SMT 缺陷.pdf - 第15页
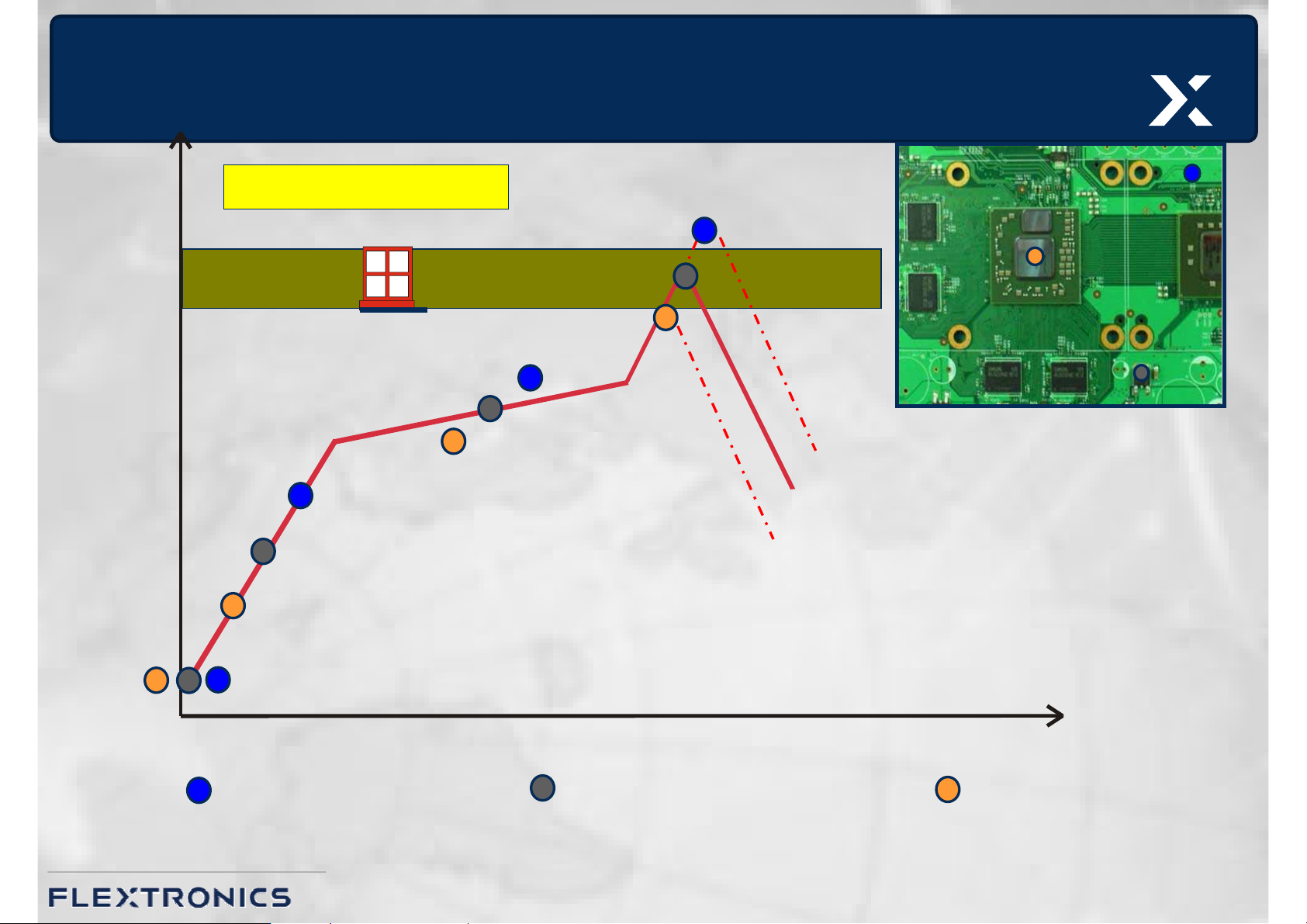
7 、焊点缺陷 (SOLDER PO INT DEFECT) 9 焊点处有裂纹、针孔、吹孔等现象 ¾ 锡膏质量缺陷 ¾ 环境恶劣 ¾ 回流缺陷 裂纹 吹孔 针孔 STENCIL 对 SMT 工艺的影响 2-2 、常见 SMT 工艺缺陷分析:
23
Time
时间
Temp.
温度
230°C
250°C
tc1 – small SMD
tc1 – medium SMD
tc3 – large SMD
20
°C
20
°C
Too Hot!
Too Cold!
Peak: 230 – 250°C
Cold solder/
Cold solder/
冷焊
冷焊
7、焊点缺陷(SOLDER POINT DEFECT)
9 焊点处有裂纹、针孔、吹孔等现象
¾ 锡膏质量缺陷
¾ 环境恶劣
¾ 回流缺陷
裂纹
吹孔
针孔
STENCIL对SMT工艺的影响
2-2、常见SMT工艺缺陷分析:

26
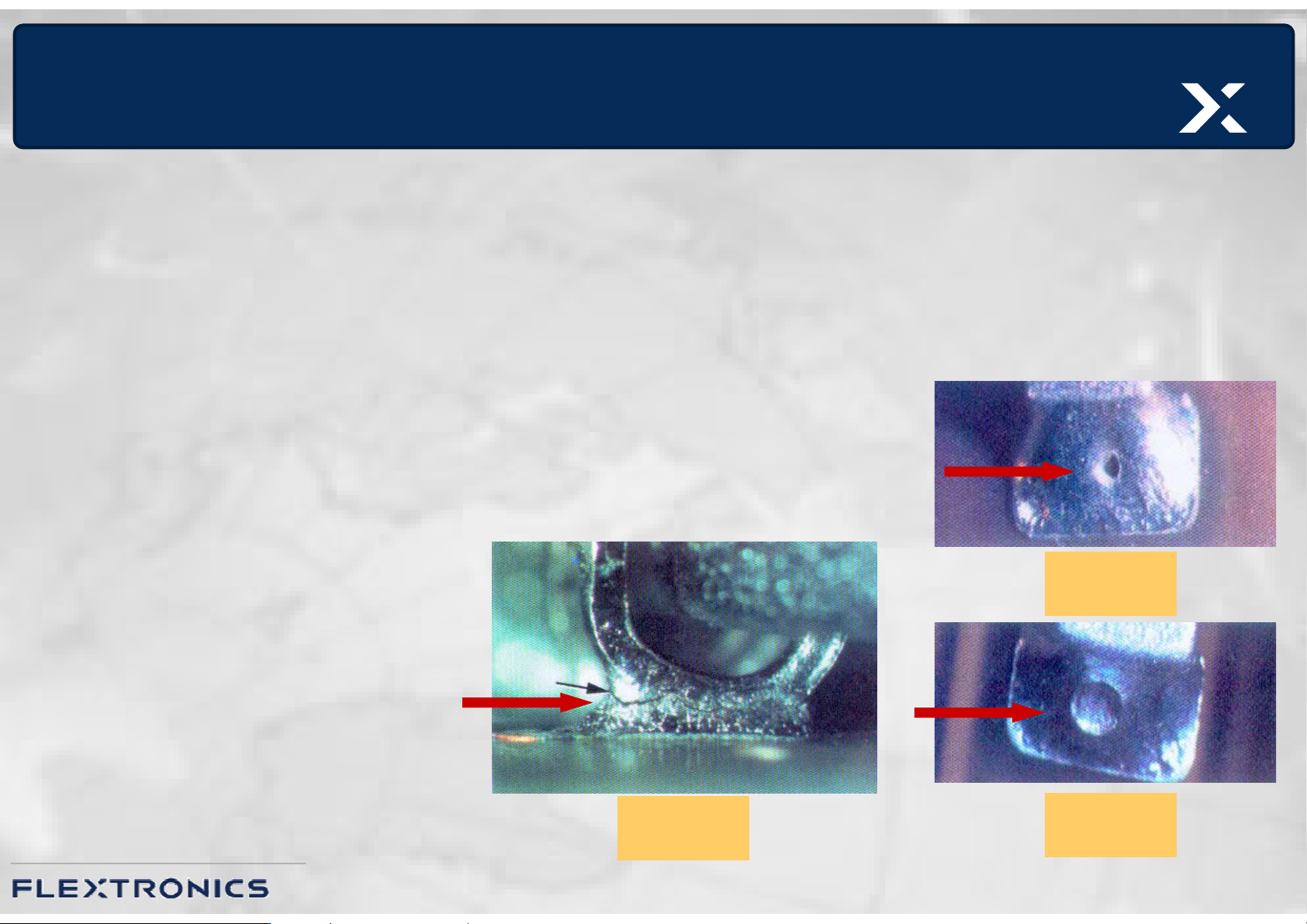
Solder hole/
Solder hole/
锡洞
锡洞
Countermeasure/对策
1. Insufficient preheat: Reflow profile optimize. 预热时间不足: 优化回流曲线设置.
2. Ramp up is too fast : Re-setup the reflow profile to make it optimize.
升温速率太快: 重设回流曲线图使之最优化.
3. Excess flux in solder paste: properly to increase preheat time and temperature.
锡膏助焊剂含量过多: 适当增加预热时间和温度值.
4. Damp PCB: Bake the PCB before loading it to SMT.
PCB受潮: SMT组装前烘烤PCB板.
5. Component feet oxidation: Bake it before SMT or require vacuum packing on
incoming material.元件脚氧化: 烘烤或者来料真空包装.
6. Attached flux residue on component foot: Sort out the defect part.
元件脚有助焊剂残渣: 挑选出缺陷来料.