MX系列中文说明书.pdf - 第61页
Mx Series Manual 1-44 下面的内容为输入 R e f e r e n c e X , Y , Z 轴 位置 值的方法。在下一章将说明输入值。 输入 R e f e r e n c e X , Y , Z 轴 实行 Opti mize( 最优化 ) 后,为输入相关 Tr ay 信息,选择 I O control ,通过手动作业调出要输 入的 Tray( 盘 )
第
1
章
开始程序
1-43
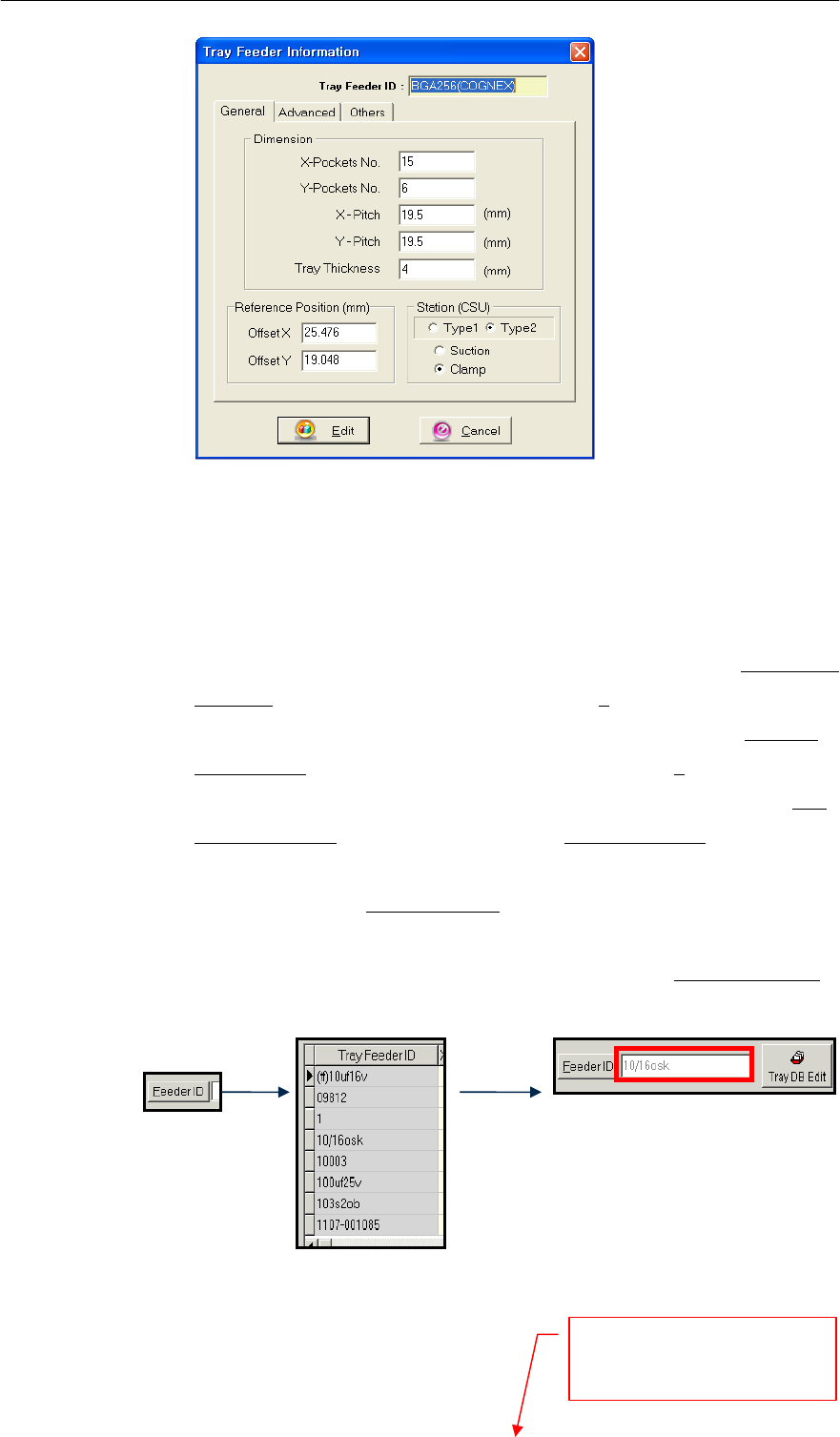
Tray Feeder ID : 输入部件Tray信息 (部件名称)
X-Pocket No : Tray部件供给方向上的横向部件数量。
Y-Pocket No : Tray部件供给方向上的纵向部件数量。
X-Pitch (间距) : 是指横向部件之间的 Center pitch(中心间距),进行Optimize(最
优化)后,通过T-Box的Teach进行输入。(临时输入1)
Y-Pitch (间距) : 是指纵向部件之间的Center pitch中心间距),进行Optimize
(最优化) 后,通过T-Box的Teach(输入)进行输入(临时输入1)
Reference Offset (1,1 拾取位置) X : 是指Tray右侧下端第一个部件,进行Opti
mize(最优化)后,用T-Box(坐标输入器)输入,目前临时输入2 。
Reference Offset (1,1 拾取位置) Y : 与 Reference Offset X 相同,
目前临时输入2。
@ 只输入X-Pocket No, X-Pocket No (实际数量)
@ X-Pitch , Y-Pitch , Reference X, Y要随意输入1,进行Optimize后,通过
T-Box正确地进行Teach(输入)。
已输入的Tray Feeder ID在Feeder ID中和Part Number连接。
按Feeder ID,在下端的菜单中选择,这
样就可以生成所选择的Data.
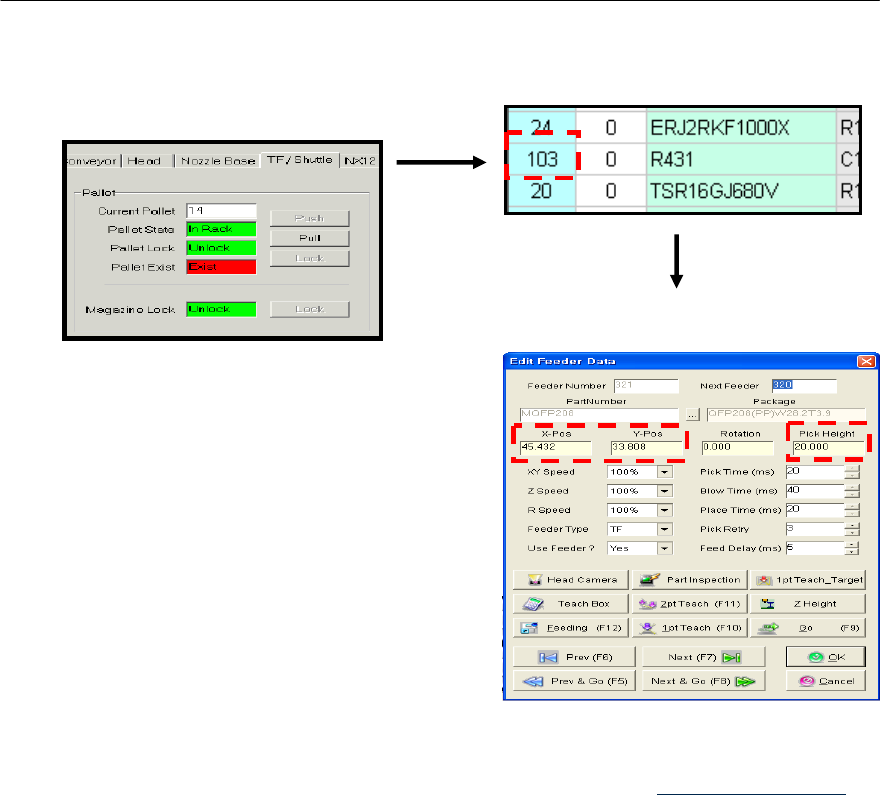
实行Optimize后,用鼠标器双
击显示出的Feeder编号
Mx Series
Manual
1-44
下面的内容为输入Reference X, Y , Z轴位置
值的方法。在下一章将说明输入值。
输入Reference X, Y , Z轴
实行Optimize(最优化)后,为输入相关Tray信息,选择I
O control,通过手动作业调出要输入的Tray(盘)
第
1
章
开始程序
1-45
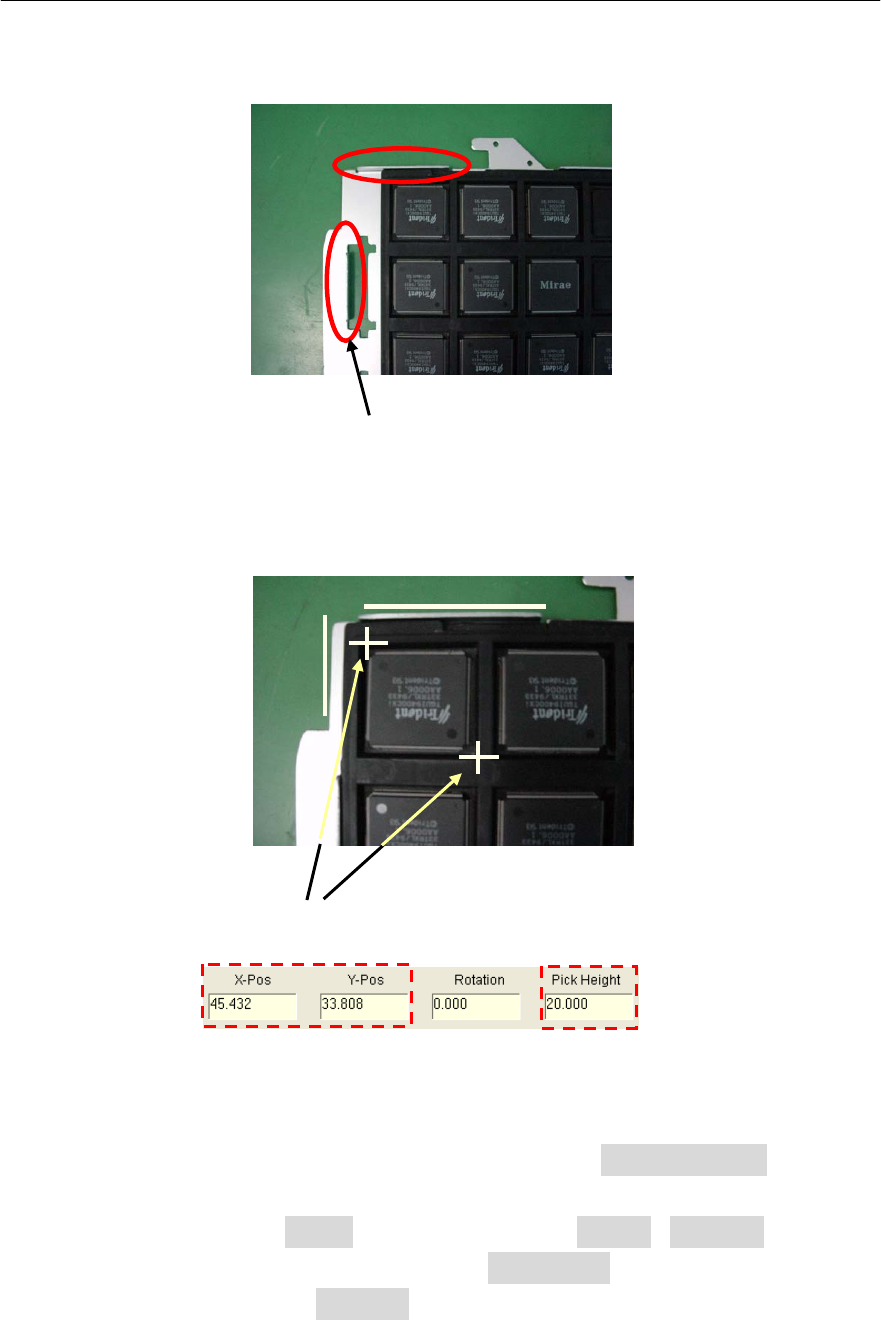
Reference X , Y , Z 输入方法
在部件托板的红色位置固定部件Tray。
1. 对通过I/O control输出的Tray左侧下端的部件,接通(ON)Head Camera
后,使用Teaching Box移动Camera,然后使用2 point teaching,如上图所示输
入2个坐标值,结果Data就会自动输入到Reference X,Y(拾取位置)里。
2. 这次把精密Z轴降到部件的上面,使之接触喷嘴下端及部件的上面,然后在Mr T
erminal中打小文字pp1,就会出来PZ(精密Head)轴的当前值,接着把该值输入进Z
轴值,然后按DOOR按钮,把XY轴送到等待位置。
( Pickup Z轴高度值的输入方法)
第一个部件
横向基准
纵
向
基
准
实施2 Point(两点) Teaching
基准位置
1
2