印刷机维修手册_SP60.pdf - 第23页
SP 80/SP 60 维修手册 1.5 560 小时检查 (1 个月一次 ) Page 1-45 1.5 560 小时检查 小时检查 小时检查 小时检查 ( 1 个月一次 个月一次 个月一次 个月一次 ) 1.5. 1 基板搬送皮带的检查 基板搬送皮带的检查 基板搬送皮带的检查 基板搬送皮带的检查 请检查基板定位升降机、搬送传送带 ( 两侧 ) 的基板搬送皮带是否有异常。 使用工具 推拉规、扳手、六角扳手 需要时间 3 ~ 4 分钟 …
SP80/SP60
维修手册
1.4 140 小时检查 (一周一次)
Page 1-44
12.
使用溶剂 (IPA、酒精等) 清扫各部品。
∗
为了防止刀刃弯曲,擦拭刀刃时请一定要按照
同一个方向进行。
13.
组装清扫完成的部品。
•
请按照与拆卸时相反的顺序进行组装。
•
将印刷装置安装到 SP 主体上
(
焊料筒头手册)
∗
使用新料架时,料架设置完成后,请一定要剥
去封印纸。
∗
设置刀刃时,请将刀刃的端面和框架的接触面
相接触进行设置。
(
3.2.2 刀刃的更换)
∗
清扫结束后,在开始下一次生产之前,请一定
要在印刷装置内填充焊料。
( 焊料筒头手册)
如果不在印刷装置内填满焊料就进行印刷的话,
有可能会引起网板、刀刃的破损及印刷不良。
1E4C-415P
1E3C-C-MMA01-A02-00
SP80/SP60
维修手册
1.5 560 小时检查 (1 个月一次)
Page 1-45
1.5 560
小时检查
小时检查小时检查
小时检查
(
1
个月一次
个月一次个月一次
个月一次
)
1.5.1
基板搬送皮带的检查
基板搬送皮带的检查基板搬送皮带的检查
基板搬送皮带的检查
请检查基板定位升降机、搬送传送带 (两侧) 的基板搬送皮带是否有异常。
使用工具 推拉规、扳手、六角扳手 需要时间 3 ~ 4 分钟
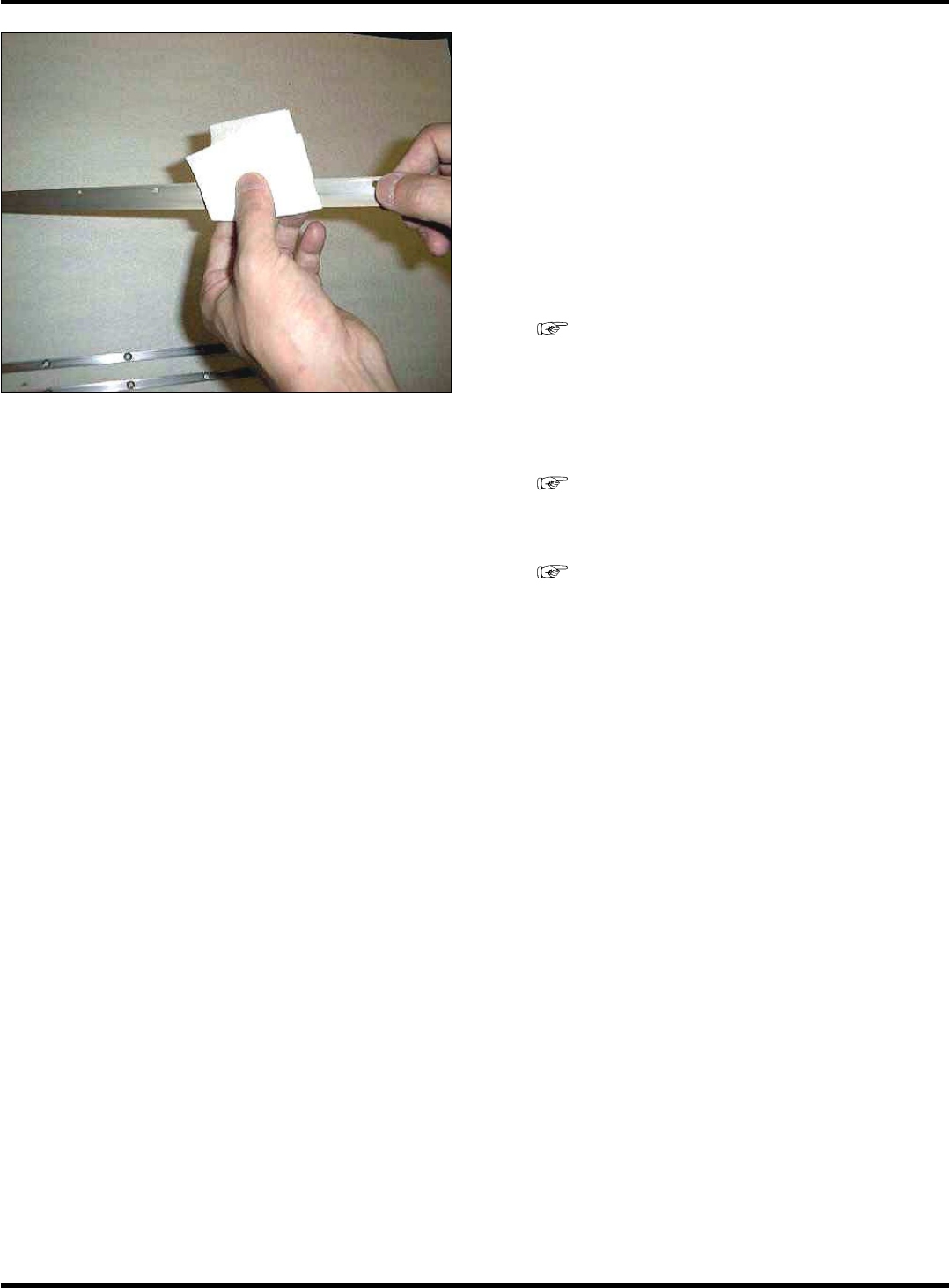
1.
检查皮带伤痕
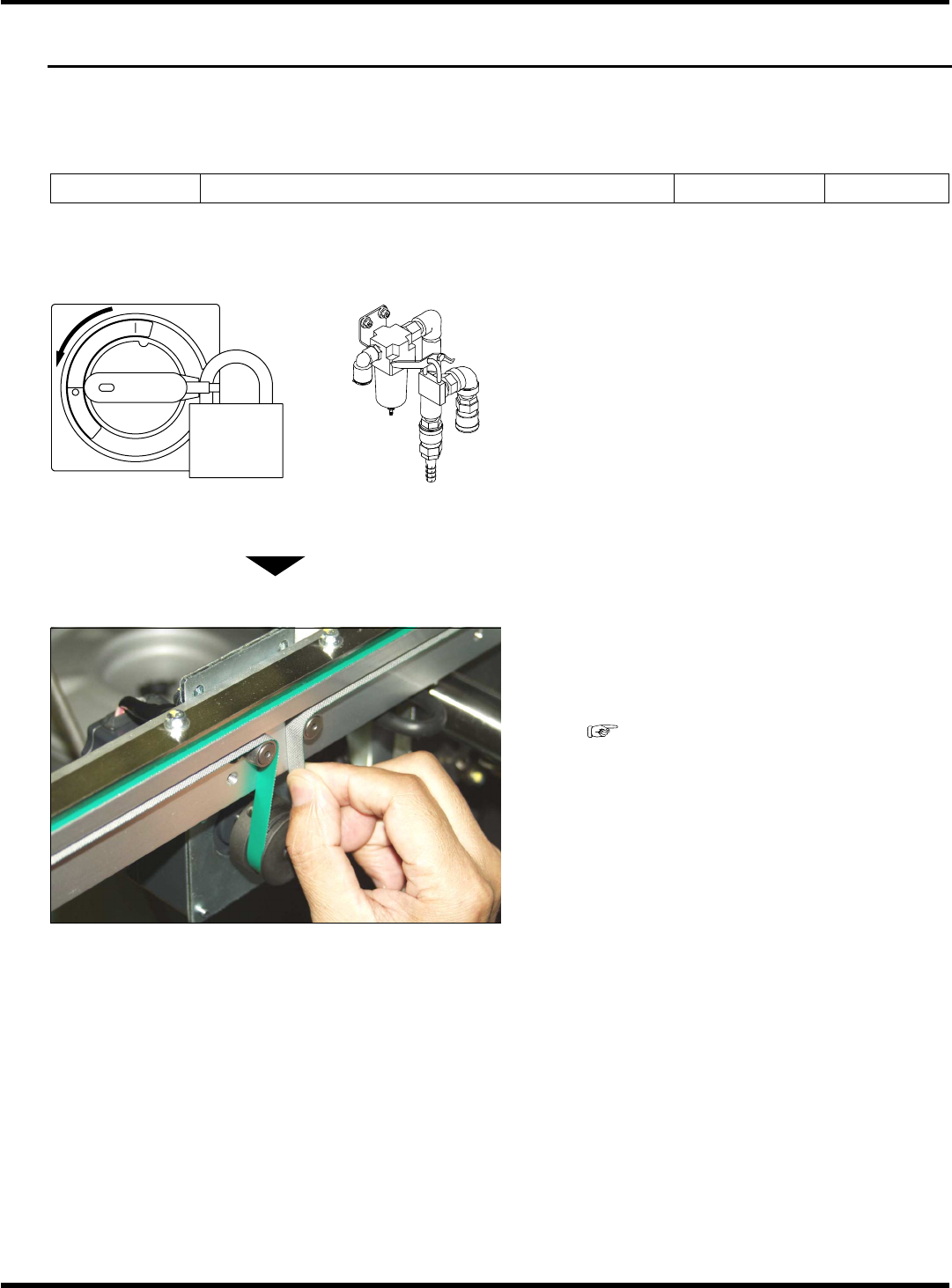
1.
将电源置于 OFF 状态的同时,空气供给也
要停止。
∗
请锁定电源开关和主气阀。
2.
在各个传送带的端面,用手转动皮带进行
目测检查。
∗
根据检查结果,需要进行更换时
(
1.9.1 基板搬送皮带、滚轮的更换)
1D3C-404P
R
E
S
E
T
O
F
F
O
N
T
R
I
P
P
E
D
1D3C-040E
1E3C-C-MMA01-A02-00
SP80/SP60
维修手册
1.5 560 小时检查 (1 个月一次)
Page 1-46
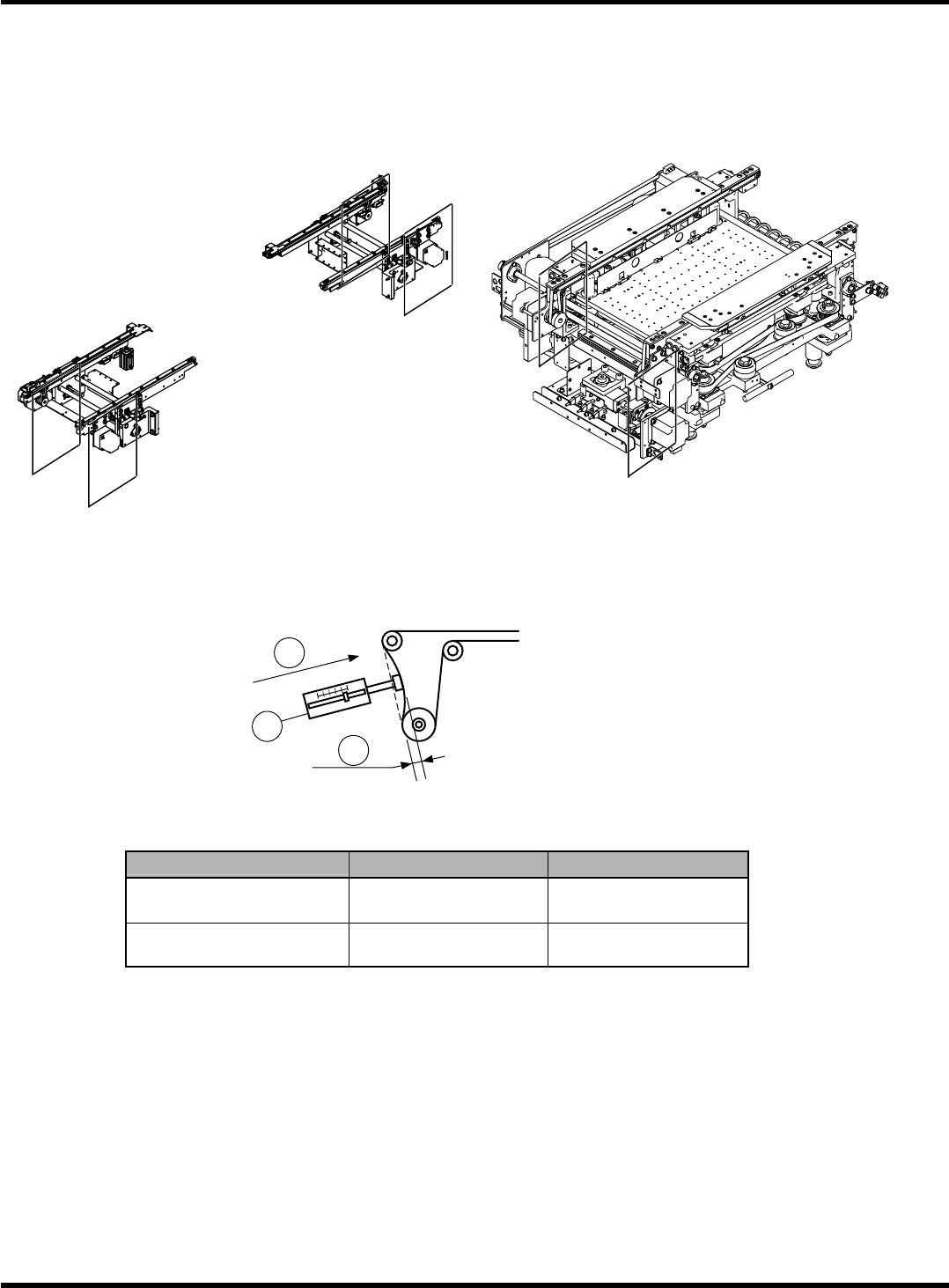
2.
皮带张力的检查
A) 计测位置
请在跨距的中央部进行计测。
搬送传送带
基板定位升降机
B) 计测方法
请计测使用推拉规
以规定的压紧负荷 (F)
压住皮带时皮带的挠曲度 (
δ
)
是否适当。
压紧负荷和挠曲度
基板传送带左 基板传送带右
压紧负荷 F
(N)
1.96 1.96
挠曲度
δ
(mm)
4
±
0.5 2.5
±
0.5
张力的调整
根据检查的结果,如果皮带的张立过大或不足时,请参照下一页,调整张力。
443C-327E
2
3
1
1D3C-181CC0
1D3C-X039
K
1E3C-C-MMA01-A02-00