CM101 参考手册.pdf - 第99页
CM101-D 参考手册 2.2 生产设定 Page 2-5 2.2 生产设定 进行生产时所需要的设 定,以及动作检查。 1. 按主菜单的 。 • 显示生产设定画面。 ∗ 按功能开关,显示设定 画面。 EJM5B -Pc-Menu-0003 EJM5B- C-RMC02-A01-00
CM101-D
参考手册
2.1
菜单构成
Page 2-4
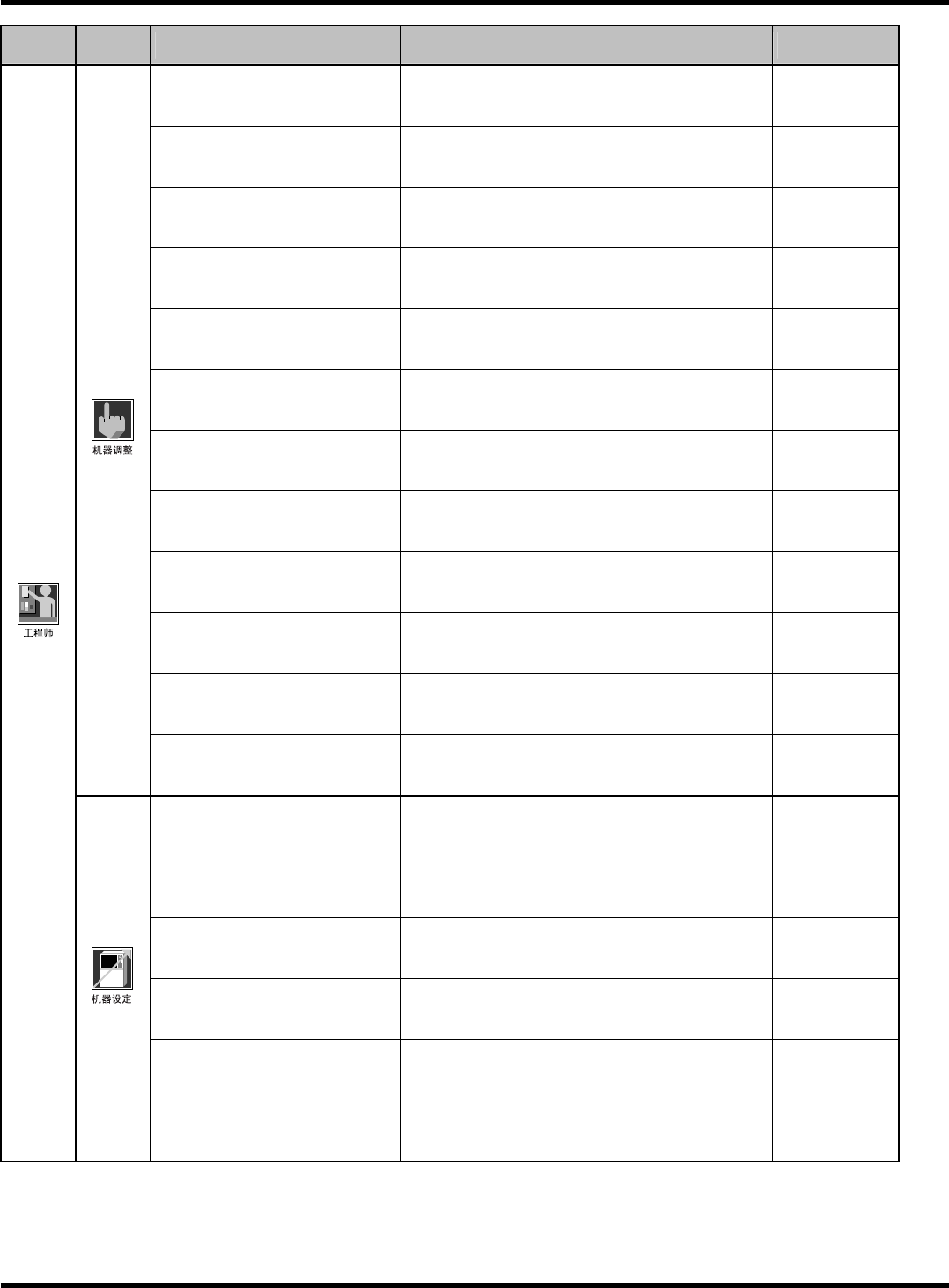
模式
菜单
项目
内容
参照之处
原点复归
所有的轴都返回原点。
2.4.1
传送带宽度调整
调整传送带宽度。
2.4.2
基板搬送
进行基板搬送动作。
2.4.3
吸着实装动作
进行吸着、识别、实装的假想动作。
2.4.4
吸嘴交换
进行吸嘴的交换。
2.4.5
托盘调整
可以确认托盘的托盘板之引出以及收纳的动作。
2.4.6
输入确认
用位表示输入地址。
2.4.7
输出确认
确认阀的状态,并使之动作。
2.4.8
轴信息
确认所有的轴的当前位置和状态。
2.4.9
识别装置维修
确认识别处理动作。
程序手册
环状负荷信息
显示加载在环状的负荷。
2.4.11
供料器状态
显示供料器的状况。
2.4.12
吸着位置学习
确认经吸着位置学习的补正值。
2.5.1
不良吸头
进行不良吸头的设定、解除。
2.5.2
供料器设定
在供料器上设定详细信息。
2.5.3
调整用的开关
变更用于调整的生产动作的条件。
2.5.4
背光设定
设定背光的定时灭灯。
2.5.5
用户化操作员模式设定
变更操作员模式的功能。
2.5.6
EJM5B-C-RMC02-A01-00
CM101-D
参考手册
2.2
生产设定
Page 2-5
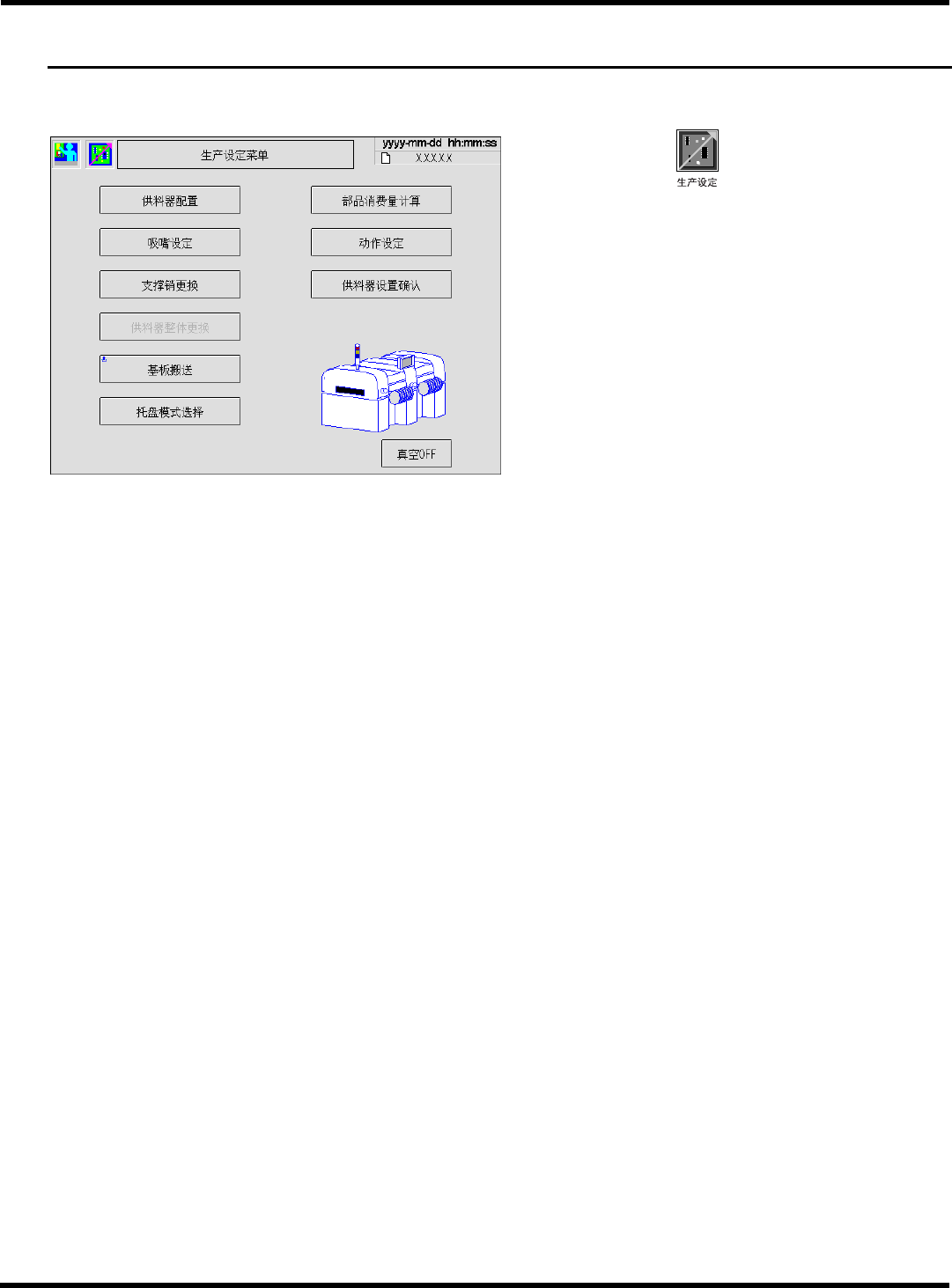
2.2
生产设定
进行生产时所需要的设定,以及动作检查。
1.
按主菜单的
。
•
显示生产设定画面。
∗
按功能开关,显示设定画面。
EJM5B-Pc-Menu-0003
EJM5B-C-RMC02-A01-00
CM101-D
参考手册
2.2
生产设定
Page 2-6
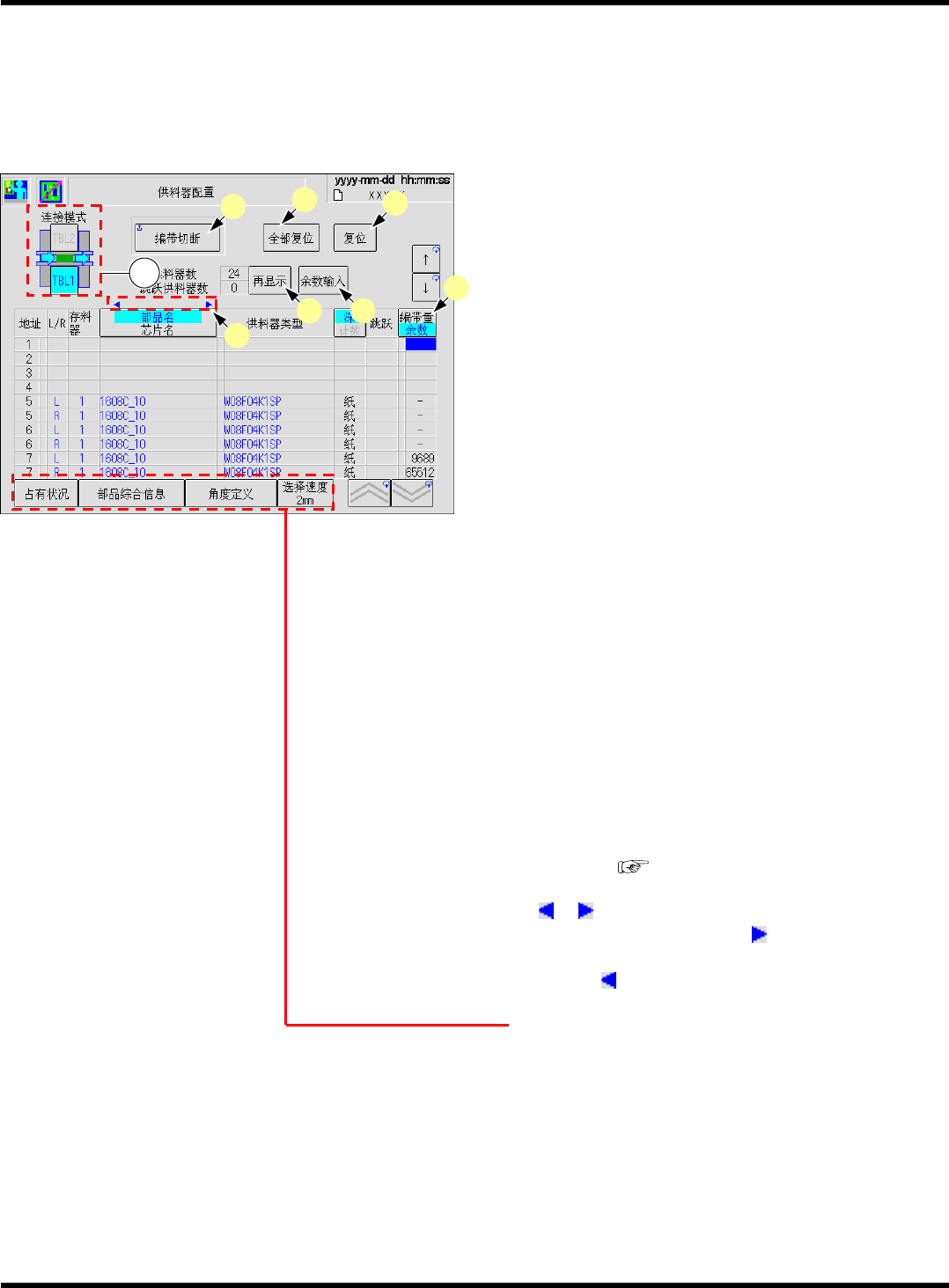
2.2.1
供料器配置
可以确认哪一供料器地址上载有哪一元件。
首先请确认配置在工作台上的供料器状态。
∗
按照供料器地址顺序,显示各供料器的元件信息。根据占有状况,可以一目了然地知道供料器工
作台上的哪一供料器地址在使用中。也显示各卷盘的元件余数和压紧胶带量。
∗
选择要确认的供料器工作台
。
a. [
编带切断
]
按此按钮切断编带。
b. [
全部复位
]
复位全部供料器的元件余数和压紧胶带量。
按此按钮会显示确认信息,可以时,请按
[
是
]
。
c. [
复位
]
复位当前光标所在位置的芯片余数和压紧胶带
量。
(
光标通过
[
↑
] [
↓
]
上下移动。
)
d. [
再显示
]
再次确认供料器上的信息,并重新显示压紧胶带
量和元件余数。
e. [
余数输入
]
能够在实际的供料器和芯片余数不同时,输入元
件余数。
f. [
编带量
余数
]
切换压紧胶带量和元件余数的显示。
余数为
“0”
时或压紧胶带量为
35,000 mm
以上
时,会闪烁显示黄色标记。当元件余数为
0
时,
请确认供料器,并更换编带卷盘。
按
[
复位
]
,就会使余数和压紧胶带量复位,黄色
闪烁即消失。压紧胶带量超过规定值时,请对压
紧胶带进行清扫。
清扫方法
(
智能编带供料器的使用说明书
)
g. [ ]
元件名为
20
文字以上时,按 ,显示
20
文字以
后的文字。
另外,按
,返回到最前面的
20
文字。
∗
详细内容请参照下一页。
EJM5B-C-RMC02-A01-00
EJM5B-Pc-0001
1
d e
f
g
a
b
c