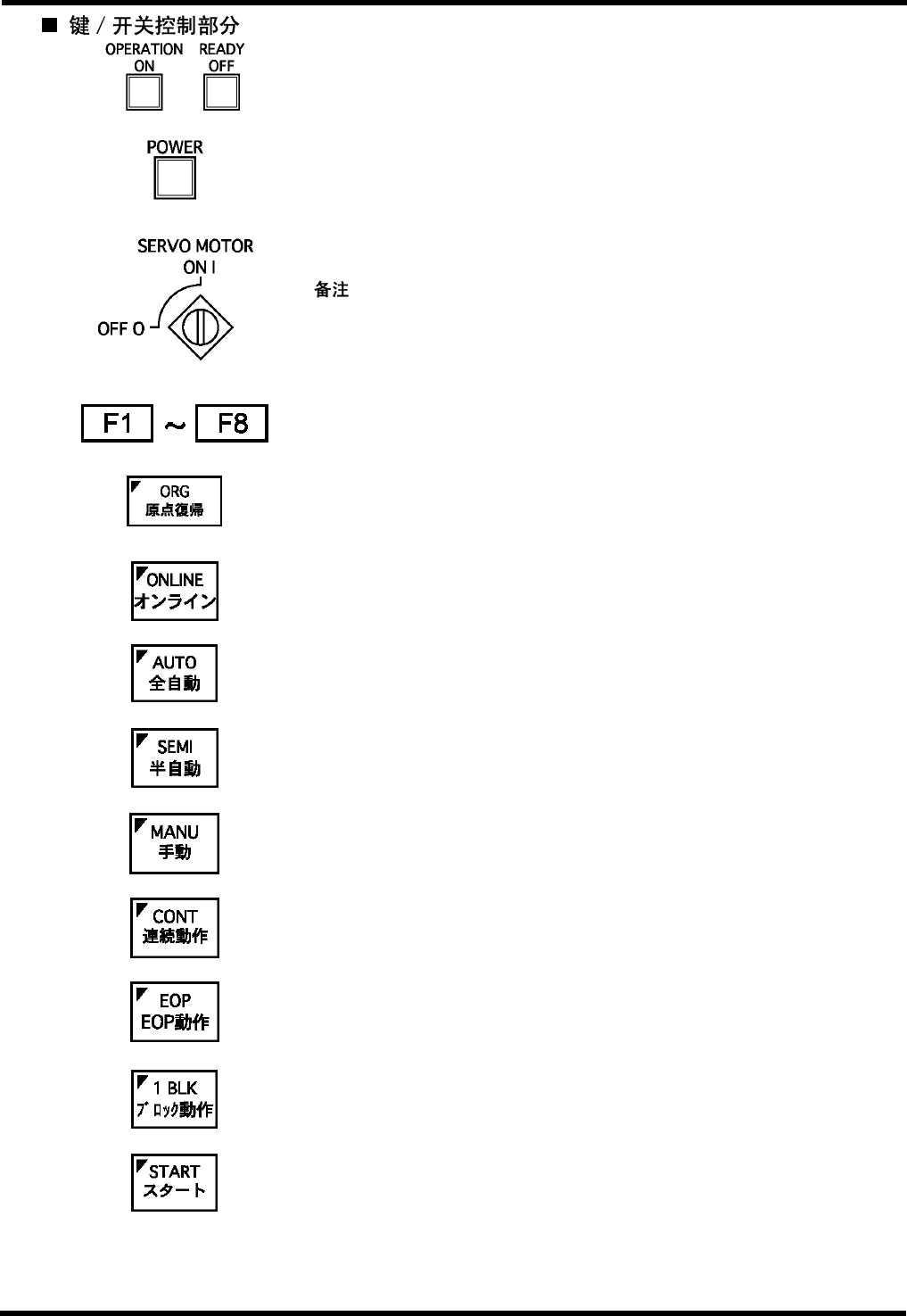
向 Panadac-783F 控制器、交流伺服电机驱动器和其他单元供电,使 AVK3
准备开始工作
切断 Panadac-783F 控制器、交流伺服电机驱动器和其他部件的电源:按下
此开关后,AVK3 便不能开动。
接通或切断伺服电机的励磁电流。
= =
如果切断了伺服电机的励磁电流,则 X-Y、ZL、ZR 的轴等要用手动,当伺
服电机的励磁电流重新接通(按“RESET”除外)时以上各轴会自动快速回复
到它们以前的位置。
用于从屏幕显示的菜单中选择功能。
使交流伺服电机返回原点。
(当实行返回原点时,务必确认机器处于手动模式,而循环定时器读数为 0°。)
用于将 AVK3 和与它相连的选购设备(主计算机、PanaData 终端、P942A 等)
设定为 On-line(在线)模式以输入或输出数据。
自动运行模式。此模式通常用于生产运行。
半自动运行模式。用于在开始正式生产前检查 NC 数据。
手动模式。用于通过主操纵盘和副操纵盘进行手动运行(日常检查)。
连续作用模式。以相同的 NC 数据继续运行下去。
EOP 作用模式。执行此 NC 数据至最后一程序段,此段以后即停机。
1 Block 作用模式。仅执行指定的一个程序步。在自动运行模式时按此键,
机器在完成正在进行的一步后停止。
用于起动自动和半自动运行。
D77OCC-13-020-A0
3.3-3
AVK3
操作手册
3.3 主操纵盘
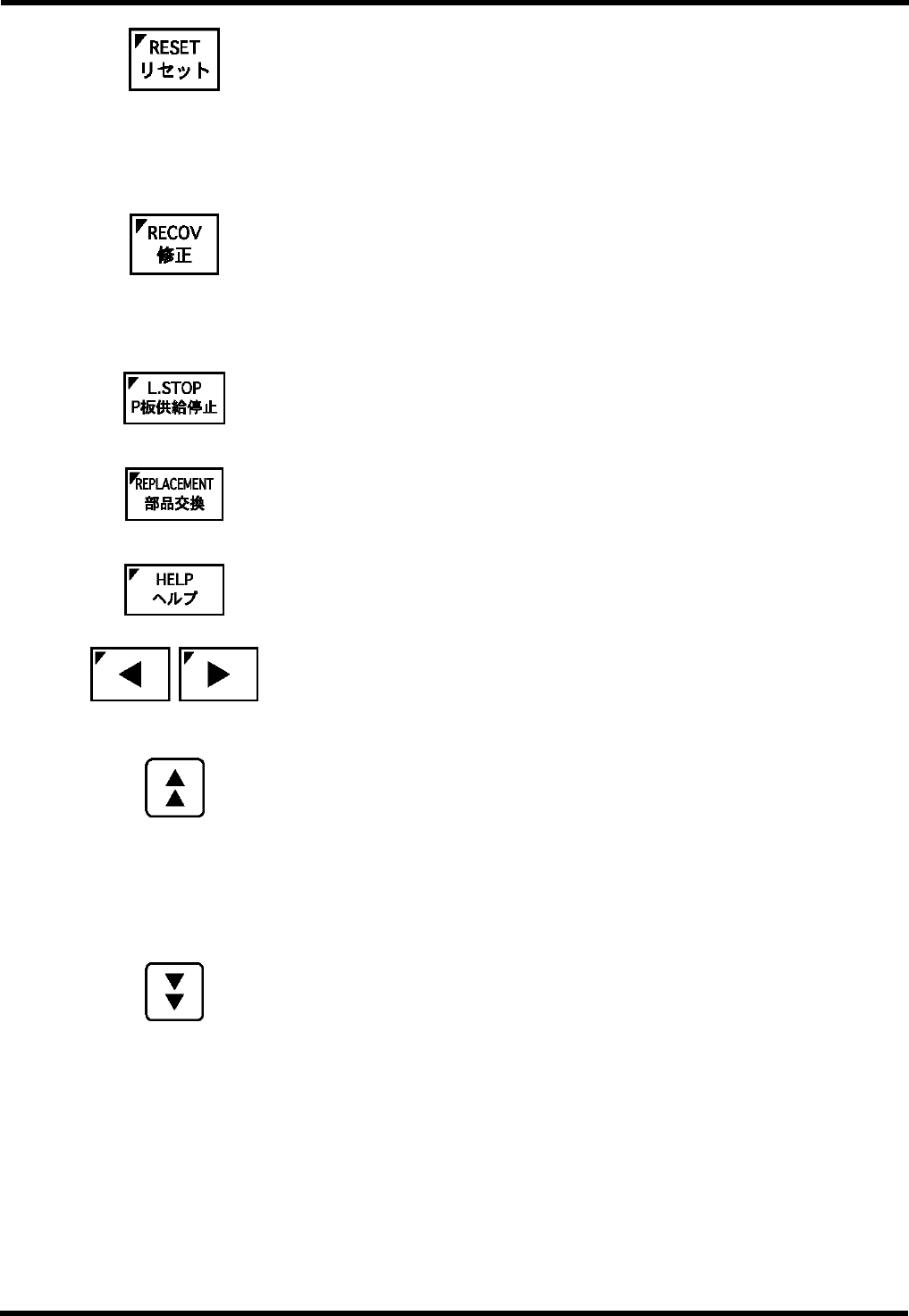
在出错时用。
当出现一个出错信息时:
排除出错原因后,按此键清除出错信息使机器能够运行。
当未出现出错信息时:
返回程序第一步运行。(机器停止后总是要按此“RESET(复位)”键。 按
“RESET(复位)”键会使机器在执行一个程序块之后停止在 M.ORIGIN 处)
当在自动运行时发生插入错误(包括矫正插入错误)已经停机时此键亮。
当按“RECOV(补插)”时:
忽略插入错误。按“START”键,将重新开始运行(放弃插入该错误的一
段)。
不按“RECOV(补插)”时:
按“START”键,则重新尝试插入元件。(补插)
停止输入新的印刷线路板。在 X-Y 工作台上的印刷线路板插件完成后即
下料,然后停机。(计划内的生产作业完毕)
将元件供料架(Z 轴)送到供料位置。
用于打开求助功能屏与使用功能菜单屏或机器状况显示屏之间的屏幕。
用于在自动(包括在线)和半自动模式时将当前选择的 Z 轴移动 1 个间
距。
按此键一次,Z 轴移动 1 个跨距(供料器)。(持续按住此键,Z 轴的移动也不
会超过 1 个间距)。
在手动模式时: 向插件机后端移动 X-Y 工作台。
或者向上移动 V 轴(插入高度)。
或者向前转动 T 轴(转动夹)。
在识别初始设定时: 向上移动指针。
或者将窗口向上移并放大。
宽度自动调整(任选)时: 将 XY 轨道、上料器轨道和下料器轨道移向插件
机背部。
在手动模式时: 向插件机前端移动 X-Y 工作台。
或者向下移动 V 轴(插件高度)。
或者向后转动 T 轴(转动夹)。
在识别初始设定时: 向下移动指针。
或者将窗口向下移动并缩小。
宽度自动调整(任选)时: 将 XY 轨道、上料器轨道和下料器轨道移向插件
机前面。
D77OCC-13-020-A0
3.3-4