MX系列中文说明书.pdf - 第93页
Mx Series Manual 1-76 在这里,进入 General 模式的 CompDB Edit( 部件编辑器 ) ,修改相关部件 DB 后,重 新进行自动检查,以 保证合格。 图 1-68 进 入 Comp DB Ed it( 部件编辑器 ) > [PIC 功能 ] 用 Vision 监视器成批确认 P i c k & P l a c e D a t a ( 拾取及贴装数据 ) Tab 的 DB Grid 窗 口…

第
1
章
开始程序
1-75
PIC首先要使用St
ep,对所有的贴
装点进行作业
后,再用Auto确
认,这样做,比
较方便。
•
精密Head(Precision) →使用11号摄像头。(Mx100/200)
使用12,13号摄像头(CSP)。(Mx200P)
2. 选择Side(侧面) / Center(中心)
Side是指用一个模块摄像头检查2个喷嘴的方法,以此选择部件外围size为18mm X
18mm以下的部件。Center是一个喷嘴的size为18mm X 18mm以上时使用。(从
实质上说,因为一个摄像头同时检查2个喷嘴的识别范围是18mm X 18mm,所
以,同时检查2个部件时,只能检查9mm X 9mm以下的部件,检查Center时才能
检查18mm X 18mm尺寸的部件)
※ CSP, 精密(Precision)摄像头只做Center(中心)检查。
3. Don’t pickup (选择拾取与否)
这是指,不拾取部件,而只做部件检查,使用Don’t pickup时,只有在喷嘴的下面
已经有要检查的部件的情况下使用,如果喷嘴中没有部件,就必须要进行pickup,
所以应当消除选择状态。
4. X, Y , Z , R Speed(速度)功能
Head在进行Part Inspection(部件检查)时,因为各轴Speed(速度)原因,部件表面
状态不好或部件重量大时,可以调整各轴的速度,进行稳定的部件检查。(可以把稳
定的检查状态应用于生产时的Speed中,并进行Test)。
5. Current Pocket in tray (选择盘内拾取位置行、列)功能
检查对象Feeder不是8 ~ 56mm型号,而是TFU , TSU的场合下使用,而且,部件
Tray(盘)内沿横向和纵向排列的部件中不是在做1X1 pickup检查,而是在检查属于
其它排列形式的部件时使用。
设置上述项目后按OK按钮,便自动进行部件检查。
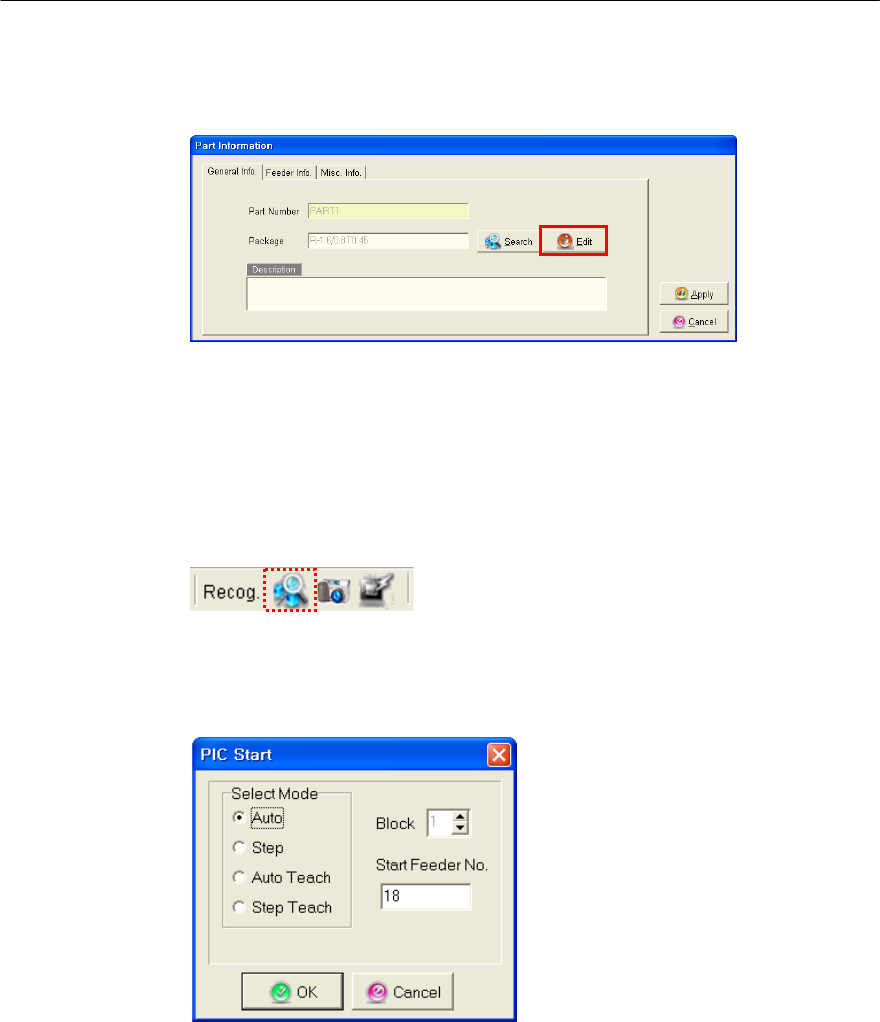
想要通过Part Inspection(部件检查)对部件进行修改时,应双击相关部件,打开Par
t Information(部件信息)对话框。
Mx Series
Manual
1-76
在这里,进入General模式的CompDB Edit(部件编辑器),修改相关部件DB后,重
新进行自动检查,以保证合格。
图1-68 进入Comp DB Edit(部件编辑器) >
[PIC功能]
用Vision监视器成批确认Pick & Place Data (拾取及贴装数据) Tab的DB Grid窗
口中输入的贴装点,必要时可以做贴装点Teaching,修改其坐标。
用鼠标器选择Place Tab中想要的贴装点后,再选择PIC Start (确认贴装点)功能图
符。
图1-69 Place Date的PIC Start>
•
Auto(连续) : Start Point No. 从框中设置的编号开始,对以后的所有安装点,
由摄像头自动按照号次移动,并把相关安装点显示在图像监视器里。
•
Step(按照阶段) : 把Start Point No.中设置的安装点显示在图像监视器里。
•
Block :基板类型为Block时被激活,指定特定Block编号,对于该Block相对应的
贴装点进行PIC时使用。
第
1
章
开始程序
1-77
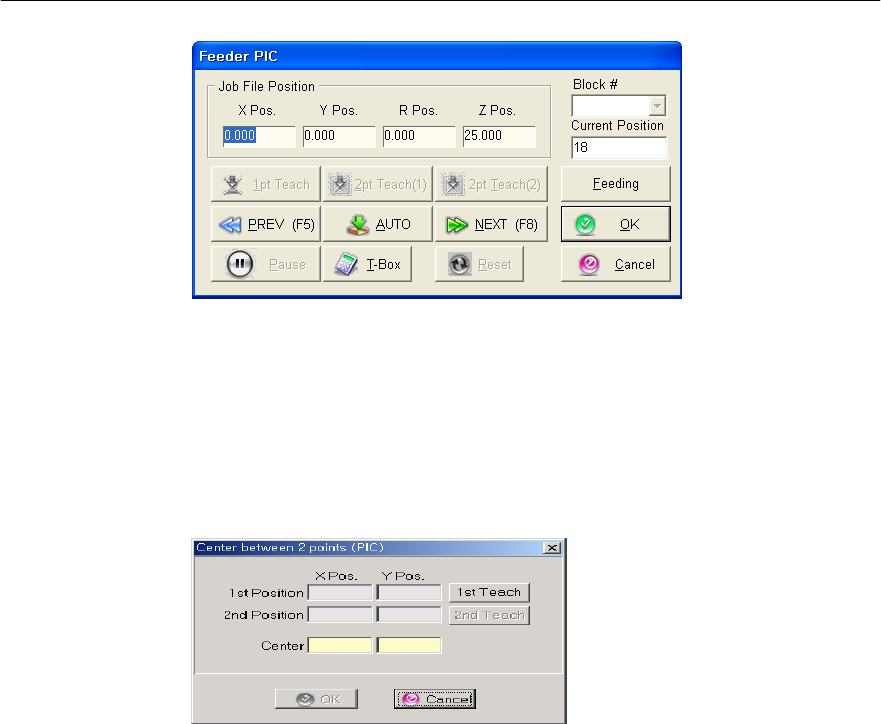
图1-70 PIC Running State窗口>
•
X , Y , R, Z Position(坐标) : 显示框中设置的数据贴装点位置
•
Teach(一点Teaching) : 调出当前的贴装点。
•
2pt Teaching(两点Teaching) : 进行两点安装点Teaching(监视器尺寸,对角
线)
图1-71 2pt Teaching(两点Teaching)对话框>
•
dX, dY, dR : 显示与当前坐标值的Offset (偏置)值。
•
RESET : 结束PIC模式。
•
AUTO(连续移动) : 从下一贴装数据转换为AUTO模式。
•
PREV(Previous) : 向以前的贴装点移动。
•
NEXT : 向下一个贴装点移动。
用鼠标器选择Pick Data(拾取数据) Tab中想要的拾取数据后,再选择PIC Start功
能图符。