JANETS_使用说明书.pdf - 第583页
JaNets 使用说明书 13 程序下载 13 - 81 表 13 - 16 - 23 印刷信息 ( RP -1/ 通用打印机 ) 识别代码 标签(标题) 内容 印刷信息 22 ProductNum 生产完成的基板数量 T imeT act 间隔节奏时间 T imeC ycle 循环时间 T imeMarkR etry 试打标记时间(时:分:秒) T imeT ranspor tW aitIn 搬入基板等待时间(时:分:秒) T ime…
JaNets 使用说明书 13 程序下载
13-80
表 13-16-22 检查信息(RV-1/2/2-3D)
识别代码
标签(标题)
内容
检查信息
21
CnvrLaneId
传送通道的通道
ID
0:前通道或单通道机
1:
后通道
ProductNum 生产完成基板数量
ProductCir
生产完成电路数量
EndProductionCode 基板生产完成时的结束码
0:正常
1
:异常
TimeCycle
超时
TimeProduction
生产时间(时:分:秒)
TimeInspection
检查时间(时:分:秒)
TimeJudgement
判别时间(时:分:秒)
QualifiedProductionNum
良品基板数
QualifiedProductionCircuit
良品电路数
Side
已检查基板的面
0:A 面
1
:
B
面
InspectStartTime
检查开始日期时间
InspectMode 检查模式
0:自动模式
1:半自动模式
2
:遥控模式
InspectResult
检查结果
0:OK
1
:
NG
JudgeResult
判定结果
0:OK
1
:
NG
BoardCode
基板条形码
SubBoardCode
每个电路的条形码文字列
各条形码文字列用
”,”
连接输出
BadMark
每个电路有无坏板标记
0:无坏板标记
1:有坏板标记
3 电路都无坏板标记则为 000,
3 如果电路中仅第 2 个电路有坏板标记,则按照 010
形式连接每一个电路坏板标记的有无,并输出
NgStepCount
NG
元件的数量
StepCount
已检查的总元件数
JaNets 使用说明书 13 程序下载
13-81
表 13-16-23 印刷信息(RP-1/通用打印机)
识别代码
标签(标题)
内容
印刷信息
22
ProductNum
生产完成的基板数量
TimeTact
间隔节奏时间
TimeCycle
循环时间
TimeMarkRetry
试打标记时间(时:分:秒)
TimeTransportWaitIn
搬入基板等待时间(时:分:秒)
TimeTransportWaitOut
搬出基板等待时间(时:分:秒)
TimeTotal
累积时间(时:分:秒)
有关通用打印机的印刷信息,打印机不对应的输出项目中输出***。
13-17 Equipment Manager 协作功能
本章说明的功能仅在 Equipment Manager 许可证为有效时可以使用。
13-17-1 坏板标记传播
将生产线上位机器上传的坏板标记信息传播到下位机器。
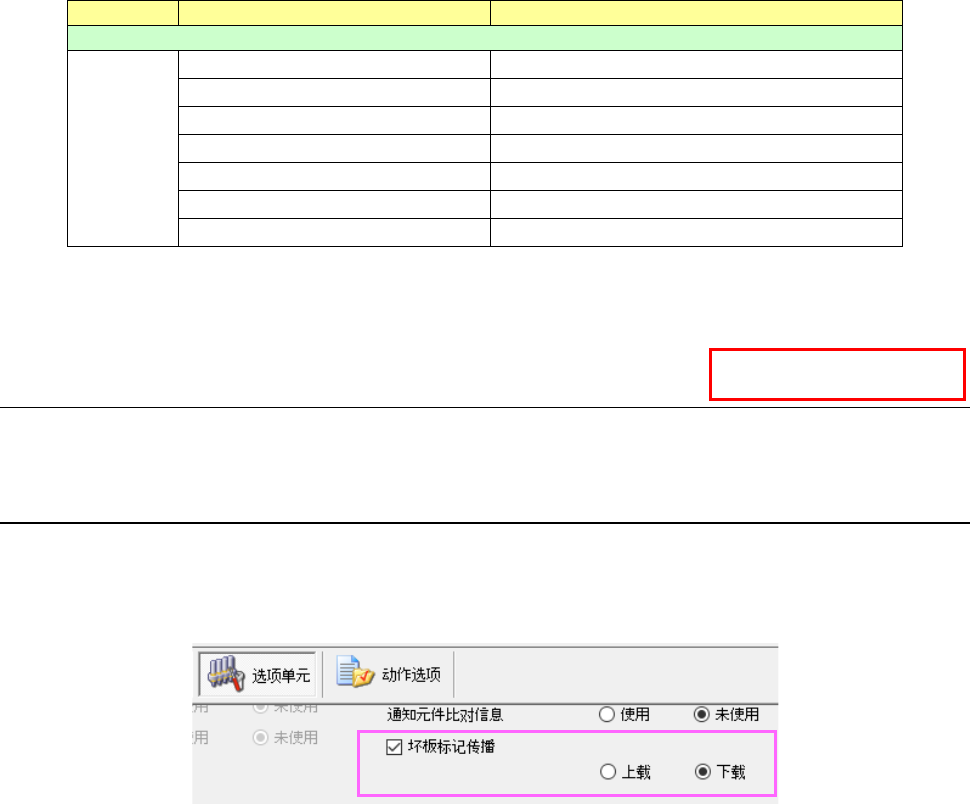
在工厂层设置对每一机器设置坏板标记传播功能的有效、无效。使用功能时,在工厂层设置的选项
单元画面选择「坏板标记传播」,请确认发起传播机器为「上传」,接受传播机器为「下载」。
图 13-87 坏板标记传播设置(工厂层设置)
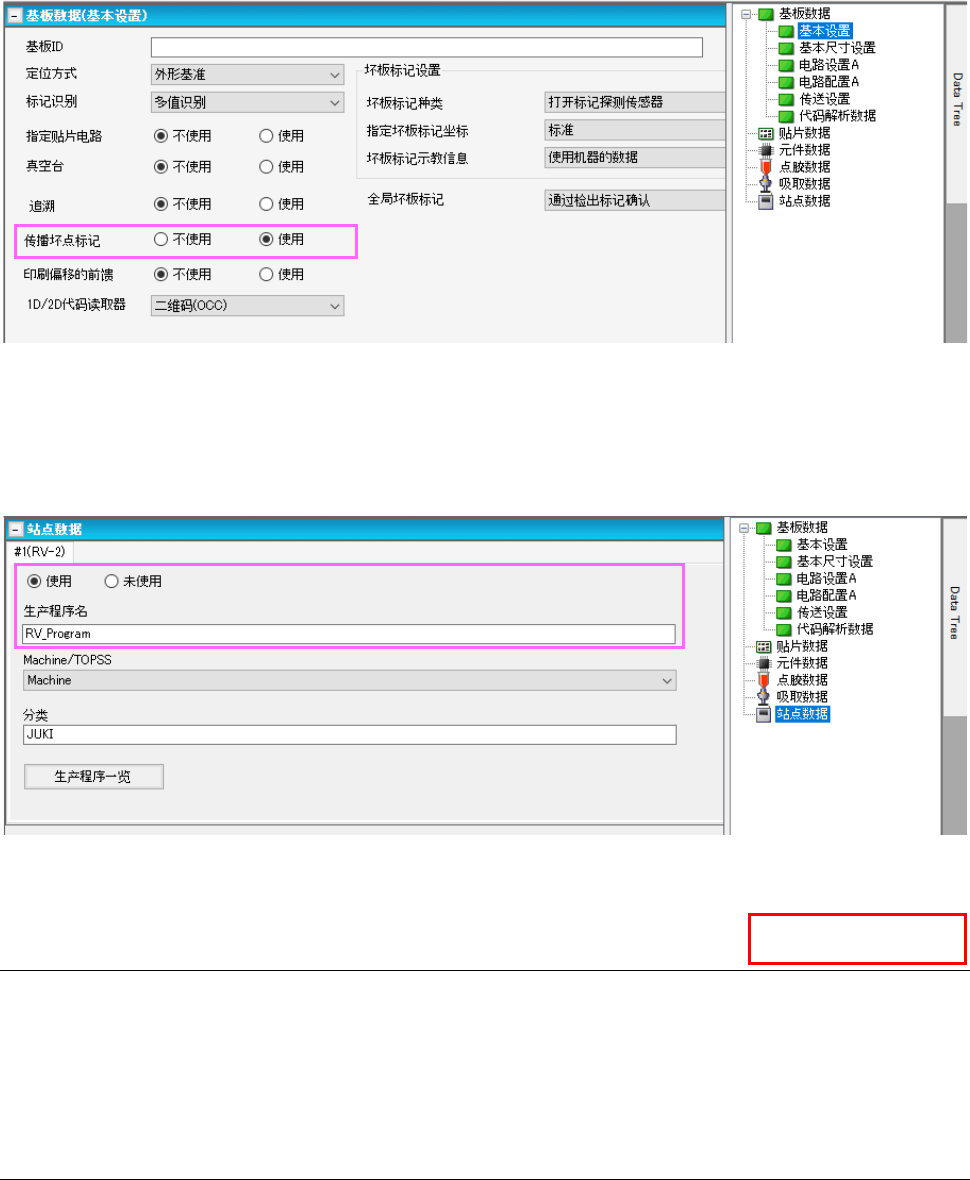
此外,对执行坏板标记传播的生产程序,请在程序编辑器的基板设置(基本设置)画面将「坏板标
记传播」设置为「使用」。
Equipment Manager
JaNets 使用说明书 13 程序下载
13-82
图 13-88 传播坏板标记的设置(程序编辑器)
执行 RV 系列或其他公司检查机的坏板标记传播时,追加设置中应将站点数据设置为「使用」,同时
应在「生产程序名」中设置机器生产的程序名。
图 13-89 站点数据的设置(程序编辑器)
13-17-1-1 其他公司检查机的坏板标记传播
要使用其他公司检查机的传播坏板标记功能,除 Equipment Manager 许可还需要 OtherMachine 许
可。
将生产线上位的其他公司检查机上传的坏板标记信息传播至下位机器。请在车间作业设置中设置各
机器传播坏板标记功能的有效、无效。设置方法与通常的传播坏板标记功能相同。
13-17-2 印刷偏移的前馈
生产线的上位检查机输出的印刷偏移信息向生产线下位的 RS-1 系列传播。
对印刷偏移前馈功能的有效、无效,在工厂层设置中对每一台机器进行设置。使用该功能时,请在
工厂层设置的选项单元画面确认勾选了「印刷偏移的前馈」。
OtherMachine